

Работа 6. Анализ конструкции цельных насадных затылованных профильных фрез
6.1 Цель работы: выявление конструктивных элементов фрез, усвоение методов измерения и расчета основных конструктивных параметров фрез, оценка рациональности их конструкции.
6.2 Задание на работу. Для конкретной профильной затылованной фрезы, выданной для индивидуально для каждого студента, определить основные ее параметры, сделать эскиз фрезы в двух проекциях, рассчитать значения контурных углов резания для самой глубокой точки профиля зуба и определить углы бокового зазора, рассчитать ординаты профиля детали, полученной после обработки данной фрезой, определить область применения фрезы и соответствие ее требованиям ГОСТа.
6.3 Подготовка к работе. Студенту необходимо перед проведением работы:
- изучить содержание лабораторной работы по настоящему пособию (п. 6.5);
- изучить содержание;
- проверить свою готовность к работе, ответив на вопросы входного контроля.
6.4 Типовые вопросы входного контроля.
Дайте определение главной и боковой режущих кромок?
В какой точке профиля затылованной фрезы контурные углы заточки принимают минимальное и максимальное значение?
По каким кривым может выполняться затылование фрез?
Как изменяются угловые и линейные параметры зуба фрезы в процессе ее переточек?
В каком случае глубина профиля изделия может быть равна глубине профиля лезвия?
Как изменяется профиль изделия в процессе переточек фрезы?
Как определяется угол бокового зазора (задний угол боковой режущей кромки)?
6.5 Конструкция и параметры затылованной фрезы. Фреза, показанная на рис. 28, является цельной (так как изготовлена из одного куска инструментальной стали), насадной, (так как имеет в центре посадочное отверстие для посадки в шпиндель станка), затылованной (так как ее задание поверхности получены методом затылования) и, наконец, профильной (так как профиль детали в поперечном сечении не прямолинейны).
Главными параметрами являются:
-
габаритный диаметр
![]() (или габаритный радиус
(или габаритный радиус![]() );
);
- диаметр посадочного отверстия;
- число зубьев фрезы z;
-
контурные углы (![]() ).
).
В табл. 8 перечислены и на рис.28 показаны основные конструктивные элементы цельных затылованных фрез.
Зуб
фрезы ограничен двумя торцовыми
поверхностями, передней поверхностью
(![]() )
и задними поверхностями. Задних
поверхностей зуб имеет столько, сколько
отрезков содержит лезвие. На рис. 29
лезвие имеет три режущие кромки. Две из
них (К1
и К3)
– главные; совершают обычное цилиндрическое
фрезерование. Боковая режущая кромка
К2
совершает коническое фрезерование.
Угловые параметры зуба показаны на рис.
30. Связь между номинальными углами в
произвольной точке С лезвия, описывающей
радиус Rc,
следующая:
)
и задними поверхностями. Задних
поверхностей зуб имеет столько, сколько
отрезков содержит лезвие. На рис. 29
лезвие имеет три режущие кромки. Две из
них (К1
и К3)
– главные; совершают обычное цилиндрическое
фрезерование. Боковая режущая кромка
К2
совершает коническое фрезерование.
Угловые параметры зуба показаны на рис.
30. Связь между номинальными углами в
произвольной точке С лезвия, описывающей
радиус Rc,
следующая:
![]() ;
;
![]() ;
(11)
;
(11)
![]()
Угол бокового зазора (задний угол для боковой режущей кромки) для произвольной точки i находится из выражения:
![]() (12)
(12)
Знак
«плюс» перед
![]() ставится
в том случае, если касательная к режущей
кромке в данной точке и направление
затылования лежат по разные стороны от
нормали к оси вращения; знак «минус»
перед
ставят
в случае, если касательная к режущей
кромке и направление затылования лежат
по одну сторону от нормали к оси вращения
(рис. 31).
ставится
в том случае, если касательная к режущей
кромке в данной точке и направление
затылования лежат по разные стороны от
нормали к оси вращения; знак «минус»
перед
ставят
в случае, если касательная к режущей
кромке и направление затылования лежат
по одну сторону от нормали к оси вращения
(рис. 31).
