

Пример проектирования кулачка подачи револьверной головки токарно-револьверного станка 1б140
Исходные данные:
токарно-револьверный станок 1Б140;
материал режущей части – быстрорежущая сталь Р6М5;
обрабатываемый материал – сталь А12;
обработка ведется из проката, диаметр заготовки – 28 мм.
Все цилиндрические и резьбовые поверхности обрабатываются методом продольного точения (инструмент закреплен в револьверном суппорте), канавки и отрезку выполняем поперечными суппортами.
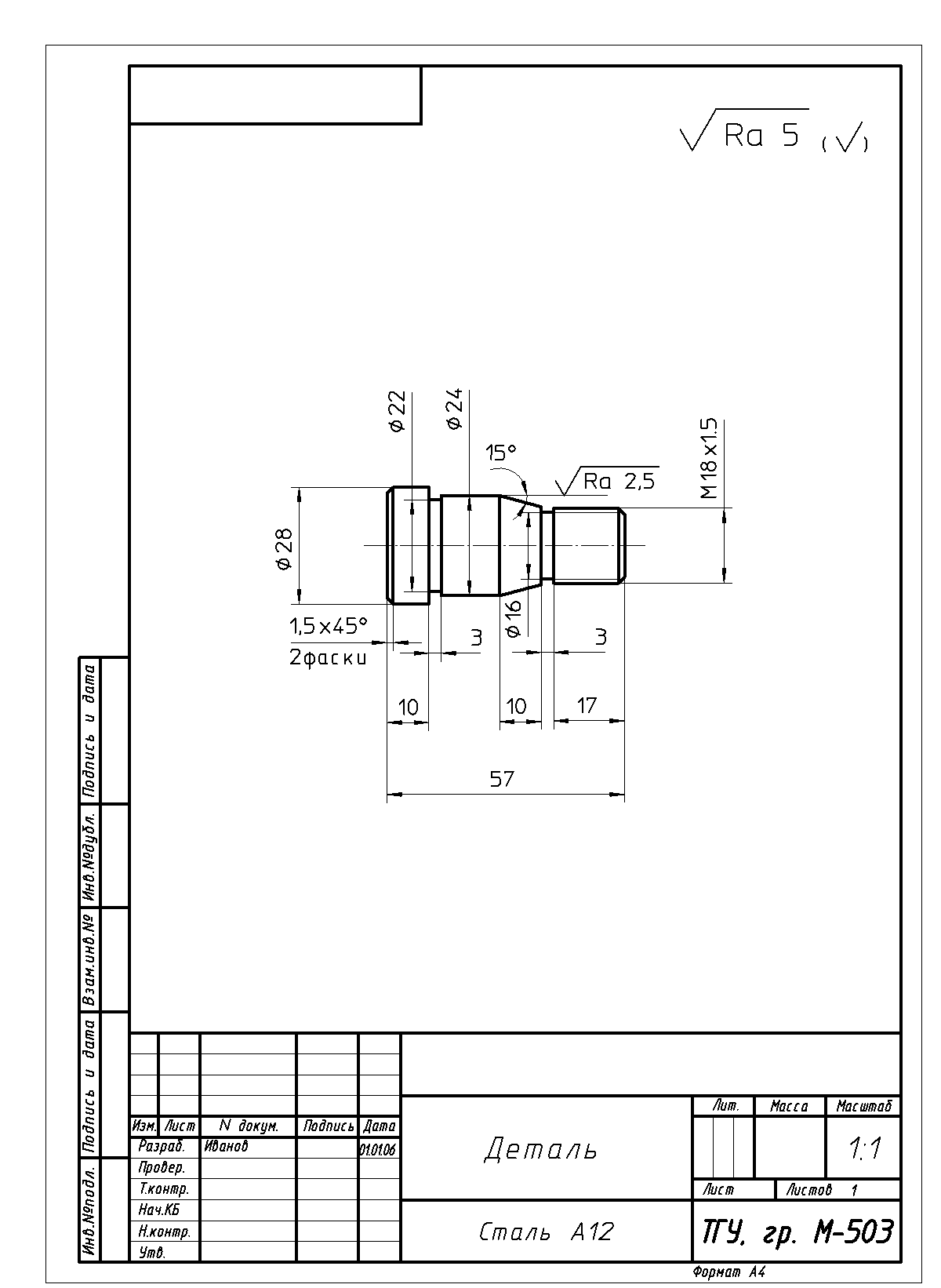
Рисунок 5. Чертеж детали.
Составим план обработки детали.

Рисунок 6. План обработки детали.


Выбор режимов резания.
Используя [3], выбираются табличные значения режимов резания при условии, что стойкость инструмента Т = 120 мин.
Скорость резания при точении Vт = 40 м/мин.
Скорость резания при резьбонарезании Vр = 10 м/мин.
Продольная подача при точении Sпр = 0,14 мм/об.
