

3 Шероховатость поверхности
Шероховатость всех обрабатываемых поверхностей независимо от методов их образования, кроме поверхностей , шероховатость которых не обусловлена требованиями конструкциями обозначают по ГОСТ 2.309 – 73* «ЕСКД. Обозначение шероховатости поверхностей» и ГОСТ 2789 – 73* «Шероховатость поверхности. Параметры и характеристики ».
ГОСТ 2. 309 – 73* устанавливает для качественной оценки шеро-ховатости профиля поверхности шесть параметров: три высотных ( Ra – cреднее арифметическое отклонение профиля в пределах заданной длины; Rz – высота неровностей профиля по десяти точкам; Rmax – наибольшая высота неровностей), два шаговых ( Sm – средний шаг неровностей; S – средний шаг неровностей по вершинам выступов) и параметр относительной опорной длины профиля tp. В большинстве случаев нормируют высотные параметры Ra и Rz, из них параметр Ra определен стандартом как предпочтительный. Параметры значений Ra и Rz приведены в таблице 3.1.
С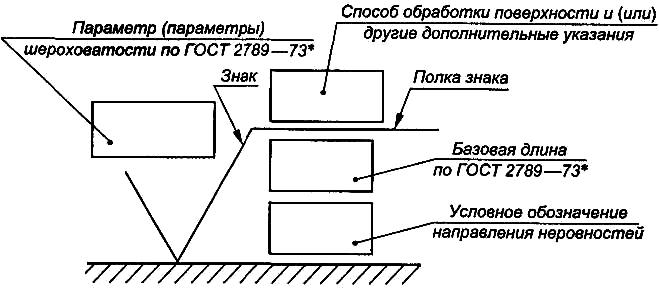 труктура
обозначения шероховатости приведена
на рисунке 3.1. Знак изображается с полкой,
если кроме параметра шероховатости в
обозначении приводятся дополнительные
данные.
труктура
обозначения шероховатости приведена
на рисунке 3.1. Знак изображается с полкой,
если кроме параметра шероховатости в
обозначении приводятся дополнительные
данные.
Рисунок 3.1 – Структура обозначения шероховатости
Таблица 3.1 – Ряды значений параметров Ra и Rz
Ra,мкм
|
Rz,мкм |
|||||||||
100 80 63 50 40 32 25 20 16,0 12,5 |
10 8,0 6,3 5,0 4,0 3,2 2.5 2,0 1,60 1,25 |
1,00 0,80 0,63 0,50 0,40 0,32 0,25 0,20 0,160 0,125
|
0,100 0,080 0.063 0,050 0,040 0,032 0,025 0,020 0,016 0,012 |
0,010 0,008 - - - - - - - - |
- - - - - - - - 1600 1250 |
1000 800 630 500 400 320 250 200 160 125 |
100 80 63 50 40 32 25 20 16,0 12,5 |
10 8.0 6,3 5,0 4,0 3,2 2,5 2,0 1,60 1,25
|
1,00 0,80 0,63 0,50 0,40 0,32 0,25 0,20 0,160 0,125
|
0,100 0,080 0,063 0,050 0,040 0,032 0,025 0.020 - - |
Примечание: жирным шрифтом выделены предпочтительные значения параметров
Шероховатость поверхностей зависит от технологического процесса и особенно от конкретного вида окончательной обработки детали. Шероховатость ( параметр Ra) связана с точностью изготовления детали. Чем меньше квалитет, тем более высокие требования предъявляют к шероховатости. Зависимость шероховатости ( параметр Ra) от квалитета точности приведены в таблице 3.2.
Шероховатость (параметр Ra) поверхностей валов и отверстий корпусов под подшипники качения должна ограничиваться значениями, приведенными в таблице 3.3.
Шероховатость поверхности на чертежах обозначают одним из следующих трех знаков (рисунок 3.2): а) если вид обработки поверхности конструктором не устанавливается ; б)если поверхность образована удалением слоя материала - точением, фрезерованием, сверлением, протягиванием, развертыванием, шлифованием и т.п; в) если поверхность образована без удаления слоя материала – литьем, ковкой, объемной штамповкой, прокатом, волочением и т. п.
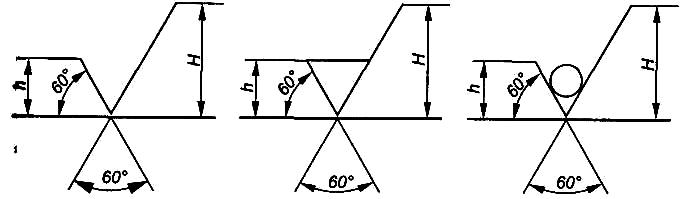
а) б) в)
Рисунок 3.2
Условный знак наносится на линиях контура, на выносных линиях или на полках линий–выносок. Своей вершиной угол должен касаться линии, на которую он наносится, и располагаться так, чтобы его биссектриса была перпендикулярна этой линии. При недостатке места допускается обозначение шероховатости располагать на выносных линиях или их продолжении, а также разрывать выносную линию (рисунок 3.3, 3.4).
