

1.3 Допуски и посадки шлицевых прямобочных
соединений.
В шлицевых прямобочных соединениях применяют три способа центрирования вала и втулки: по наружному диаметру D; по внутреннему диаметру d и по боковым поверхностям зубьев b. Основные размеры и числа зубьев шлицевых соединений приведены в таблице 1.6. Шлицевой вал изготавливают в исполнениях А, В и С. Валы исполнений А и С изготавливают при центрировании по внутреннему диаметру d; исполнения В – при центрировании по наружному диаметру D и по боковым сторонам профиля b.
За нормальные размеры шлицевого соединения приняты наружный D и внутренний d диаметры и толщина зуба (ширина паза втулки) b.
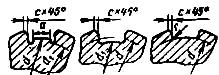
а) б) в)
а – исполнение А; б – исполнение В; в – исполнение С
Рисунок 1.2 – Исполнения шлицевых валов
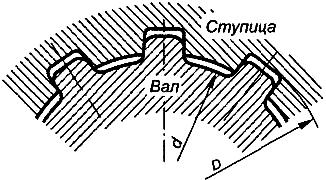
Центрирование по D применяют в неподвижных и подвижных соединениях, передающих небольшой крутящий момент, когда твердость втулки невелика и ее обрабатывают чистовой протяжкой (рисунок 1.3, а).
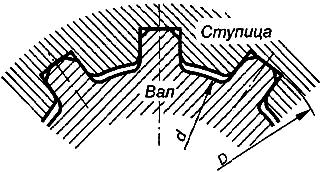
Центрирование по d применяют в тех случаях, когда требуется повышенная точность совмещения геометрических осей вала и втулки и когда шлицевую втулку после термической обработки шлифуют по внутреннему диаметру (рисунок 1.3, б).
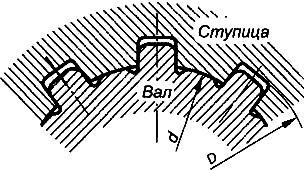
Центрирование по боковым поверхностям зубьев b применяют при невысоких требованиях к соосности, передаче больших крутящих моментов, а также знакопеременных нагрузках (рисунок 1.3, в).
а) б) в)
Рисунок 1.3 – Центрирование шлицевого соединения
Таблица 1.6 – Размеры прямобочных шлицевых соединений, мм
z×d×D |
b |
d1 |
а |
с |
r, не более |
не менее |
|||||
Легкая серия |
|||||
6×23×26 |
6 |
22,1 |
3,54 |
0,3 |
0,2 |
6×26×30 |
6 |
24,6 |
3,85 |
0,3 |
0,2 |
6×28×32 |
7 |
26,7 |
4,03 |
0,3 |
0,2 |
8×32×36 |
6 |
30,4 |
2,71 |
0,4 |
0,3 |
8×36×40 |
7 |
34,5 |
3,46 |
0,4 |
0,3 |
8×42×46 |
8 |
40,4 |
5,03 |
0,4 |
0,3 |
8×46×50 |
9 |
44,6 |
5,75 |
0,4 |
0,3 |
8×52×58 |
10 |
49,7 |
4,89 |
0,5 |
0,5 |
8×56×62 |
10 |
53,6 |
6,38 |
0,5 |
0,5 |
Средняя серия |
|||||
6×11×14 |
3 |
9,9 |
|
0,3 |
0,2 |
6×13×16 |
3,5 |
12 |
|
0,3 |
0,2 |
6×16×20 |
4 |
14,5 |
|
0,3 |
0,2 |
6×18×22 |
5 |
16,7 |
|
0,3 |
0,2 |
6×21×25 |
5 |
19,5 |
1,95 |
0,3 |
0,2 |
6×23×28 |
6 |
21,3 |
1,34 |
0,3 |
0,2 |
6×26×32 |
6 |
23,4 |
1,65 |
0,4 |
0,3 |
6×28×34 |
