

Лабораторные работы по дереворежущему инструменту
Работа 5. Анализ конструкции дереворежущих круглых пил общего назначения и методов подготовки зубьев пил к работе.
5.1. Цель работы. Выявление конструктивных элементов круглых пил, усвоение назначения каждого элемента, изучение методов подготовки зубьев пил, измерения основных параметров пил, оценка соответствия их ГОСТу и определение рациональной области применения конкретной пилы.
5.2. Задание на работу. Для конкретных трех пил, выданных индивидуально для каждого студента, определить основные параметры пил, снять оттиски зубчатых венцов и по ним определить углы резания, сделать эскиз одной пилы и для нее определить максимально допустимую высоту пропила, определить в соответствии пилы требованиям ГОСТа и указать области применения каждой пилы.
5.3. Подготовка к работе. Студенту необходимо перед проведением работы:
– изучить содержание работы по настоящему пособию (п. 5.5 и 5.6);
– изучить содержание вопросов, входящих в бланк задания на работу.
Проверить свою готовность к работе, ответив на вопросы входного контроля.
Типовые вопросы входного контроля:
Как классифицировать пилы по форме диска? Каково технологическое назначение каждого из этих типов пил?
Перечислите и укажите основные конструктивные параметры круглых пил.
Укажите все поверхности и режущие кромки зуба.
Дайте определение и укажите угловые параметры зуба пилы.
Дайте определение и укажите основные линейные параметры пилы.
Какой элемент зуба:
а) формирует дно пропила;
б) формирует стенки пропила;
в) перерезает волокна при продольном и при поперечном пилении?
Каково назначение:
а) косой заточки по передней и задней поверхностям;
б) уширения зубчатого венца;
в) поднутрения зуба и бокового зазора?
Выполнения каких условий необходимо для получения качественной поверхности при продольном и при поперечном пилении?
В чем отличия профилей зубьев для продольной и поперечной распиловки? Чем они вызваны?
Какие существуют способы уширения зубчатого венца? Какова рациональная область применения каждого из этих способов?
Каково назначение компенсационных прорезей?
Какие существуют типы и исполнения профилей зубьев круглых пил в соответствии с ГОСТ 980-80 и ГОСТ 9769-79.
5.5. Назначение и типы круглых пил. Круглые пилы – один из наиболее массовых видов дереворежущего инструмента. Серийно промышленностью выпускаются несколько типов круглых пил, отличающихся различным технологическим назначением. В круглой пиле (рис. 18) по функциональному назначению различают присоединительную часть (посадочное отверстие), тонкий диск и режущую часть (зубчатый венец). Круглые пилы по форме диска в поперечном сечении подразделяют на пилы с плоским диском, конические и с поднутрением диска (строгальные). Зубья круглых пил с плоским диском могут быть оснащены твердым сплавом в виде пластин и наплавками износостойких сплавов. Пилы круглые плоские для распиловки древесины по ГОСТ980-80 имеют наибольшее распространение. Стандартом предусмотрено два типа пил и два исполнения (табл. 5).
Изготавливают круглые пилы из инструментальной легированной стали 9ХФ, твердость пил HRCэ=40…45.
Пилы круглые (дисковые) с твердосплавными пластинами для обработки древесных материалов применяются преимущественно для распиловки листовых и плитных древесных материалов, облицованных плит и щитов, фанеры, а также для распиловки клееной и цельной древесины твердых пород.
Режущие пластины зубьев пил изготавливают из металлокерамического сплава карбидовольфрама и кобальта ВК6, ВК6-ОМ, ВК15, а корпус пил из стали 9ХФ или 50ХФА. Форма и размеры твердосплавных пластин по ГОСТ 13833. Твердость диска пил HRCэ=40…45, твердость пластин HRCэ= 86…88 (см. табл. 5 и рис .19).
Пилы изготавливают двух типов:
тип 1 – с разносторонним наклоном передних и задних главных поверхностей зубьев (за счет косой заточки задней и передней поверхностей) (рис. 19а, б, в);
тип 2 – без наклона соответствующих поверхностей (рис. 19г).