Поперечная подача при точении Sпоп = 0,1 мм/об.
Поперечная подача при отрезке детали Sот = 0,08 мм/об.
Частота вращения шпинделя, об/мин.
, об/мин.
![]() ,
об/мин.
,
об/мин.
Выбираем по паспорту станка nточ = 400 об/мин.
![]() ,
об/мин.
,
об/мин.
Выбираем по паспорту станка nрез = 160 об/мин.
Определяем величины хода инструмента для каждого перехода:
, мм,
где Lв – длина врезания (принимаем Lв = 0,5 мм),
Lд – длина обработки детали, мм,
Lп – длина перебега (принимаем Lп = 0,5 мм).
На втором переходе необходимо проточить шейку под отрезку детали. Выбираем отрезной резец шириной 3 мм, соответственно необходимо проточить на 3 мм больше.
II переход L2 = 0,5 + 57 + 3 + 0,5 = 61, мм.
III переход L3 = 0,5 + 10 + 0,5 = 11, мм.
IV переход L4 = 0,5 + 4 = 58, мм.
V переход L5 = 0,5 + 17 + 0,5 = 18 мм.
VI переход L6 = 17 + 2,5 = 19,5 мм.
VII переход L7 = 0,5 + 28/2 + 2 = 16,5 мм.
Количество оборотов шпинделя необходимых для выполнения каждого перехода:
, об.
II переход N2 = 61/0,14 = 436 (об).
III переход N3 = 11/0,14 = 78,5 (об).
IV переход N4 = 4,5/0,1 = 45 (об).
V переход N5 = 18/0,14 = 128,5 (об).
При нарезании резьбы подача S настраивается равной шагу резьбы.
VI переход N6 = 19,5/1,5 = 13 (об).
VII переход N7 = 16,5/0,08 = 206 (об).
ΣNi = 907 об.
Определяем число делений кулачка для вспомогательных ходов:
- первый поворот револьверной головки = 2 деления;
- последующие повороты револьверной головки = 3 деления;
- для свинчивания резьбовой головки = 1 деление;
- для вывинчивания метчика = 1 деление;
- для вывода сверла = 1 деление;
- переключение частот = 1 деление;
- подача прутка = 3 деления.
3 + 2 + (5∙3) + + 1 + 1 + 1 = 23.
На вспомогательные перемещения 23 деления.
На рабочие перемещения рп = 100 – 23 = 77 делений.
6. Определение удельного веса одного деления:
, об/дел.
![]() , об/дел.
, об/дел.
7. Определение числа делений для каждого перехода:
, дел.
U2 = 436/12 = 36,3 ≈ 37 дел.
U3 = 78,5/12 = 6,5 ≈ 7 дел.
U4 = 45/12 = 3,75 ≈ 4 дел.
U5 = 128,5/12 = 10,7 ≈ 11 дел.
U6 = 13/12 = 1,1 ≈ 1 дел.
U7 = 206/12 = 17,2 ≈ 17 дел.
ΣUi = 77 дел.
Определение времени цикла:
, с.
![]() ,
с.
,
с.
Определение расстояния между опорной поверхностью револьверного суппорта и жестко настраиваемыми упорами на станине станка:
Расстояние между торцом цанги и револьверной головкой для станков данной группы принимают LP = 75 мм.
, мм.
ΔL1 = 125 - 75 = 50 мм.
ΔL2 = 125 - 75 = 50 мм.
ΔL3 = 95 - 75 = 20 мм.
ΔL5 = 115 - 75 = 40 мм.
ΔL6 = 97 - 75 = 22 мм.
Определение максимального радиуса кулачка для каждого перехода:
Так как диаметр кулачка Ø280 мм, тогда RК = 140 мм.
, мм.
R1 = 140 - 50 = 90 мм.
R2 = 140 - 50 = 90 мм.
R3 = 140 - 20 = 120 мм.
R5 = 140 - 40 = 100 мм.
R6 = 140 - 22 = 118 мм.
Определение минимального радиуса кулачка для каждого перехода:
При расчете минимального радиуса кулачка должно соблюдаться следующее условие ROi ≥ 50 мм.
, мм.
RО1 = 90 мм.
RО2 = 90 – 61 = 29мм. < 50 мм. Принимаем R02=50 мм.
RО3 = 120 – 11 = 109 мм.
RО5 = 100 – 18 = 82 мм.
RО6 = 118 – 19,5 = 98,5 мм.
Выполнение рабочего чертежа кулачка.
Таблица 4.