В цельных фрезах особое значение имеет конструктивное оформление задней поверхности – затылка зуба. Обычно заднюю поверхность очерчивают по спирали Архимеда. Формирование прямолинейного затылка выполняется на токарно-затыловочном станке и называется затылованием.
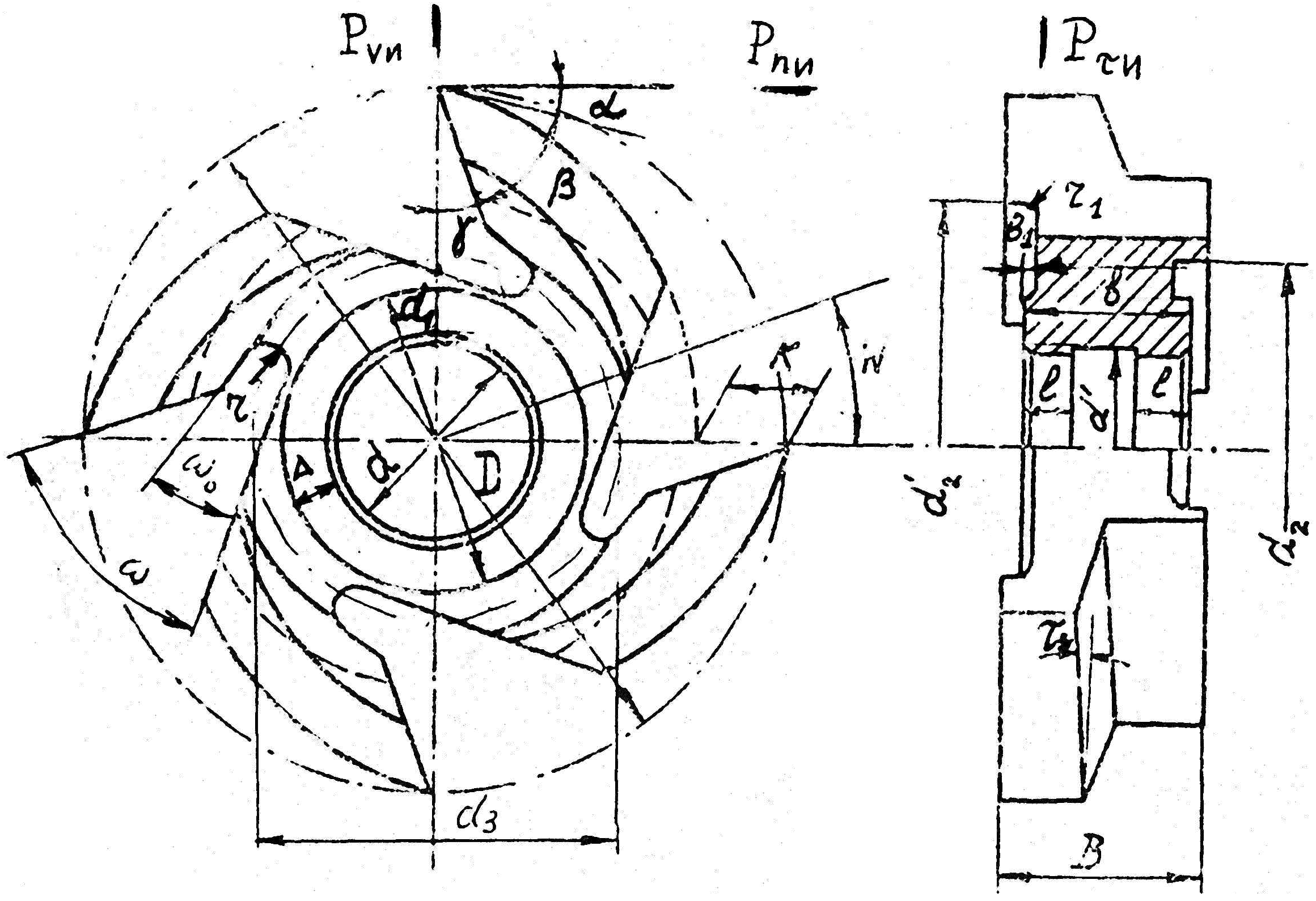
Рис. 28. Цельная насадная затылованная фреза