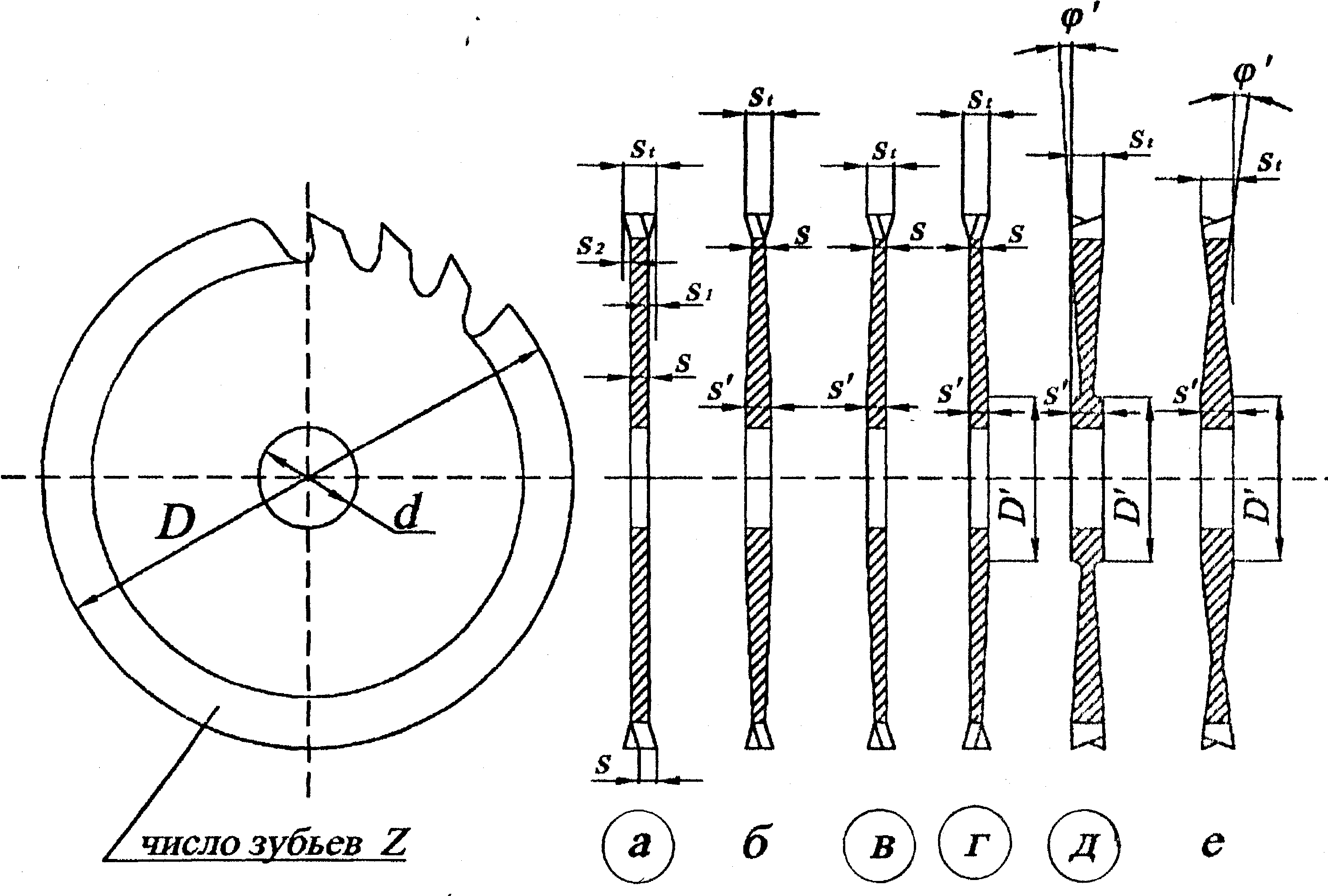
рис. 18 Конструкция круглых пил.
а- с плоским диском; б - двухстороннеконичсская; в - левоконическая;
г - правоконическая; д - строгальная с одноконусным поднутрением;
е - строгальная с двухконусным поднутрением;
- строгальная с двухконусным поднутрением;
- помечены пилы выпускаемые в настоящее время.
Кроме того пилы типа 1 могут иметь односторонний наклон передних и задних поверхностей (левая (рис. 19б) и правая (рис. 19в)).
Эти пилы предназначены для чистового опиливания кромок щитов и плитных материалов.
Пилы круглые конические (ТУ 14-1-1809-76) (см. рис. 18б) применяют для ребровой распиловки пиломатериалов на тонкие дощечки с целью уменьшения отходов древесины в опилки. Толщина отпиливаемых дощечек не должна превышать 12-18 мм, иначе диск пилы не сможет отгибать их в сторону и произойдет заклинивание пилы в пропиле. Для несимметричной распиловки используют односторонние конические пилы (лево и правоконические) потом (см рис. 18в, г). Угол конусности пил 30…40°.
Пилы круглые – строгальные (см. табл. 5 и рис. 18д, е) применяются для чистовой распиловки сухой древесины (с влажностью до 20%) при высоких требованиях к качеству обработки в любом направлении относительно волокон. По форме поперечного сечения диска различают пилы одноконусные (см рис. 18д) и двухконусные (см рис. 18е). Профили зубьев (см. табл. 5) предусмотрены для продольной поперечной распиловки.
Размеры
пил и профили зубьев пил стандартизованы
(ГОСТ 18479-73). Конструктивная особенность
пил – наличие углов поднутрения
![]() ,
в результате чего зубья пил не разводятся
и не плющатся.
,
в результате чего зубья пил не разводятся
и не плющатся.
Боковые
режущие кромки зубьев строгальной пилы,
формирующие поверхности пропила,
расположены в одной плоскости. Пильный
диск с поднутрением отличается
устойчивостью в работе, в результате
чего качество распиловки характеризуется
малыми величинами кинематических и
вибрационных неровностей. Поверхности
пропила по шероховатости приближаются
к строганным (отсюда и название пил).
Материал пил – сталь 9ХФ или 9Х5ВФ.
Твёрдость пил – HRCэ=51…55.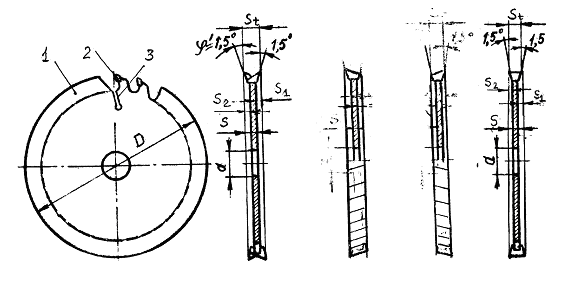
Рис. 19. Круглые пилы с твёрдосплавными пластинами:
а, б, в – тип 1: а – с косой заточкой передней и задней поверхности или только задней; б – задней поверхности (левая); в − задней поверхности (правая); г – тип 2 – с прямой заточкой зубьев; 1 – плоский диск; 2 – твёрдосплавная пластина; 3 – компенсационная прорезь.