№ перехода |
№ начального деления |
№ конечного деления |
LI |
0 |
3 |
LII |
5 |
42 |
LIII |
45 |
52 |
LIV |
55 |
59 |
LV |
62 |
73 |
LVI |
77 |
78 |
LVII |
82 |
99 |

![]()
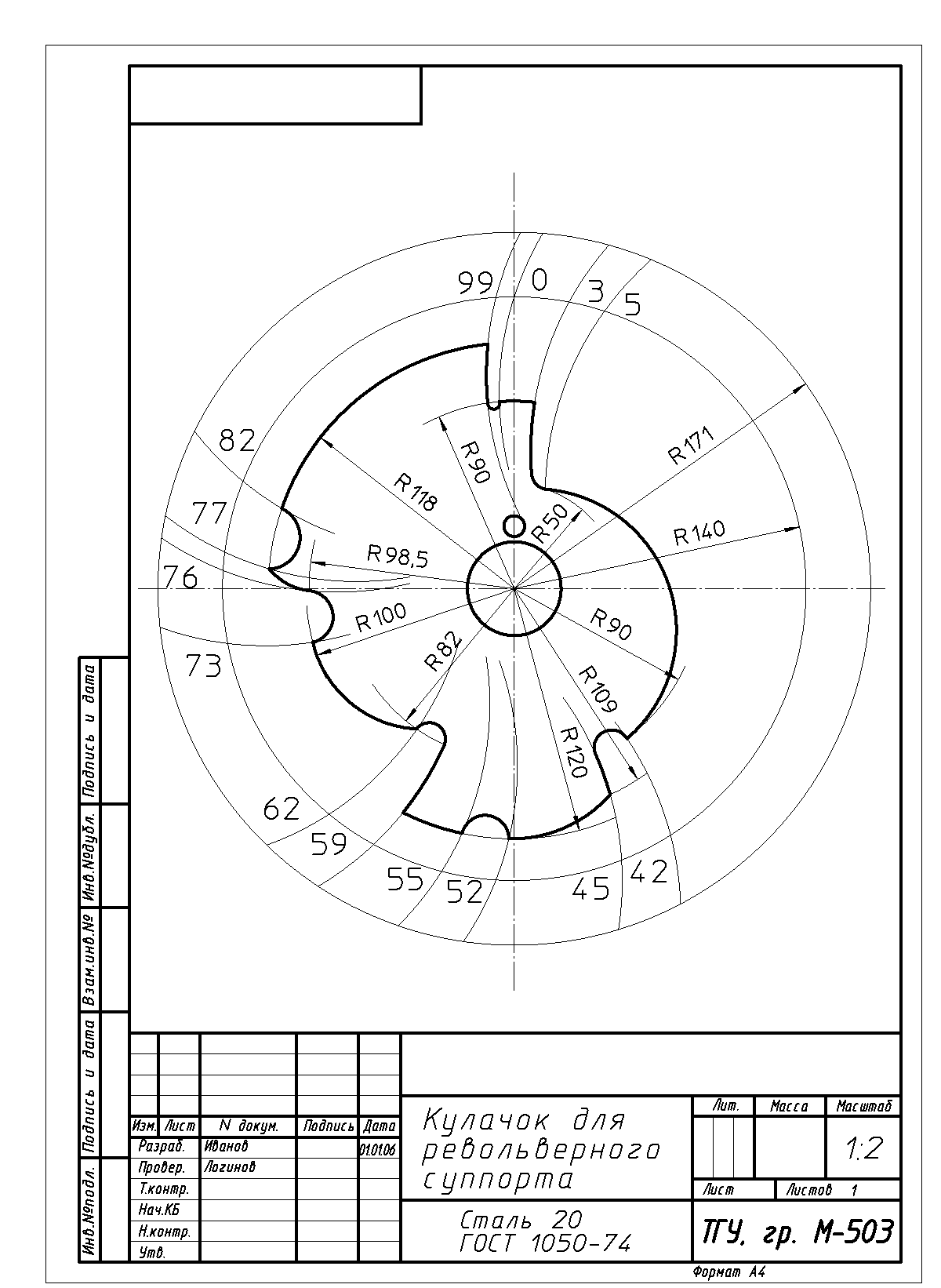
Рисунок 7. Конструкция кулачка.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
Металлорежущие станки. Под редакцией Ачеркана Н.С. - М.: Машиностроение, 1976. – 628 с.: ил.
Металлорежущие станки и автоматы. Под редакцией Проникова А.С. - М.: Машиностроение, 1981. – 480 c.: ил.
Оганян А.А., Родинский Э.М. Справочник по наладке токарных и токарно-револьверных автоматов. - М.: Машиностроение 1983г. - 383 с.: ил.
Проектирование металлорежущих станков и станочных систем: Справочник-учебник. В 3-х томах. Т. 2. Расчет и конструирование узлов и элементов станков / А.С. Проников, Е.И. Борисов, В.В. Бушуев и др.; Под общ. ред. А.С. Проникова. – М.: Издательство МГТУ им. Н.Э. Баумана: Машиностроение, 1995. – 320 с.: ил.
Проектирование металлорежущих станков и станочных систем: Справочник-учебник. В 3-х томах. Т. 3. Проектирование станочных систем / Под общ. ред. А.С. Проникова. – М.: Изд-во МГТУ «Станкин», 2000. – 584 с.