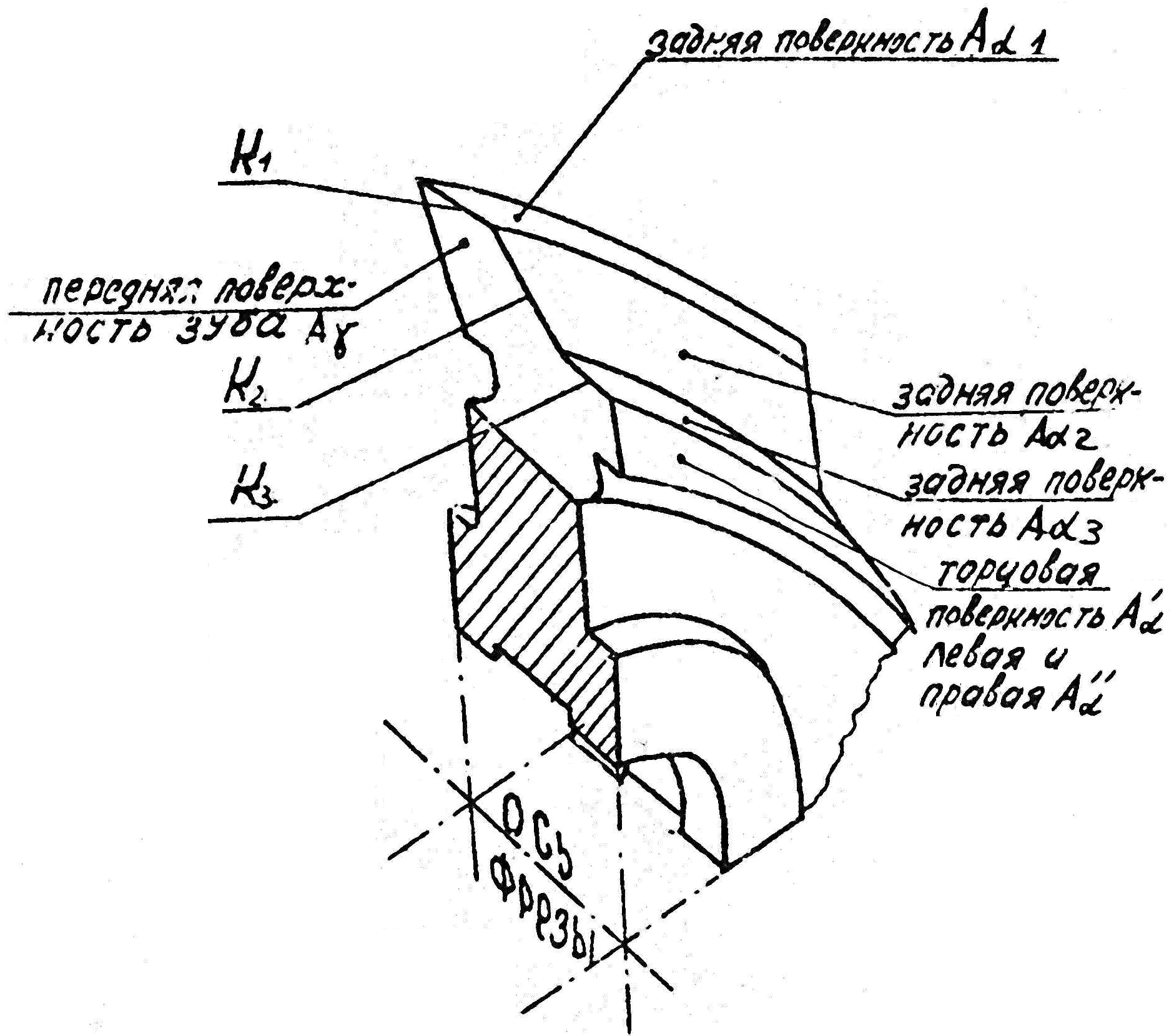
Рис. 29. Элементы зуба фрезы
Схема радиального и углового затылования показаны на рис. 31. Угловое затылование отличается от радиального наличием угла . Для правильной настройки затыловочного станка необходимо знать падение затыловочной кривой К и угол выхода затыловочного резца W.