5.6. Конструкции и параметры круглых пил. Основные конструктивные параметры круглых пил (см. рис. 18 и 19):
наружный диаметр пилы – D;
диаметр посадочного отверстия – d;
толщина пилы – S;
число зубьев – z.
Диск конической и строгальной пилы дополнительно характеризуются диаметром D' и толщиной S' опорной центральной части.
В ряде случаев диск плоских твёрдосплавных пил имеет компенсационные прорези, их глубина – 0,1D (см. рис. 19). Чаще всего эти прорези расположены вдоль двух взаимно перпендикулярных диаметров. Обычно на корпусе делается 4 …8 прорезей длиной 20…50 мм в зависимости от диаметра пилы. Компенсаторы уменьшают внутренние напряжения в диске из-за неравномерного нагрева пилы. Нагрев пил происходит как при работе, так и при напайки твёрдосплавных пластин на зубья. Такие пластины позволяют увеличить стойкость пилы (время её работы от заточки до заточки) в несколько десятков раз по сравнению со стальными пилами.
Зубчатый венец круглых пил характеризуют угловыми и линейными параметрами.
Резание древесины круглыми пилами происходит за счёт внедрения в неё зубьев пилы, которые разрушают межклеточные связи, деформируют срезаемую древесину (опилки) и удаляют её из пропила. Режущая часть (зубчатый венец) пильного инструмента характеризуется угловыми параметрами в процессе резания – рабочими углами, которые в соответствии с ГОСТ 25162− 83 принято рассматривать в кинематической системе координат.
Поверхность зуба Аγ (рис. 20.) воздействующая на срезаемый слой и по которой при резании сходит стружка называется передней поверхностью лезвия. Поверхность зуба Аα, обращенная к дну пропила и контактирующая с ним, называется задней поверхностью лезвия. Боковые поверхности зуба называются соответственно левой А'α и правой А''α (относительно направления вращения пилы), (рис. 21).
Поверхности зуба, взаимно пересекаясь, образуют режущие кромки: короткую К и боковые − левую К' и правую К''.
Поверхность, по которой происходит отделение стружки при пилении, называется поверхностью резания R (см. рис. 20). Плоскость, касательная к поверхности резания в данной точке режущей кромки, называется плоскостью резания Рпк для кинематической системы координат. Плоскость перпендикулярная к Рпк и направлению скоростью результирующего движения резания υe, называется кинематической основной плоскостью Рvк.
В простейшем случае, для лезвия с режущей кромкой рабочими углами являются: задний угол αк , угол заострения βк , передний угол γк и угол резания δк .
Измерение этих углов принято проводить в кинематической главной секущей плоскости Рτк (координатная плоскость, перпендикулярная линии пересечения кинематических основной плоскости Рvк и плоскости резания Рпк).
Существуют зависимости:
αк+ βк= δк и αк+ βк+ γк=90º (1)
Для приближённых расчётов углов лезвия в процессе резания, без учёта скорости подачи υs , но с учётом изменения этих углов после установки инструмента на станке применяется статическая система координат ССК, в которой статическая основная плоскость Рvс перпендикулярна скорости главного движения υ.
Для изготовления и контроля круглых пил удобно применять прямоугольную систему координат, ориентированную относительно геометрических элементов режущего инструмента, принятых за базу, с началом в вершине лезвия зуба.