7 |
25,9 |
1,7 |
0,4 |
0,3 |
8×32×38 |
6 |
29,4 |
|
0,4 |
0,3 |
8×36×42 |
7 |
33,5 |
1,02 |
0,4 |
0,3 |
8×42×48 |
8 |
39,5 |
2,57 |
0,4 |
0,3 |
8×46×54 |
9 |
42,7 |
|
0,5 |
0,5 |
Тяжелая серия |
|||||
10×16×20 |
2,5 |
14,1 |
|
0,3 |
0,2 |
10×18×23 |
3 |
15,6 |
|
0,3 |
0,2 |
10×21×26 |
3 |
18,5 |
|
0,3 |
0,2 |
10×23×29 |
4 |
20,3 |
|
0,3 |
0,2 |
10×26×32 |
4 |
23 |
|
0,4 |
0,3 |
10×28×35 |
4 |
24,4 |
|
0,4 |
0,3 |
10×32×40 |
5 |
28 |
|
0,4 |
0,3 |
10×36×45 |
5 |
31,3 |
|
0,4 |
0,3 |
10×42×52 |
6 |
36,9 |
|
0,4 |
0,3 |
Условное обозначение шлица с прямобочным профилем включает в себя: букву, обозначающую поверхность центрирования, число зубьев z, внутренний диаметр d, наружный диаметр D, ширину зуба b, поле допусков по диаметру центрирования и размеру b, например:
d - 8×46h7×54×9f7 – обозначение вала;
d - 8×46H7×54×9D9 – обозначение ступицы;
d - 8×46H7/ h7×54×9D9/ f7 – обозначение соединения.
Поля допусков шлицевых валов и втулок для образования посадок при различных видах центрирования приведены в таблице 1.7.
Предельные отклонения приведены в приложении А.
Таблица 1.7 – Поля допусков шлицевых валов и втулок
Размер |
Деталь |
Поля допусков |
||||||||||||
Для подвижного соединения |
Для неподвижного соединения |
|||||||||||||
Центрирование по внутреннему диаметру d
|
||||||||||||||
d |
Втулка |
H8 |
H7 |
H7 |
||||||||||
Вал |
e8 |
f7 |
g6 |
h7 |
h7 |
js6, js7 |
n6 |
|||||||
b |
Втулка |
D9 F10 |
D9 F10 |
D9 |
F8 |
D9 F10 |
F8 |
D9 F10 |
H8 |
F8 |
D9 |
H8 |
F8 F10 |
H8 |
Вал |
e8 e9 |
f8 e8 |
h9 |
f8 f7 h7 |
f8 h9 |
f7 h7 |
f8 h9 |
h7 h8 |
h7 js7 k7 |
k7 |
js7 |
h7 js7 |
js7 |
|
D |
Втулка |
H12 |
||||||||||||
Вал |
a11 |
|||||||||||||
Центрирование по наружному диаметру D
|
||||||||||||||
D |
Втулка |
H8 |
H7 |
H7 |
||||||||||
Вал |
e8 |
f7 |
g6 |
h7 |
js6 |
n6 |
||||||||
b |
Втулка |
F8 |
D9 F8 |
F8 |
D9 |
D9 F8 |
F8 |
D9 F8 |
D9 F8 |
D9 F8 |
||||
Вал |
e8 |
e8 d9 h9 |
f7 f8 h8 |
f7 h8 h9 |
f7 h9 |
h8 |
f7 |
h8 js7 |
h8 js7 |
|||||
d |
Втулка |
H11 |
||||||||||||
Вал |
Диаметр не менее d1 |
|||||||||||||
Центрирование по боковым сторонам зубьев b
|
||||||||||||||
b |
Втулка |
D9 |
F8 |
F10 |
D9 |
F8 |
F10 |
D9 |
F8 |
D9 |
F10 |
|||
Вал |
e8 |
f8 |
d9 h9 |
f8 d9 |
h9 |
e9 |
js7 |
k7 |
||||||
D |
Втулка |
H12 |
||||||||||||
Вал |
a11 |
|||||||||||||
d |
Втулка |
H11 |
||||||||||||
Вал |
Диаметр не менее d1(таблица 1.6) |
|||||||||||||