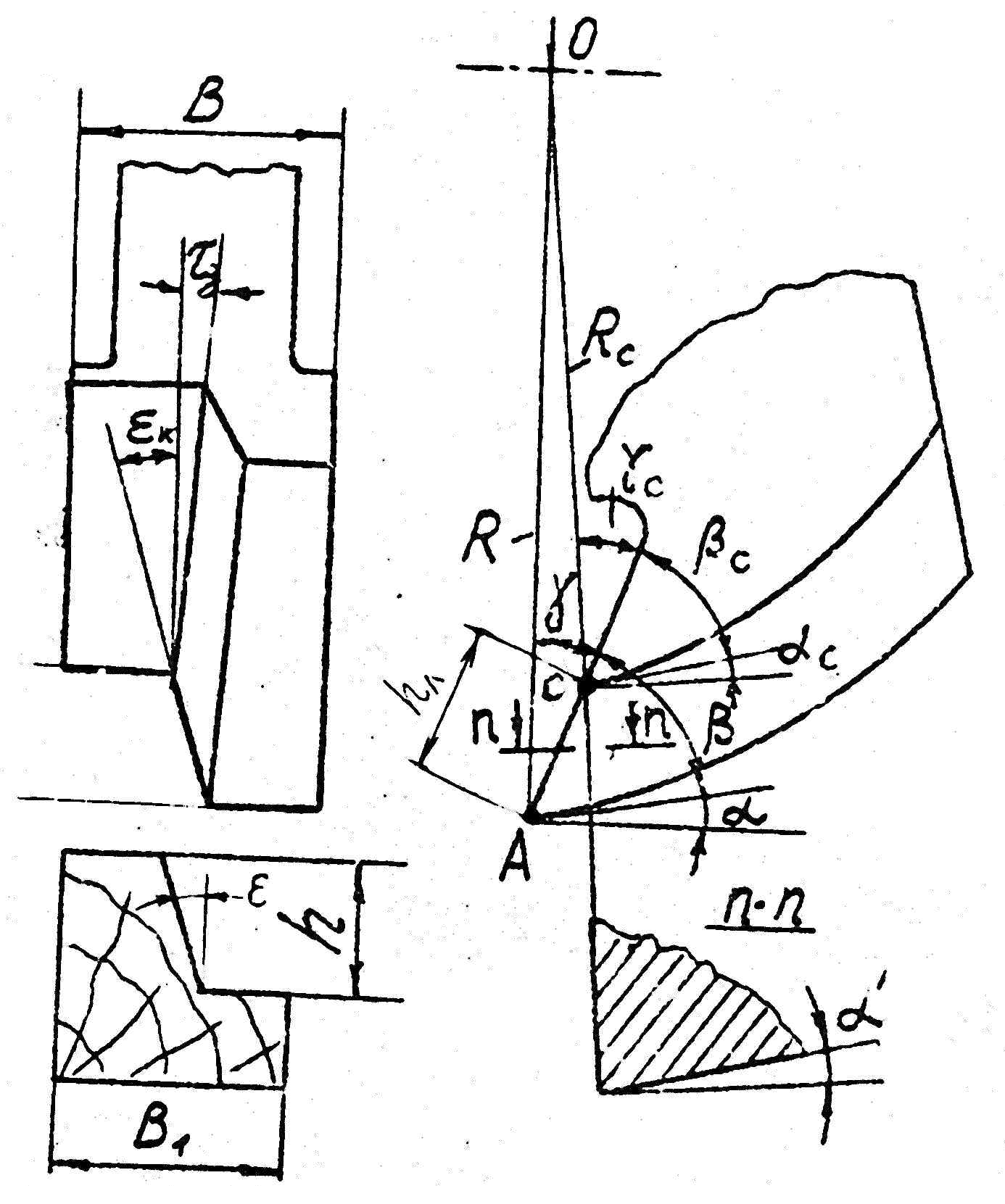
Рис.30. Угловые параметры зуба фрезы
Падение затыловочной кривой при радиальном затыловании определяют по формуле:
![]() ,
,
при угловом затыловании по формуле:
![]()
Угол выхода затыловочного резца W должен быть большим, чтобы затыловочный резец успел вернуться в исходное положение за время поворота фрезы на угол W. При углах W<(10…12°) изготовление фрез на станках невозможно.
