

МІНІСТЕРСТВО ОСВІТИ І НАУКИ МОЛОДІ ТА СПОРТУ УКРАЇНИ
НАЦІОНАЛЬНА МЕТАЛУРГІЙНА АКАДЕМІЯ УКРАЇНИ
Кафедра “ Обробка металів тиском ”
КУРСОВИЙ ПРОЕКТ
З ДИСЦИПЛІНИ:
“ Технологічні особливості процесів трубного виробництва ”
Виконав: ст. гр. МОН-08 Кузнєцов А.А.
Керівник: Доц. Дрожжа П. В.
Нікополь 2011
Реферат
Курсовий проект – 34 с., 3 рис., 16 табл., джерел
Розглянуто технологію прокатки холоднокатаних труб на стані ХПТ-55
Наведено опис основних технологічних операцій.
Виконано перевірочні розрахунки параметрів технології. Всі необхідні розрахунки виконано із застосуванням ПЕОМ.
Отримані результати показують, що деталі і вузли робочої кліті відповідають умовам міцності.
труби безшовні ХОЛОДНОКАТАНІ, стан хпт-55, ТеХНОЛОГіЯ, МАРШРУТ ПРОКАТКИ, КаЛІБРУВАННЯ
НАЦІОНАЛЬНА МЕТАЛУРГІЙНА АКАДЕМІЯ УКРАЇНИ
Кафедра обробки металів тиском
Дисципліна “Устаткування цехів трубного виробництва”
Спеціальність «Технологія ОМД та Інформаційне забезпечення»
Курс IV Група МОН-08 Семестр ХІ
ЗАВДАННЯ
на курсовий проект студенту групи МОН-08 Кузнєцову Андрію
1. Тема проекту: «Розрахунок технології виробництва труб розміром 32х4,5 мм на ХПТ55 ЗАТ «СЕНТРАВІС Продакшн Юкрейн».
2. Строк здачі студентом виконаного проекту 31 грудня 2011 р.
3. Вихідні дані по проекту: параметри устаткування і технології прокатки труб на ХПТ-55; марка сталі – 20; діаметр труб – 32 мм; товщина стінки труби - 4,5 мм.
4. Зміст розрахунково-пояснювальної записки (перелік питань, які підлягають розробці)
1 Характеристика устаткування і технології виробництва труб на ХПТ55: сортамент ХПТ55; вимоги до якості вихідної заготовки і готових труб; технологічний процес виробництва зварних труб; можливі види браку та способи його усунення.
2 Розрахунок таблиці прокатки труб, калібровки інструменту, енергосилових параметрів прокатки.
3 Розрахунок годинної продуктивності стану.
5. Перелік графічного матеріалу (з точним зазначенням обов'язкових креслень)
1. Калібрування інструменту станів ХПТ55.
Дата видачі завдання – 16.09.2011 р.
КАЛЕНДАРНИЙ ПЛАН
ВИКОНАННЯ курсового ПРОЕКТУ
№ п/п |
Назва етапів виконання курсового проекту |
Строк вико- нання етапів проекту |
Відмітка про виконання |
1 |
Видача завдання на курсовий проект. |
16.09.2011 р. |
|
2 |
Характеристика устаткування і технології виробництва труб на ХПТ55 |
03.10.2011 р. |
|
3 |
Розрахунок таблиці прокатки труб, калібровки інструменту, енергосилових параметрів прокатки. |
10.10.2011 р. |
|
5 |
Розрахунок годинної продуктивності стану |
17.10.2011 р. |
|
6 |
Графічна частина проекту |
24.10.2011 р. |
|
7 |
Оформлення пояснювальної записки проекту |
8.11.2011 р. |
|
8 |
Здача виконаного проекту |
15.11.2011 р. |
|
9 |
Захист проекту |
.05.2009 р. |
|
Студент А.А.Кузнєцов
Керівник проекту П.В. Дрожжа
ЗМІСТ
ВСТУП
1. ХАРАКТЕРИСТИКА УСТАТКУВАННЯ І ТЕХНОЛОГІЇ ВИРОБНИЦТВА ТРУБ
1.1 Сортамент труб
1.2 Вимоги до якості вихідних заготовок та готових труб.