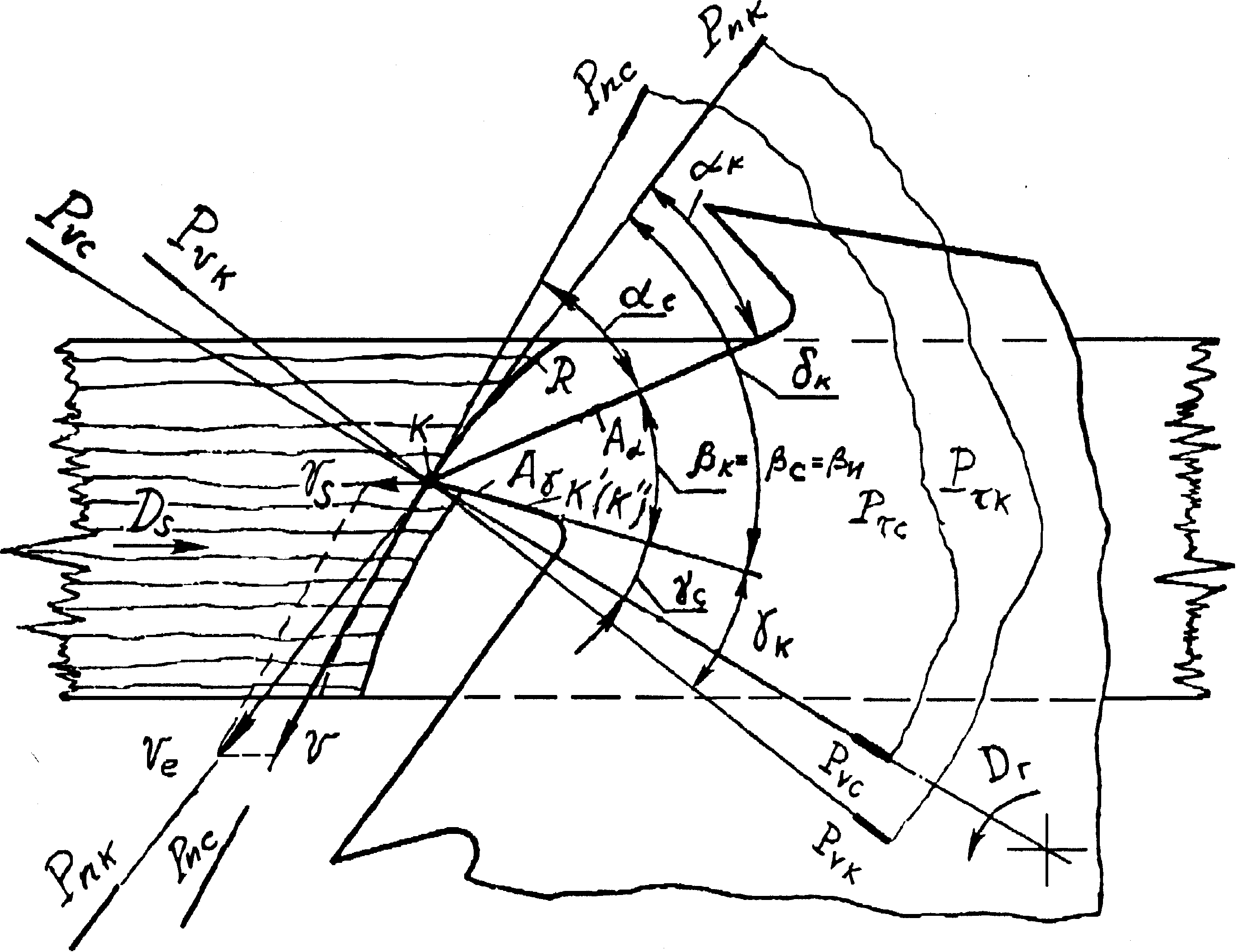
Рис.20. Элементы зубьев круглых пил и их угловые параметры:
Рvк, Рпк, Рτк, − координатные плоскости для кинематической системы координат (КСК);
Рvс, Рпс, Рτс, − координатные плоскости для статической системы
координат (ССК);
Поверхности: Аα − задняя; Аγ − передняя; R − резания; К − короткая
режущая кромка;
К' − левая боковая режущая кромка; К" − правая боковая режущая кромка.
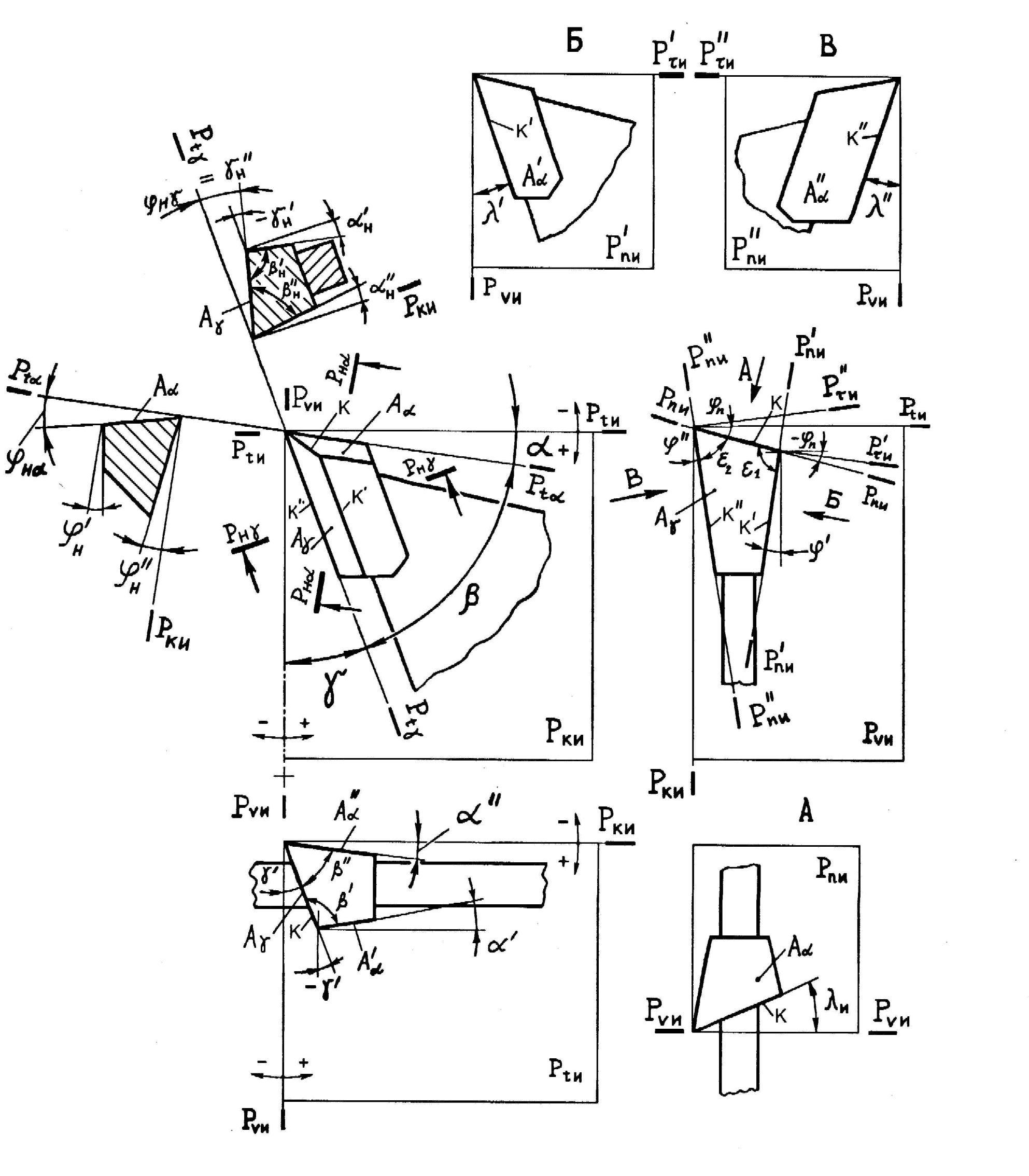
Рис.21. Угловые параметры зубьев пилы:
Рки, Рvи, Рtи – координатные плоскости для контурных углов;
Рvи, Рnи − координатные плоскости в ИСК для режущей кромки К;
Рvи, Р'nи , Р'τи − координатные плоскости для левой боковой
режущей кромки К' ;
Рvи, Р''nи, Р''τи − координатные плоскости для правой боковой
режущей кромки К''.
Зуб пилы имеет три режущих лезвия, поэтому при рассмотрении угловых параметров приходится вводить координатные плоскости для каждого лезвия и для всего зуба (см. рис. 21).
Основная плоскость этой инструментальной системы координат Рvи проходит через вершину зуба и ось пилы. Контурная инструментальная плоскость Рки − координатная плоскость перпендикулярная основной плоскости Рvи и параллельная плоскости диска пилы (она совпадает с плоскостью чертежа). Касательная инструментальная плоскость Рτи – это координатная плоскость, касательная к вершине зуба пилы или рассматриваемой точке на режущей кромки, и перпендикулярная линии пересечения основной плоскости и контурной. Эту систему координат будем называть контурной. Кроме этих плоскостей, для пил со сложным профилем зубьев используют нормальную секущую плоскость к передней поверхности Рнγ , − нормальную секущую плоскость к задней поверхности Рнα и инструментальную плоскость резания Рnи.
Инструментальная плоскость резания Рnи − координатная плоскость, касательная к режущей кромке в рассматриваемой точке и перпендикулярная инструментальной основной плоскости Рvи.
Для лезвия зуба с режущей кромкой К, которое при продольном пилении является главным, в контурной плоскости Рки различают контурные углы:
- задний угол α − угол в контурной плоскости между задней поверхностью лезвия Аα и касательной плоскостью Рτи;