Профиль поперечного сечения детали определяется профилем лезвия и величиной номинального переднего угла фрезы. На рис. 30 показан зуб фрезы радиуса R=D/2 с передним углом и глубиной профиля лезвия АС=hл. Какова будет глубина профиля детали h?
Из
![]() OAL
по теореме косинусов имеем
OAL
по теореме косинусов имеем
![]() ,
,
где OA=R, AC= hл, OC=R-h.
После несложных преобразований этой зависимости получим
![]() ,
(13)
,
(13)
Зная ординату любой точки лезвия, можно по формуле (13) рассчитать ординату соответствующей ей точки, обработанной поверхности. При построении профиля следует учесть, что ширина фрезы должна быть на 3…5 мм больше ширины заготовки.
Таблица 9
Основные конструктивные элементы цельных
затылованных фрез (рис. 28)
Элемент |
Название элемента |
Зуб (режущий элемент) |
Снятие припуска и формирование поверхности обработки путем среза ряда стружек |
Межзубовая впадина |
Служит для размещения срезанной зубом стружки |
Радиус закругления впадины r |
Служит для уменьшения концентрации напряжений у основания зуба |
Посадочное отверстие диаметра d |
Служит для посадки фрезы на шпиндель станка |
Выточка в посадочном отверстии d’
|
Служит для облегчения точной обработки посадочного отверстия и надежного базирования фрезы на шпинделе |
Опорные пояски шириной l
|
|
Ступица
диаметром
Ширина опорной торцовой поверхности ступицы Длина ступицы b |
Служит для закрепления фрезы на шпинделе |
Торцовая
выточка диаметром Глубина
торцовой выточки
|
Для уменьшения веса фрезы |
Радиус
округления торцовой выточки
|
Уменьшение концентрации напряжений в корпусе фрезы |
Таблица 10
Элементы зуба фрезы
Наименование |
Определение |
Назначение |
Передняя поверхность Аγ |
Поверхность зуба по которой сходит срезаемая стужка |
Передача усилия, необходимого для отделения стружки |
Задняя поверхность Аα |
Поверхность зуба, обращенная к поверхности резания |
Ограничивает тело зуба |
Торцевая
поверхность
|
Поверхность зуба перпендикулярная оси вращения фрезы |
―”― ”― |
Режущая кромка К |
Линия, образующаяся пересечением передней и задней поверхностей |
Надрезание материала и формирование поверхности резания |
Главная режущая кромка К1 |
Режущая кромка, параллельная оси вращения фрезы и выполняющая основную работу резания |
|
Боковая режущая кромка К2 |
Режущая кромка, наклоненная к оси вращения фрезы |
|
Контурные углы |
Углы зуба, измеренные в главной секущей плоскости Рτи (плоскости, нормальной к оси фрезы) |
Характеризуют условия работы гланой режущей кромки |
Контурный передний угол γc |
Угол между передней поверхностью и радиусом к окружности резания в точке С лезвия |
Определяет положение передней поверхности, направление перемещения стружки, степень ее деформации |
Контурный угол заострения βc |
Угол между передней и задней поверхностями в точке С лезвия |
Определяет прочность зуба |
Контурный задний угол αc
|
Угол между задней поверхностью и касательной к окружности резания в точке С лезвия |
Обеспечивает зазор между задней поверхностью главной режущей кромки и поверхностью резания |
Номинальные углы зуба фрезы α,β,γ |
Контурные углы в точке лезвия, описывающей окружность габаритного радиуса фрезы |
Служат для характеристики фрезы. По номинальным углам рассчитывают углы в любой точке лезвия в процессе резания |
Угол бокового зазора (косой обточки) α'i |
Угол между торцовой поверхностью зуба и направлением затылования |
Обеспечивает зазор между задней поверхностью боковой режущей кромки и поверхностью резания |
Продолжение табл. 10.