1.3 Технологія виробництва холоднокатаних труб на ХПТ-55.
1.4 Недоліки в роботі устаткування та способи їх усунення .
2 РОЗРАХУНОК ПАРАМЕТРІВ ТЕХНОЛОГІЇ.
2.1 Розрахунок маршруту прокатки..
2.2 Розрахунок енергосилових параметрів і годинної продуктивності.
2.3 Розрахунок калібрування інструменту: валок, оправки
Висновки
Перелік посилань
ВСТУП
Холодна прокатка застосовується для виробництва високоякісних труб малих та середніх розмірів,тонкостінних та товстостінних труб підвищеної точності з вуглецевих, легованих, нержавіючих марок сталі, а також кольорових металів і сплавів.
Виробництво труб на станах холодної прокатки має слідуючі переваги:
можливість отримання великого обтиснення по площі 75-90%;
можливість отримання великого обтиснення по діаметру;
можливість отримання великого обтиснення по станкам 50-60%;
великий коефіцієнт витягання μ=2...5;
можливість прокатування конічної труби.
Виробництво труб на станах холодної прокатки має слідуючи недоліки:
складне обладнання станів холодної прокатки;
низька продуктивність в порівнянні з волочінням;
багато підготовчих та допоміжних операцій.
Найбільш перспективними засобами виробництва сталевих труб є в першу чергу такі, які мають високу продуктивність, здатність створення безперервних поточних ліній й автоматизації виробничих процесів, висока якість продукції при мінімальному використанні металу.
Значний технічний прогрес в області виробництва труб був досягнутий у нашій країні завдяки найбільш влаштованим схемам розподілу деформації між основними агрегатами, застосування раціонального калібрування валків, використання обчислювальних апаратів, для розрахунків технологічних процесів й маршрутів виробництва, втілення заходів, які забезпечують комплексну автоматизацію і механізацію процесів.
Характеристика устаткування і технологія виробництва труб на стані хпт-55
Сортамент труб стану ХПТ 55
На стані ХПТ-55 виготовляють труби слідуючого сортаменту:
Таблиця 1.1 – Сортамент труб стану ХПТ 55
Зовнішній діаметр, мм |
Товщина стінки, мм |
Марка сталі |
ДСТУ на труби |
25…55 |
0,75…10 |
20
12Х18Н10Т
08Х18Н10Т 10Х17Н13М2Т 15Х25Т Х18Н10Т 12Х21Н5Т 12Х17
|
ГОСТ 8734-75 9941-81 14-3-197-73 9941-81 9941-81 14-3-769-78 14-3-368-76 9941-81 |
З наведеного сортаменту для курсового проектування підібрано трубу основного сорту діаметром 32 мм та товщиною стінки 4,5 мм, яка виготовляється по ГОСТ 8734-75 із сталі 20.
ДСТУ на труби
Труби загального призначення діаметром 32 мм і товщиною стінки 4,5 мм виготовленні по ГОСТ 8734-75 із сталі 20.
ГОСТ 8734-75 — Труби сталеві безшовні холоднодеформовані.
Сортамент
Труби діаметром 32 мм виготовляють з товщиною стінки 0,4…8,0 мм.
За довжиною труби виготовляються: немірної довжини – в межах від 1,5 до 11,5 м; мірної довжини – в межах 4,5…9м; довжини кратної мірної – в межах мірної, з припуском на кожний різ по 5 мм;
Овальність труб не повинна виводити діаметр за граничне відхилення по зовнішньому діаметру.
Таблиця 1.2 – Граничні відхилення діаметра і товщини стінки труби
Розміри труб |
Проміжні відхилення при точності виготовлення |
||
|
|
|
|
Зовнішній діаметр 30…50 мм |
|
+0,4;-0,4мм |
|
Товщина стінки від 1 до 5 мм |
|
+10%;-10% |
|
Граничні відхилення діаметра і товщини стінки труби 34х5,0мм:
Кривизна любої ділянки труби на 1 м довжини не повинна перевищувати:
1 мм – для труб 5 мм та більше, з товщиною стінки 0,5 мм та більше;
2 мм – для труб діаметром більше 15 мм, з товщиною стінки менше 0,5 мм;
для труб діаметром менше 15 мм, з товщиною стінки менше 0,5 мм норми кривизни не регламентуються, ці труби не повинні мати різких перегинів.