- угол заострения β − угол в контурной плоскости между передней Аγ и задней Аα поверхностями лезвия;
- передний угол γ − угол в контурной плоскости между передней поверхностью лезвия Аγ и инструментальной основной плоскостью Рvи.
Различают передние и задние углы положительные, если они расположены вне тела зуба пилы, и отрицательные, если они расположены в теле зуба пилы. Существует связь между углами α, β, γ :
α+β+γ=90º (2)
Если зубья пил имеют косую заточку передней поверхности, то положение режущей кромки К определяют дополнительно углом λи, а при косой заточке задней поверхности углом φи.
Инструментальный угол наклона режущей кромки λи − угол в инструментальной плоскости резания между режущей кромкой К и основной инструментальной плоскостью.
Инструментальный угол скоса режущей кромки φи − угол в инструментальной основной плоскости резания между режущей кромкой К и инструментальной касательной плоскостью Рτи.
Измерение углов λи и φи вызывают определённые трудности. Поэтому, обычно задают не углы наклона режущей кромки λи и скоса φи, а углы наклона передней φнγ и задней φнα поверхности, т.е. углы образующиеся при косой заточке зубьев пил, соответственно по передней и задней поверхностям.
Угол наклона (косой заточки) задней поверхности φнα измеряется в нормальном сечении Рнα, между задней поверхностью лезвия Аα и касательной плоскостью к задней поверхности Рτα, которая перпендикулярна к контурной секущей плоскости Рки и проходит через заднюю боковую кромку зуба.
Угол наклона (косой заточки) передней поверхности φнγ измеряется в нормальном сечении Рнγ, между передней поверхностью лезвия Аγ и касательной плоскостью к передней поверхности Рτγ, которая перпендикулярна к контурной секущей плоскости Рки и проходит через левую боковую режущую кромку К' или правую боковую режущую кромку К''.
Для боковых лезвий (режущая кромка К' для левого лезвия и К'' для правого лезвия) зубьев пил различают:
- задний угол α' и α'' (углы бокового зазора) − углы между боковыми поверхностями зуба А'α , А''α и инструментальной контурной плоскостью Рки;
- угол заострения β' и β'' − углы между передней поверхностью Аγ и боковыми поверхностями А'α и А''α.