Затылок зуба |
Криволинейная задняя поверхность зуба |
Обеспечивает сохранение постоянства угловых параметров зуба в поцессе эксплуатации (ряда последовательных переточек) фрезы |
Падение затыловочной кривой К |
Отрезок, измеренный в направлении радиуса фрезы от вершины зуба до точки пересечения архимедовой спирали с этим радиусом |
|
Угол косого затылования (угловой обточки задней поверхности) τз |
Угол между главной секущей плоскостью и направлением движения подачи затыловочного резца |
Обеспечивает угол бокового зазора участков лезвия, обрабатывающих участки профиля изделия с малыми углами ε |
Угол выхода затыловочного резца W |
Угол между радиусом, проведенным в точку выхода затыловочного резца из первого зуба, и радиусом, проведенным в наружную точку лезвия второго зуба |
Характеризует условия работы токарно-затыловочного станка. Определяет конструкцию кулачка, управляющего движением затыловочного резца |
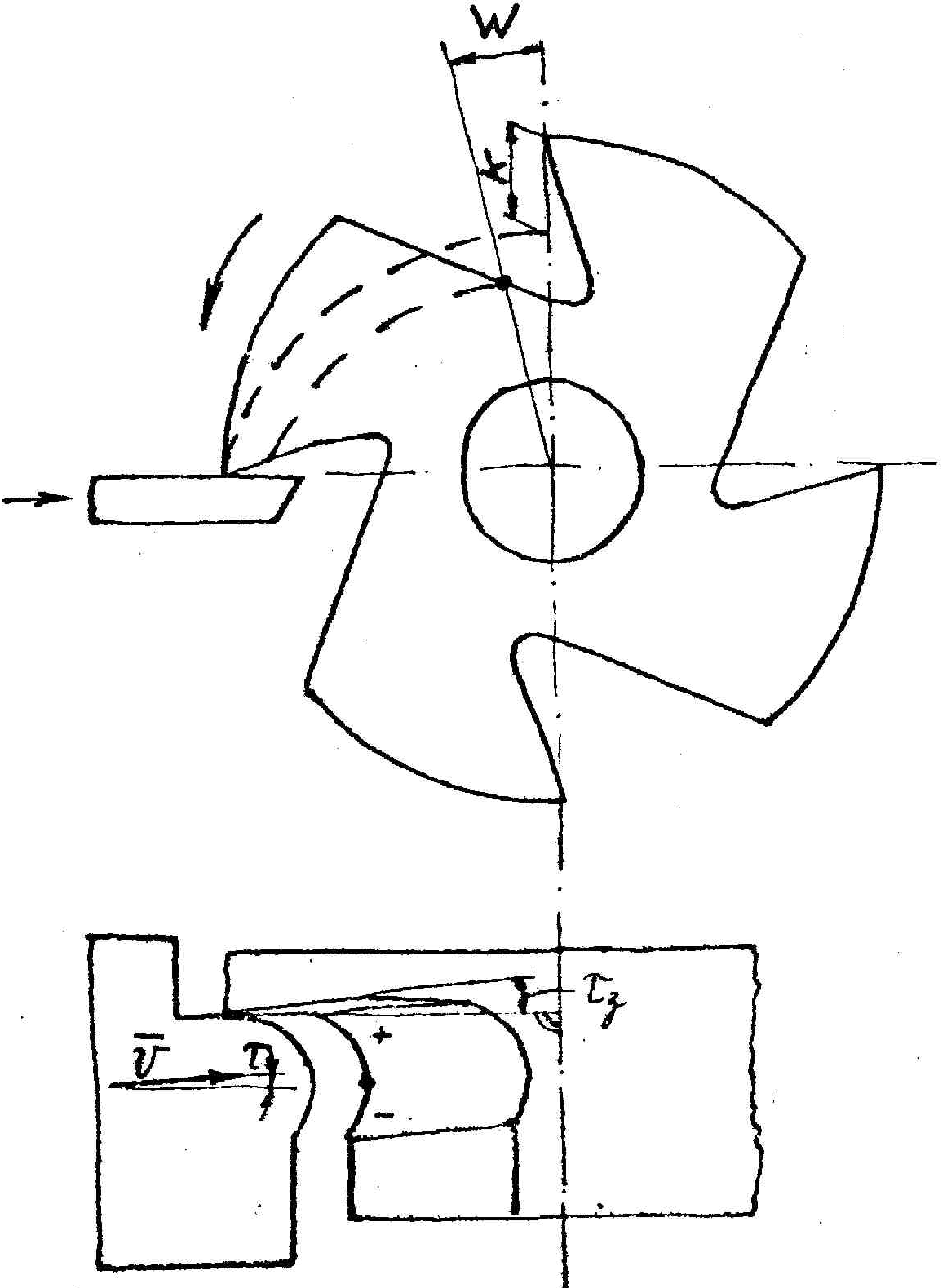
Рис. 31. Схемы затылования: а – радиального,
б – углового
6.6 Порядок выполнения лабораторной работы. Найти на фрезе все элементы, указанные в табл. 9, 10, уяснить назначение каждого из элементов.