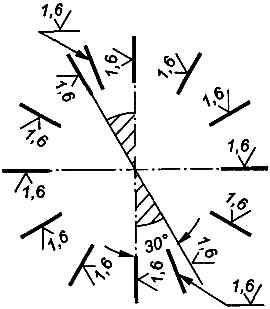
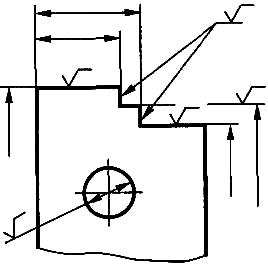
Рисунок 3.3 Рисунок 3.4
Д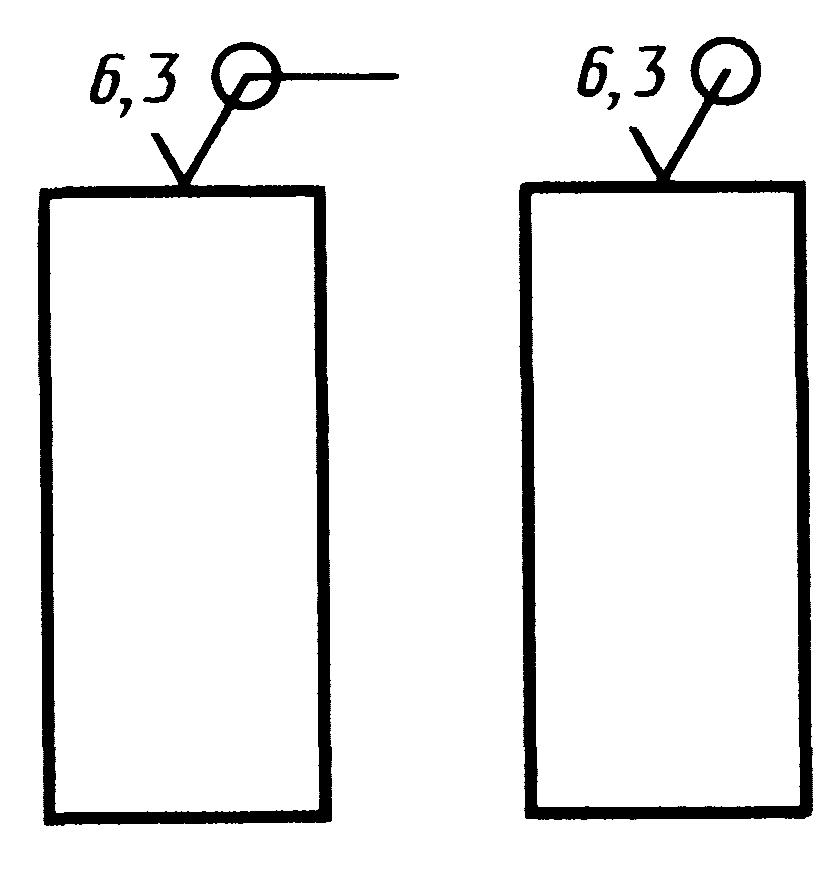 ля
обозначения
числового значения параметров
шероховатости поверхности на условном
знаке указывают: для параметра Ra
– только числовая величина без буквенного
символа; для параметра Rz
-
символ и числовая величина - высота цифр
и символа Rz
равна
высоте размерных чисел чертежа.
ля
обозначения
числового значения параметров
шероховатости поверхности на условном
знаке указывают: для параметра Ra
– только числовая величина без буквенного
символа; для параметра Rz
-
символ и числовая величина - высота цифр
и символа Rz
равна
высоте размерных чисел чертежа.
Для обозначения одинаковой шероховатости контурной поверхности используют вспомогательный знак - круг диаметром 4 – 5мм, в соответствии с рисунком 3.5.
Рисунок 3.5
Таблица 3.2 – Максимальное значение среднего арифметического отклонения
профиля Ra(мкм) в зависимости от допуска размера и формы
Допуск размера по квалитетам
|
Допуск формы от допуска размера, % |
Номинальные размеры, мм |
|||
До 18 |
Св. 18 до 50 |
Св. 50 до 120 |
Св. 120 до 500 |
||
IT5 |
100 60 40 |
0,4 0,2 0,1 |
0,8 0,4 0,2 |
1,6 0,8 0,4 |
1,6 0,8 0,4 |
IT6 |
100 60 40 |
0,8 0,4 0,2 |
1,6 0,8 0,4 |
1,6 0,8 0,4 |
3,2 1,6 0,8 |
IT7 |
100 60 40 |
1,6 0,8 0,4 |
3,2 1,6 0,8 |
3,2 1,6 0,8 |
3,2 3,2 1,6 |
IT8 |
100 60 40 |
1,6 0,8 0,4 |
3,2 1,6 0,8 |
3,2 3,2 1,6 |
3,2 3,2 1,6 |
IT9 |
100 и 60 40 25 |
3,2 1,6 0,8 |
3,2 3,2 1,6 |
6,3 3,2 1,6 |
6,3 6,3 3,2 |
IT10 |
100 и 60 40 25 |
3,2 1,6 0,8 |
6,3 3,2 1,6 |
6,3 3,2 1,6 |
6,3 6,3 3,2 |
IT11 |
100 и 60 40 25 |
6,3 3,2 1,6 |
6,3 3,2 1,6 |
12,5 6,3 3,2 |
12,5 6,3 3,2 |
IT12, IT13 |
100 и 60 40 |
12,5 6,3 |
12,5 6,3 |
25 12,5 |
25 12,5 |
IT14, IT15 |
100 и 60 40 |
12,5 12,5 |
25 12,5 |
50 25 |
50 25 |
Обозначение одинаковой шероховатости поверхности сложной конфигурации можно приводить в технических требованиях, указывая буквенное обозначение поверхности и проставляя знак шероховатости и ее параметры. При этом контур поверхности обводят утолщенной штрихпунктирной линией (на расстоянии 0,8 – 1мм) и отводят от нее линию- выноску, на полке которой пишут букву, обозначающую поверхность.