Передний угол γ' и γ'' − угол между передней поверхностью Аγ и основной инструментальной плоскостью Рvи для левой и правой вершин зубьев. Углы α',β',γ' и α'',β'',γ'' измеряют в инструментальной касательной плоскости Рτи или в сечении параллельном этой плоскости и проходящем через данную точку боковой режущей кромки. Соотношения между углами α',β',γ' и α'',β'',γ'' : α'+β'+γ'=90º, α''+β''+γ''=90º.
Практические измерение углов для боковых режущих кромок К' и К'' выполняют в сечении нормальном к передней поверхности Рнγ. В этом случае
α'н+β'н+γ'н=90º, α''н+β''н+γ''н=90º (3)
Углы наклона боковых режущих кромок λ' и λ'' − это углы между боковой режущей кромкой К' и К'' и основной инструментальной плоскостью Рvи . Левый угол наклона боковой режущей кромки λ' измеряется в плоскости резания Р'nи , а правый угол − в плоскости Р''nи (см. рис. 21, вид Б).
Углы поднутрения φ' и φ'' − это углы между боковыми поверхностями зуба А'α , А''α и инструментальной контурной плоскостью Рки. Углы φ' и φ'' измеряют в основной инструментальной плоскости Рvи или сечении, параллельном этой плоскости.
Углы при вершине зуба пилы слева ε1 и справа ε2 − это углы между проекциями кромки К и боковыми режущими кромками К' и К'' на основную плоскость Рvи .
Существует между углами φ, ε1, ε2, φ' и φ'' следующая зависимость
φи+ε1+φ'=90º и φи+ε2+φ''=90º (4)
Для стандартных профилей углы α' =α'', φ' = φ''.
При изготовлении, заточки и контроля круглых пил, на практике достаточно знать следующие углы (табл. 6):
а) контурные α и γ;
б) углы наклона (косой заточки) передней поверхности – φнγ;
задней поверхности – φнα;
в) углы бокового зазора (задние углы для боковых режущих кромок) α'н и α''н ;
г) углы поднутрения φ' и φ''.
Остальные угловые параметры могут быть получены расчётным путём.
К линейным параметрам зубьев относятся (рис. 22.):
шаг зубьев − tЗ.;
высота зуба − hз;
высота точки перегиба задней поверхности − hк;
длина ломаной задней поверхности − ℓк;
высота развода зубьев − hр;
толщина диска пилы − S;
левое уширение зубьев − S1;
правое уширение зубьев − S2;
общее уширение зубьев − St;
радиус округления впадины − rз.
Шаг зубьев tз − расстояние между вершинами двух смежных зубьев. Если это расстояние определять как кротчайшее, т. е. измерять по хорде, то
![]() (5)
(5)
В литературе чаще встречается другая формула в которой расстояние между зубьями определяется по дуге окружности, в этом случае результат получается с небольшим завышением
![]() (6)
(6)
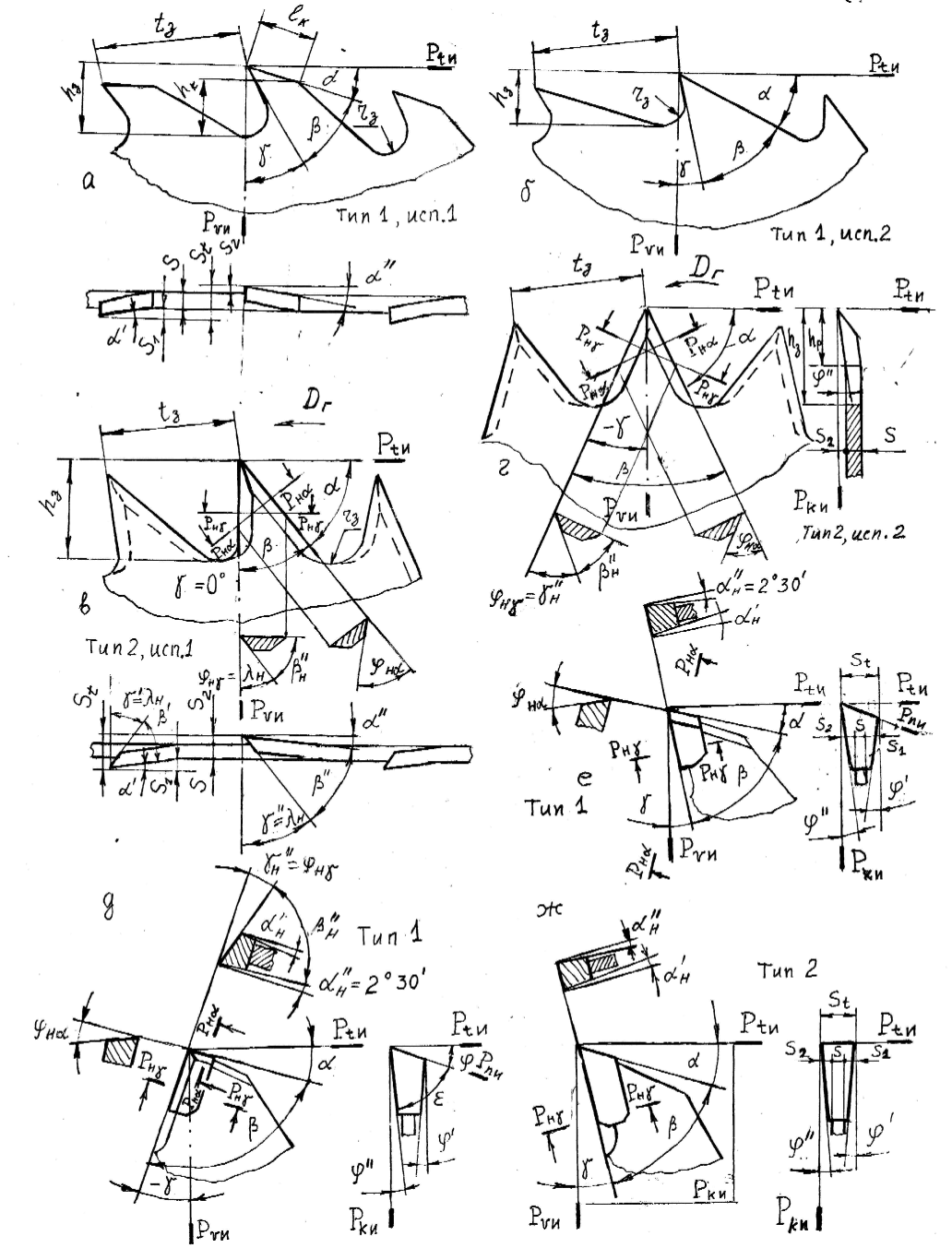
Рис. 22. Профили зубьев круглых пил:
плоских стальных : а − тип 1, исполнение 1; б − тип 1,исполнение 2;
в − тип 2, исполнение 1; г − тип 2, исполнение 2;
твёрдосплавных : е, д − тип 1; ж − тип 2.
