

7. Складання циклограм
Поворот розподільного вала від 0 до 100 сотих відповідає тривалості одного повного циклу автомата. Циклограма дає графічне зображення всього циклу обробки деталі, розробленого і розрахованого в карті налагодження. Вона дозволяє встановити послідовність роботи кожного супорта чи механізму, перевірити раціональність прийнятих поєднань робочих і холостих ходів та виявити всі помилки, що могли бути допущені при розробці технологічного процесу і розрахунку цифрової інформації карти налагодження.
Циклограма може виконуватися в полярних (кругових) координатах (рис. 18, а). Робочі і допоміжні рухи кожного робочого органа виражаються визначеним сектором з межами кутів, зазначених у технологічній карті, і займають визначене положення відносно початку циклу (нульова лінія в циклограмі).
Відводячи кожному робочому органу своє концентричне кільце в циклограмі, можна представити картину відносного руху робочих органів автомата.
Якщо прийняти, що довжина відрізка пропорційна часу циклу, то можна побудувати циклограму в прямокутних координатах (розгорнуту, див. рис. 18, б), де тривалість кожного переходу відображається частинами відрізка в прийнятому масштабі.
8.Приклад складання операційної карти обробки деталі "пробка"
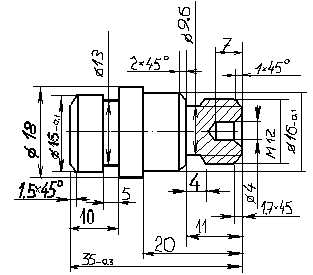
1. Розробляють технологічний процес обробки. У форму 8 (ДСТ 3.1404-74) викреслюють ескізи переходів (рис. 19).
Переходи 1, 3, 6, 9, 15 здійснюються револьверним супортом, переходи 11(11) - переднім і заднім супортами, перехід 17 – вертикальним.
2. Визначають величини робочих ходів інструментів по формулі (2), мм:
l3
= 20+1 = 21; l(11)
=
![]() +
0,3 = 1,5;
+
0,3 = 1,5;
l6 = 13 + 1 = 14; l15 = 12 + 1,752 = 15,5;
l9 = 7 + 0,34 + 0,8 = 9; l16 = l15 = 15,5;
l11
=
![]() +
0,5 = 3; l17
= 13/2 + 0,5 + 0,5 = 7,5;
+
0,5 = 3; l17
= 13/2 + 0,5 + 0,5 = 7,5;
3. Вибирають швидкості різання по табл. П.4 і розраховують частоти обертання шпинделя по формулі (3), об/хв:

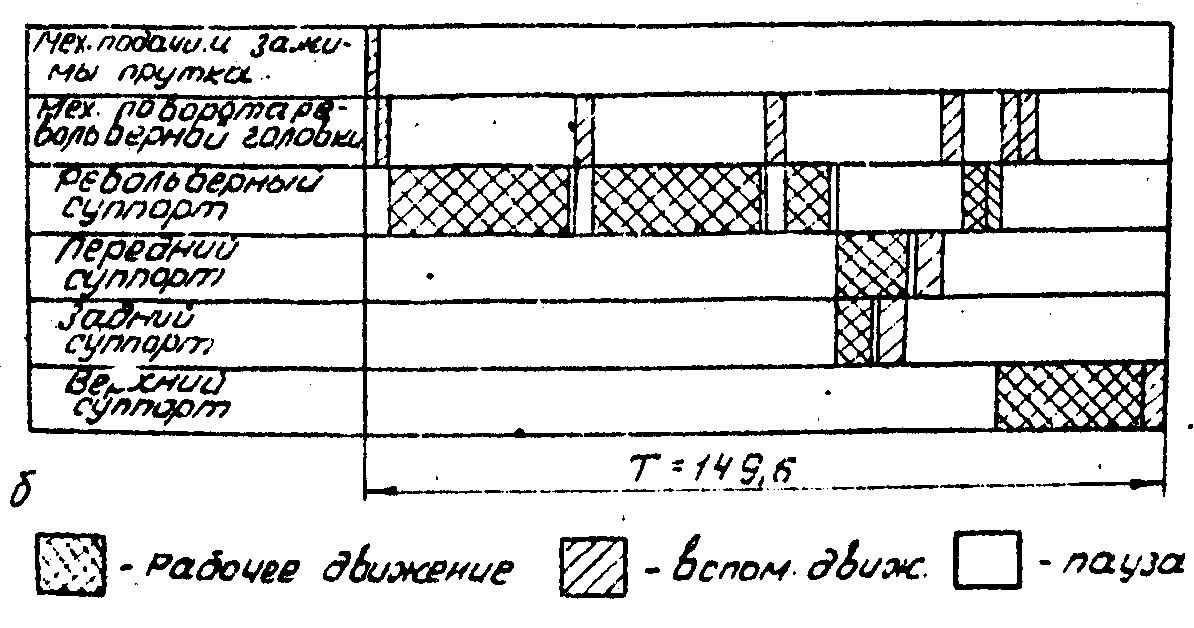
Рис.18 Циклограма обробки деталі: а - в полярних координатах; б –в прямокутних координатах
Рис.19 Схема технологічного процесу обробки деталі