Если все поверхности детали имеют одинаковую шероховатость, то ее обозначение помещают в правом верхнем углу чертежа и на изображении не наносят (рисунок 3.6,а). Размер знака, вынесенного в правый верхний угол чертежа, должен обводится утолщенной линией и быть приблизительно в 1,5 раза больше, чем в обозначении на изображении.
а) б)
в) г)
Рисунок 3.6
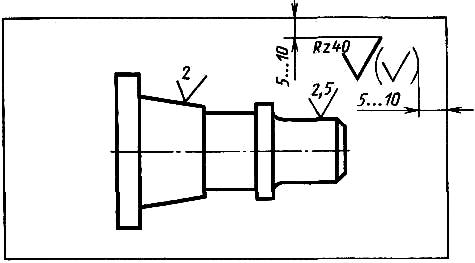
Обозначение в правом верхнем углу чертежа должно располагаться на расстоянии 5..10 мм от сторон рамки (рисунок 3.6,б).
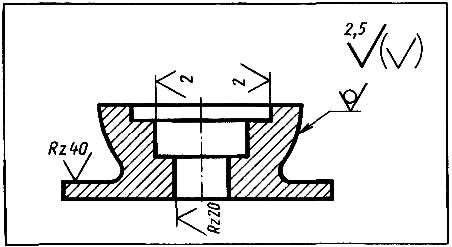
В случае одинаковой шероховатости большей части поверхности детали в правом верхнем углу чертежа помещается обозначение одинаковой шероховатости и условное обозначение знака в скобках, которые означают, что все поверхности, не имеющие на чертеже знаков шероховатости, должны иметь шероховатость, указанную перед скобкой (рисунок 3.6,б). Размеры знаков в скобке и на изображении – одинаковы; размер знака перед скобкой увеличивается в 1,5 раза, утолщается и линия знака.
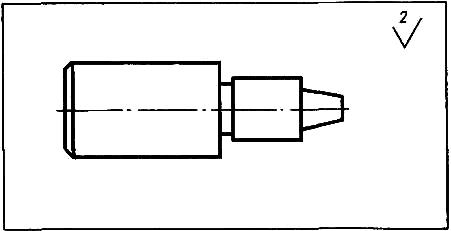
Если поверхности изделия не обрабатывается по данному чертежу, то на это указывает знак, помещенный в правом верхнем углу чертежа (рисунок 3.6,в).
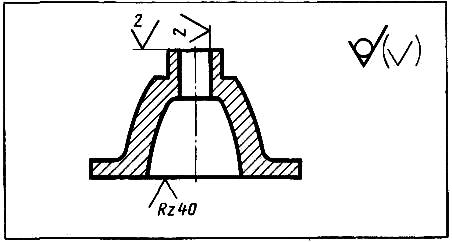
Если какая-либо поверхность детали не обрабатывается по чертежу, то обозначение ее шероховатости наносят и на самом чертеже (рисунок 3.6,г).
Обозначение шероховатости поверхности одинаковых элементов деталей (отверстий, пазов, зубьев, ребер и т. п.), количество которых указано на чертеже, наносится один раз независимо от числа изображений.
Таблица 3.3 – Шероховатость посадочных поверхностей валов и отверстий
корпусов под подшипники качения
Номинальный диаметр, мм |
Класс точности подшипника |
Параметр шероховатости Ra, мкм |
|||
Св. |
До |
валов |
отверстий в корпусе |
торцов заплечиков |
|
|
80 |
Р0 |
1,25 |
1,25 |
2,5 |
80 |
500 |
2,5 |
2,5 |
2,5 |
|
|
80 |
Р6 и Р5 |
0,63 |
0,63 |
1,25 |
80 |
500 |
1,25 |
1,25 |
2,5 |
|
|
80 |
Р4 |
0,32 |
0,63 |
1,25 |
80 |
500 |
0,63 |
1,25 |
2,5 |
|