Высота зуба − hз − расстояние между вершиной и дном впадины зуба, измеренное по радиусу пилы. Из опыта проектирования и эксплуатации пил установлены следующие соотношения между высотой и шагом пилы:
для стальных пил продольной распиловки
hз=(0,45…0,50)tз. (7I)
для стальных пил поперечной распиловки
hз=(0,6…0,9)tз. (7II)
для твёрдосплавных пил
hз=(0,35…0,95)tз. (7III)
Радиус
скругления впадины зуба
![]() rз
определяют по формуле
rз
определяют по формуле
rз=(0,15…0,30)tз. (8)
Длину задней ломанолинейной поверхности зуба ℓк можно определить также через шаг зубьев пилы
ℓк =(0,3…0,5)tз. (9)
В лабораторной работе hз определяют по формуле
hз=(D-Dв)/2. (7IV)
где Dв − диаметр пилы по впадинам зубьев.
В зависимости от вида распиливаемого материала, положения пилы и направления вращения выбирается, и профиль зубьев круглых пил. При продольном пилении волокна перерезает короткая режущая кромка, которая и формирует дно пропила (см. рис. 22а, б). Боковые стенки пропила формируют боковые лезвия зуба. В этом случае для получения качественного пропила без вырыва волокон необходимо, чтобы главное лезвие зуба (короткая режущая кромка) было выдвинуто вперёд по ходу вращения пилы по отношению к передней поверхности зуба пилы. Это достигается применением положительного переднего угла (γ > 0).
Зубья пил для поперечного пиления (см. рис. 22в, г) имеют свои особенности, отражающие иные, чем при продольном пилении, условия работы лезвий зуба. В этом случае перерезают волокна и формируют поверхность пропила боковые режущие кромки зуба, а передняя поверхность зуба скалывает подрезанные волокна и формирует дно пропила. Для обеспечения удовлетворительных условий стружкообразования при поперечном пилении боковые лезвия выдвигают вперед по ходу пилы, за счёт применения нулевого или даже отрицательного переднего контурного угла γ. При этом углы заострения боковых режущих кромок зубьев β'ни и β''н измеренных в нормальных сечениях к передним поверхностям должны быть меньше 90º. Это условие достигается применением косой заточки зубьев по передней и задней поверхностям, т. е. придание боковым лезвиям положительного переднего угла за счёт углов наклона (косой заточки) передней поверхности φнγ.
При пилении древесностружечных и древесноволокнистых плит, фанеры и других искусственных древесных материалов применяют твёрдосплавные круглые пилы. В этом случае зубья пил в пределах одного пропила могут осуществлять как продольную, так и поперечную распиловку. Для этих условий пиления выбирают профиль зубьев (см. рис. 22д, е) с малым передним контурным углом γ, как положительным, так и отрицательным и косой заточкой по задней φнα или по передней и задней поверхностям зуба (φнγ и φнα).
Для уменьшения трения диска пилы о боковые стенки пропила выполняют зубчатый венец с уширением. У стальных пил с плоским или коническим диском уширение создаётся путём развода или плющения зубьев пил (см. рис. 22 и рис. 23а, б), у строгальных за счёт поднутрения боковых поверхностей диска пилы на угол φ' (см. рис. 18д, е), а у пил с твёрдосплавными пластинами путём припаивания уширенной пластины твёрдого сплава и последующего шлифования боковых поверхностей пластин (см. рис. 22 и рис. 23в), создание углов α'н, α''н и φ', φ''. Аналогично подготавливают зубья пил с наплавками износостойких сплавов. Последние способы создания уширения зубчатого венца пилы называются − конструктивными.
Уширение зубчатой кромки круглых пил для поперечного пиления достигается только разводом зубьев, а для продольной − разводом или плющением.