По табл. П.6 вибирають ближче найменше значення частот, фактично існуючих на автоматі при змінних шестірнях А=29, Б=65. По формулі (4) розраховують фактичні швидкості різання, м/хв:
Швидкість різання при свердлуванні отвору 4 недостатня (V9=18.46
м/хв), тому бажане застосування швидкосвердлувального пристрою, але при зустрічному обертанні свердла і заготовки мінімальна частота n=5550+465=6015 об/хв. Тоді швидкість різання, м/хв:
![]()
що значно більше рекомендованої швидкості. Отже, швидкосвердлувальний пристрій в даному випадку застосовувати не можна. Швидкість при свердлуванні приймають V9=18.46.
Як основну частоту обертання шпинделя приймають nосн=465об/хв. Коефіцієнти приведення визначають по формулі (5):
![]()
![]()
для переходів 3,6,11,16,17 К=1.
4. Вибирають величини подач по табл.П.5, мм/об:
S3=0,08; S(11)=0,03;
S6=0,06; S15=1,75;
S9=0,05; S16=1,75;
S11=0,03; S17=0,03.
5. Визначають кількість обертів шпинделя, необхідних для виконання
окремих переходів, по формулі (6), об:
Суму приведеної кількості обертів шпинделя, необхідних для виконання
несуміщених переходів, визначають по формулі (7),об:
∑np=263+233+57+100+27+9+250=939.
6. Попередньо визначають час одного циклу. Час потрібний для
здійснення робочих ходів, визначають по формулі (8), с:
Час на холості ходи визначають: по табл. П.2 на розтискання цанги, подачу і затиск матеріалу tn=0.51 с; по табл. П.2 на індексування револьверної головки tr=0.51 с; чотири несуміщених перемикань револьверної голівки tr=40.51=2.04 с (два перемикання поєднані з часом відрізки); час відводу відрізного і фасонного різців приймається рівним 0.03Т для кожного (тобто 0.03 від тривалості циклу); час вистою різців під час зачищування - 0,5·4=2 с.
Загальний час одного циклу визначають по формулі (9):
Т=121,16+0,51+2,04+2•0,03T+2;
T-0,06T=12,71;
![]()
7.Визначають число сотих часток оберту кулачків для виконання
холостих і робочих переходів.
В залежності від часу циклу Т по табл. 2 приймають число сотих
холостих переходів рівними: подача і затиск прутка - 1 сота, перше переключення револьверної головки - 1; кожне наступне перемикання
револьверної головки - 3; на зачищення поверхні в кінці роботи інструмента - 0.5; на відвід відрізного і фасонного різців - по 3 сотих.
∑Сx=1+1+0.5+3+0.5+3+0.5+3+0.5+3+0.5+3+3=19 сотих.