Вимоги до якості вихідних заготовок та готових труб
Механічні властивості труб із марки сталі 20 приведені у таблиці 1.3
Таблиця 1.3 – Механічні властивості труб із марки сталі 20
Марка сталі |
Тимчасовий опір в, МПа |
Границя текучості т, МПа |
Відносне подовження з,% |
не менш |
|||
20 |
411,6 |
245 |
21 |
Зовнішня та внутрішня поверхня труб повинні бути без пленів, розривів, закатів, щілин, та глибоких рисок. Допускається вилучення дефектів шляхом місцевої зачистки суцільного або місцевого шліфування, розточки, обточки, якщо це не виводить діаметр та товщину стінки за межі мінусових відхилень, вказаних в таблиці 1.2.
Кінці труб повинні бути обрізані під прямим кутом і зачищені від заусенець. За потребою споживача на кінцях труб з товщиною стінки більше 5 мм повинна бути фаска для зварювання.
Поверхня труби повинна бути світлою. Допускається матова поверхня з сірим відтінком, згідно з способом виробництва та маркою сталі.
Труби працюючи під тиском (що повинно обговорюватися при замовленні) повинні витримувати без утворення течі випробувальний гідравлічний тиск (Р), згідно з умовами ГОСТ 3845-75
Випробування на бортовання повинні витримувати труби зовнішнім діаметром не менш 25 мм і не більше 160 мм з товщиною стінки не більш 10% зовнішнього діаметра – для труб з зовнішнім діаметром до 60 мм.
Ширина огинаємого борту, відмірена від внутрішнього діаметру труби повинна бути не менш 12% внутрішнього діаметру трубі і не менш 1,5 товщина стінки.
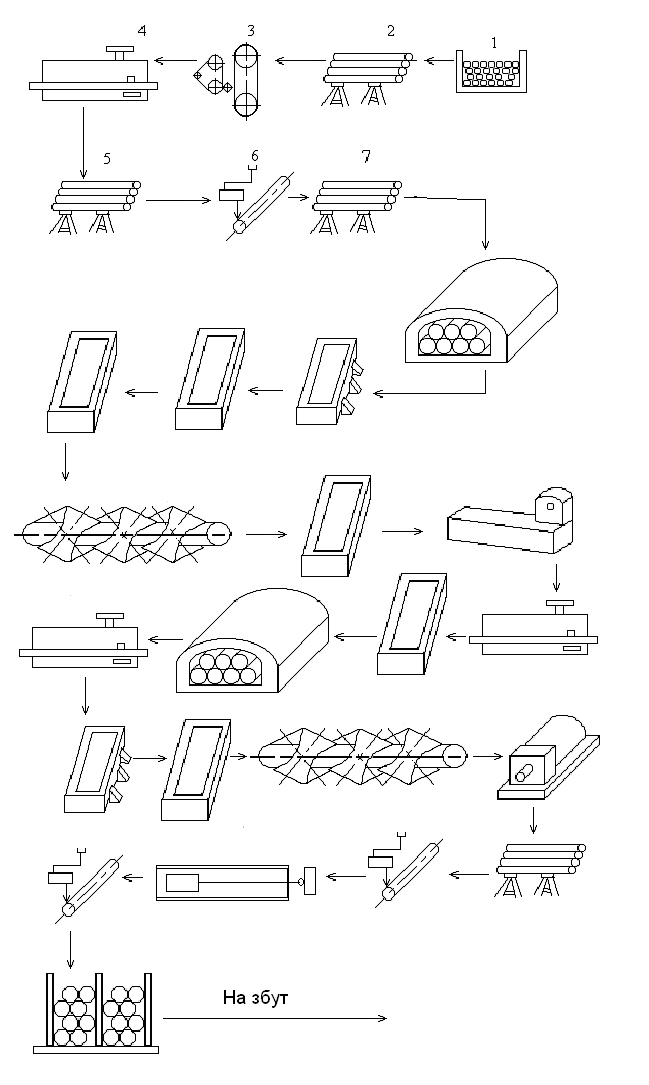
Рисунок 1.1 – Технологічний процес виробництва труб