Заполнить таблицу основных параметров фрезы.
Вычертить профиль лезвия зуба фрезы.
Рассчитать ординаты характерных точек профиля поверхности, обработанной фрезой и вычертить этот профиль.
Вычертить эскиз фрезы в двух проекциях (пример эскиза показан на рис. 28).
Измерить все необходимые размеры фрезы и занести их в таблицу.
Рассчитать падение затыловочной кривой, контурные углы в наиболее глубокой точке профиля и минимальный угол бокового зазора.
Установить возможную область применения фрезы и сделать вывод о рациональности конструкции фрезы.
6.7 Методические указания к выполнению работы. Измерение линейных размеров фрезы производится штангенциркулем с точностью до 0,1 мм.
Измерение номинальных углов производить транспортиром по оттиску зуба фрезы с точностью до 1°.
Измерение
угла косой обточки
![]() производить оптическим угломером, как
угла между торцовой поверхностью зуба
и направлением затылования.
производить оптическим угломером, как
угла между торцовой поверхностью зуба
и направлением затылования.
Угол можно также рассчитать по формуле
![]() ,
,
где a и b – ширина затылка зуба в двух произвольных сечениях;
l – расстояние между этими сечениями.
Минимальный
угол бокового зазора
![]() соответствует
точке лезвия, характеризуемой минимальным
углом
соответствует
точке лезвия, характеризуемой минимальным
углом
![]() и
максимальным расстоянии от оси фрезы.
и
максимальным расстоянии от оси фрезы.
Вывод о рациональности конструкции фрезы сделать по следующим пунктам:
а) минимальное значение заднего угла в любой точке резания не должно быть менее 2°,
б) минимальное значение угла заострения не должно быть менее 40°.
6. Рациональную область применения фрезы определить по угловым параметрам и материалу фрезы, указанному в ее маркировке (см. табл. 11).
Таблица 11
Инструментальные материалы и передние углы, рекомендуемые
для обработки различных древесных материалов фрезерованием
Вид фрезерования и обрабатываемый материал |
Величина переднего угла , обеспечивающая хорошее качество обработки, град |
Инструментальные материалы |
Поперек волокон: мягкой древесины, твердой |
35…40 30...35 |
Х6ВФ, 8Х6НФТ, HRCэ 57-61, 9Х5ВФ, 9ХЦ, HRCэ 53-57 |
В торец: мягкой древесины, твердой |
30...35 25…30 |
Х6ВФ, 9Х5ВФ, Р6М3, Р6М5, 8Х6ВМФ, 2HRCэ 58-61 |
Вдоль волокон: мягкой древесины, твердой |
20…30 10…25 |
ВК15, ВК10, ВК8, ВК6, ВК6М, ВК60М |
Фанера, клееная древесина, ДСтП, ДВП, МДФ |
15…25 |
―”― ”― |
Древесно-слоистые пластики, ЦСП |
10…20 |
―”― ”― |