Загальна кількість сотих оберту, припадає на всі несуміщені робочі
ходи, визначають по формулі (10):
∑Ср = 100 – 19 = 81 сота
Кількість сотих, які припадають на кожний робочий перехід, визначають
по формулі (11):

8. Визначають продуктивність автомата. Повна кількість обертів шпинделя, необхідних для виготовлення одної деталі, визначають по формулі (12), об:
![]()
Тривалість виготовлення одної деталі визначають по формулі (13), с:
![]()
По табл. П. 6 найближчий фактичний час виготовлення одної деталі
Т=149 с і змінні колеса розподільного вала с=39; d=41; e=28; f=52; g=23; h=57.
Циклову продуктивність автомата визначають по формулі
![]()
9. Визначають відстань від револьверної головки до торця шпинделя в
кінці кожного переходу. Довжину заготовки визначають по формулі (15), мм:
lзаг=35+2+5=42.
Відстань L від револьверної голівки до торця шпинделя з врахуванням
розмірів державок визначають по формулі (16), мм:
L1=42+55=97; L9=42-7+50=85; L9=42-7+50=85;
L3=42-20+54=76; L15=42-12+53=83.
L6=42-13+46=75;
Найменша відстань від торця шпинделя до револьверної головки
Lmin=75 мм (шостий перехід).
10.Визначають радіуси кулачка револьверної головки. Із табл. П.3
максимальний радіус кулачка Rmax=85 мм. Радіус кулачка в кінці шостого переходу Rk=Rmax, тобто 85 мм. Оскільки Lmin= L6 знаходиться в межах від [Lmin] до [ Lmax], тобто від 65 до135 мм (см. характеристику автомата), то для решти переходів величину Rki визначають по формулі (17), мм:
Rk3=85-(76-75)=84;
Rk9=85-(85-75)=75;
Rk15=85-(83-75)=77.
Початкові радіуси Rн визначають по формулі (19), мм:
RH3=84-21=63; RH9=75-9=66;
RH6=85-14=71; RH15=77-15,5=61,5.
Кінцевий результат дільниці кулачка, призначеного для нарізання
різьби, знижують на 13%, тобто на 2 мм: Rk15=77-2=75 мм.
Радіус кулачка, на якому відбувається подача і затискання прутка,
рівняється початковому радіусу наступного робочого переходу, тобто R1=RH3=63 мм.
Кінцеві радіуси кулачків поперечних супортів визначають по формулі
(20).
Найбільші радіуси всіх кулачків поперечних супортів Rmax=62 мм
(табл.3):
Rk11=62-6.5=55.5 мм (поперечний супорт);
Rk(11)=62-4,8=57,2 мм (задній супорт );
Rk17=62 мм (верхній супорт).
Початкові радіуси кулачків визначають по формулі (19):
RH11=55.5-3=52.5 мм;
RH(11)=57.2-1.5=55.7 мм;
RH17=62-7.5*1/0.81=52.7 мм.
Всі отримані результати заносять в операційну карту обробки (табл. 4).
На рис. 10-13 показані робочі креслення дискових кулачків, побудованих
на основі карти обробки (табл. 4). На рис. 18 зображені циклограми роботи автомата, налагодженого на обробку пробки, в полярних координатах.
