Ответ № 9
Машины со скольжением в зависимости от расположения и конструкции рабочих шкивов могут быть с горизонтальными или вертикальными шкивами.
Основными направлениями применения станов со скольжением проволоки является волочение тонкой и наитончайшей проволоки. Реже данные станы применяют для волочения проволоки средних диаметров.
Стан со скольжением: 1— ступенчатый шкив; 2 — отделочный шкив; 3—ванны для эмульсии; 4 — волокодержатель; 5— ванна для слива эмульсии; 6 — клапан эмульсионного насоса; 7 — приемная катушка (под защитной сеткой); 8 — коробка скоростей; 9— шкив текстропной передачи; 10 — указатель скорости волочения.
Ответ № 10
Гусеничный волочильный стан – это стан с прямолинейным движением протягиваемых изделий непрерывного действия, в которых протягивание прутков осуществляется при помощи двух цепей, напоминающих тракторные гусеницы.
Опорная балка обозначена на рисунке позицией 6.
Пруток 1 протягивается между двумя бесконечными цепями 3, которые получают вращение от звездочек 4, затем он попадает в волоку 2 или во вращающийся роликовый калибр. Бесконечная цепь состоит из втулочно-роликовых звеньев, соединенных между собой через каждые два-три шага осями. На осях закреплены подающие элементы, по длине которых сделан полукруглый ручей.
Конец прутка 1 по периметру поперечного сечения зажимается подающими элементами, а необходимое усилие обеспечивается нажимными винтами 5 и 7, которые передают это усилие через опорную балку 6, тарельчатые пружины и опорные стойки. Стойки через опорные ролики 9 передают усилие зажатия подающим элементам. Усилие, необходимое для вталкивания или выталкивания прутка из волочильного очка при заданной величине обжатия, создаётся за счет сил трения. Длина цепи такова, что материал соприкасается с достаточным количеством зажимающих звеньев для того, чтобы обеспечить относительно низкое удельное давление на поверхности протягиваемого прутка. Вышедший из волоки конец прутка захватывается следующим механизмом, при этом создается непрерывность процесса волочения.
Ответ № 11
В зависимости от способа волочения трубоволочильные станы подразделяют на станы безоправочные, на коротко-длинной оправке, станы для раздачи труб.
Стан периодического действия для безоправочного волочения на рисунке обозначен позицией Г.
Трубоволочильный стан состоит из стойки для волок, рабочего стола, 3 -тянущей тележки, главного привода, 5 –карманов, 6 - приемно-разборочного устройства, 8 - стеллажа, 10- толкателя. Оправка вводится в трубу, поэтому труба размещается перед стойкой волок и толкателем. Здесь принята линейно-последовательная схема размещения оправки со стержнем заготовки и готовой трубы. При этом общая длина стана возрастает, исключается возможность ввода оправки в трубу и одновременного осуществления процесса волочения. Но в этом случаи уменьшается ширина стана и требуется всего один комплект оправок.
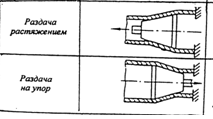
Волочение раздачей применяют при изготовлении труб большого диаметра, при калибровании внутреннего диаметра трубы, при изготовлении биметаллических труб, а также для исправления брака по внутреннему и наружному диаметру.