Развод зубьев (см. рис. 22 и рис. 23а) заключается в поочерёдном отгибе кончиков зубьев в левую и правую сторону на 0,5…0,9 его высоты от вершины (hр), при высоте зуба до 15 мм и на 0,3…0,5 его высоты при высоте зуба более 15мм. Линия отгиба кончика зуба I − I должна быть перпендикулярна биссектрисе угла заострения β. При работе ручной щелевой разводкой целесообразно, отгибая зуб, одновременно слегка разворачивать переднюю поверхность в сторону отгиба. При разводе с разворотом с древесиной соприкасается не вся боковая поверхность отогнутой части зуба, а только боковая режущая кромка. Это обеспечивает лучшее качество распила и большую устойчивость зуба в пропиле.
Величина отгиба кончика зуба в сторону активной боковой режущей кромки равна уширению зубчатого венца влево S1 и вправо − S2.
Общее уширение при этом равно
St=S+S1+S2 (10)
где S − толщина пильного диска.
Зубья пил с косой заточкой отгибаются в сторону боковой режущей кромки.
Преимущества этого способа уширения − относительная простота и универсальность этой операции.
Недостатком является то, что каждая стенка пропила в лучшем случае может формироваться лишь половиной зубьев пилы, действие на зубья боковых неуравновешенных сил снижает устойчивость пилы в пропиле.
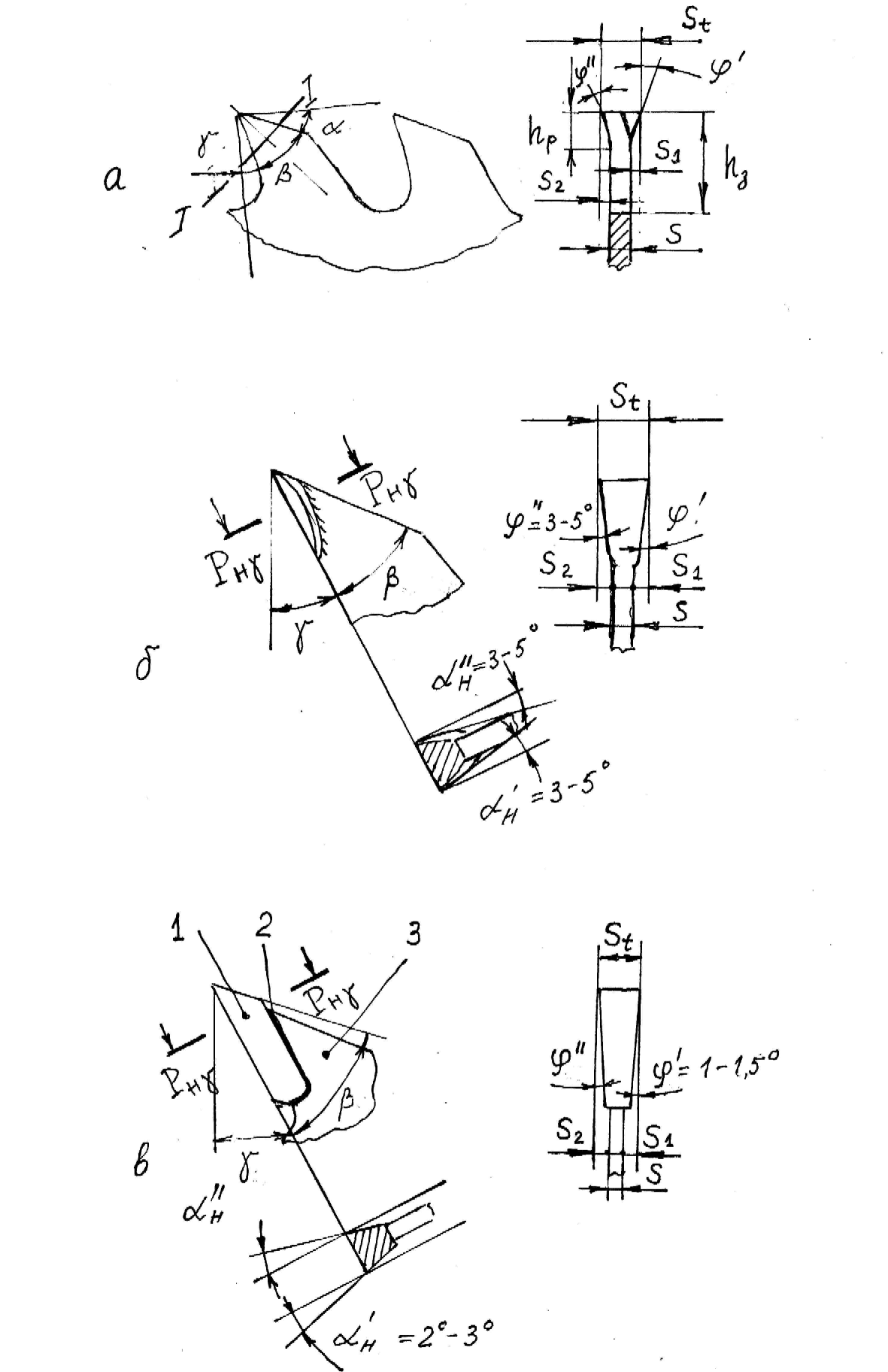
Рис. 23. Способы уширения зубчатого венца:
а − разводом зубьев; б − плющением зубьев;
в − напайкой пластин твёрдого сплава со свесом;