Початок таблиці 4
Операційна карта обробки пробки на автоматі 1Д118
Заготовка |
Профіль і розміри |
Пруток Ø 18=3000 |
Охолодження |
Сульфофрезол |
Подача і затиск матеріа- лу |
0 |
||
Положення кулачків для переключення револьверної головки |
Лі ве |
74 |
||||||
Пра ве |
72 |
|||||||
Тв, с |
27,84 |
6 |
78 |
|||||
Назва і марка матеріалу |
Сталь А-12 |
То,с |
121,16 |
5 |
75 |
|||
Число обертів шпинделя, об/хв |
потрібне |
1159 |
4 |
69 |
||||
на верстаті |
465 |
3 |
49 |
|||||
Назва операції |
Автоматна |
Обладнання (назва модель) |
Токарно-револьверний автомат мод.1Д118 |
2 |
26;5 |
|||
1 |
1 |
|||||||
Змінні шестерні подач |
|
57 |
||||||
|
23 |
|||||||
|
52 |
|||||||
|
28 |
|||||||
|
41 |
|||||||
|
39 |
|||||||
Змінні шестерні швидкостей |
Б |
65 |
||||||
A |
29 |
|||||||
Кулачки |
радіус |
до |
63 |
62 |
84 |
84 |
70 |
85 |
85 |
65 |
75 |
75 |
60,5 |
75 |
61,5 |
35 |
35 |
55,5 |
55,5 |
30 |
57,2 |
57,2 |
30 |
62 |
30 |
||||
від |
63 |
62 |
63 |
84 |
70 |
71 |
85 |
65 |
66 |
75 |
60,5 |
61,5 |
75 |
35 |
35 |
52,5 |
55,5 |
55,5 |
55,7 |
57,2 |
57,2 |
52,7 |
62 |
||||||
соті |
до |
1 |
2 |
25 |
26,5 |
28,5 |
48,5 |
49 |
52 |
57 |
57,5 |
72 |
74 |
75 |
78 |
81 |
65,5 |
66 |
69 |
61,5 |
62 |
65 |
97 |
100 |
|||||
від |
0 |
1 |
2 |
25 |
25,5 |
28,5 |
48,5 |
49 |
52 |
57 |
6,9 |
72 |
74 |
75 |
78 |
57,5 |
65,5 |
66 |
57,5 |
61,5 |
62 |
75 |
97 |
||||||
холост. |
хід |
1 |
1 |
|
0,5 |
3 |
|
0.5 |
3 |
|
0,5 |
3 |
|
|
(3 |
(3 |
|
0,5 |
3 |
|
(0,5 |
(3 |
|
3 |
|||||
робоч. |
хід |
|
|
23 |
|
|
20 |
|
|
5 |
|
|
2 |
1 |
|
|
8 |
|
|
(4 |
|
|
22 |
|
|||||
Число обертів |
прий- |
няте |
|
|
|
263 |
|
|
233 |
|
|
57 |
|
|
27 |
9 |
|
|
100 |
|
|
(50 |
|
|
250 |
|
|||
роз- |
рахун- |
кове |
|
|
263 |
|
|
233 |
|
|
180 |
|
|
9 |
9 |
|
|
100 |
|
|
50 |
|
|
250 |
|
||||
Відно- |
шення |
плеч |
важелів |
|
|
1;1 |
|
|
1;1 |
|
|
1;1 |
|
|
1;1 |
1;1 |
|
|
1;1 |
|
|
1;1 |
|
|
1;0,81 |
|
|||
Пода- |
ча, |
мм/об |
|
|
|
0,08 |
|
|
0,06 |
|
|
0,05 |
|
|
1,75 |
1,76 |
|
|
0,03 |
|
|
0,03 |
|
|
0,03 |
|
|||
Шви- |
дкість |
різання |
м/хв |
|
|
26,28 |
|
|
23,36 |
|
|
18,46 |
|
|
5,84 |
|
|
|
26,28 |
|
|
23 |
|
|
18,98 |
|
|||
Довж. |
робоч. |
ходу, |
мм |
|
|
21 |
|
|
14 |
|
|
9 |
|
|
15,5 |
15,6 |
|
|
3 |
|
|
1.5 |
|
|
7,5 |
|
|||
Зміст |
переходу |
|
|
Подача до упора |
Поворот РГ |
Обточування Ø16-0,1 |
Центрування |
Зачищення |
Поворот РГ |
Обточування під різьбу М12 |
Зачищення |
Поворот РГ |
Свердлування Ø4 |
Зачищення |
Поворот РГ |
Нарізання різьби М12 |
Збіг плашки |
Поворот РГ |
Поворот РГ |
Проточка канавки b=3 |
Зняття фаски 1,5*45 |
Зачищення |
Відвід різця |
Проточка канавки b=4 |
Зняття фаски 1,7*45 |
Зачищення |
Відвід різця |
Відрізка |
Відвід різця |
номер |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
14 |
15 |
16 |
(17 |
(17 |
11 |
12 |
13 |
(11 |
(11 |
(11 |
17 |
18 |
||||||
переходу |
|||||||||||||||||||||||||||||
Назва |
Револьверна головка |
Передній |
Задній |
Верхн. |
|||||||||||||||||||||||||
механізмів |
Поперечні супорти |
||||||||||||||||||||||||||||