

Казанский Государственный Архитектурно-Строительный Университет
Кафедра МиИС
Контрольная работа
по
 сварке
металлов
сварке
металлов
на тему: «Машины для контактной сварки»
Стундент СФ гр.03-42
Мысин А.В. 11-07-136
………………………….30.03.2011
Препод.: Юманов В.А.
Казань, 2011
Содержание:
1. Введение
2. Глава I. Общие данные о контактных машинах
3. Глава II. Устройство основных элементов контактных машин
4. Заключение
5. Список литературы
Введение
В России ежегодно выпускается порядка 1000 ед. контактных машин. Их парк составляет в среднем 20 тыс. ед. Контактные машины изготавливают по ГОСТ 297—80* «Машины контактные. Общие технические условия» и классифицируют:
по виду сварных соединений — стыковые, точечные, шовные;
по назначению — универсальные, специальные;
по характеру действия — полуавтоматические и автоматические;
по способу питания — постоянного и переменного тока, конденсаторные, трехфазные;
по механизму сжатия и осадки — рычажные, пневматические, гидравлические, пневмогидравлические, электромагнитные.
Для обозначения контактных машин принята буквенно-цифровая символика: первая буква характеризует изделие (М — машина, А — автомат, П — полуавтомат); вторая — указывает вид сварки (Т - точечная, Р — рельефная, Ш — шовная, С — стыковая); третья — особенность машин (М — многоэлектродная, В — постоянного тока, К — конденсаторная, У — ультразвуковая, Р — рычажный привод сжатия, П — пневматический); одна, две или три первые цифры указывают величину номинального сварочного тока в тысячах ампер, четвертая и пятая — модификацию машины.
Например, МТ-0801 — машина точечная с номинальным сварочным током 8 кА, первая модификация; МШВ-1601 — машина шовная с выпрямителем тока во вторичном контуре, максимальный сварочный ток 16 кА, первая модификация.
Машины для точечной сварки типа МТ отличаются большой мощностью 14... 1000 кВА, усилием сжатия 200...2500 Н, током сварки от 6 до 100 кА, с максимальной производительностью до 250 сварок в минуту. Для сварки ответственных деталей используют машины постоянного тока типа МТВ мощностью до 650 кВА и усилием сжатия до 7200 Н.
Машины для рельефной сварки типа MP отличаются от точечных повышенной мощностью (до 820 кВА), меньшим вылетом электродов (плит), большей жесткостью силовых элементов, а также большим усилием сжатия (до 8 000 Н) с возможностью одновременной сварки нескольких точек по рельефам.
Машины для шовной сварки типа МШ (однофазные) и типа МШВ (с выпрямлением тока во вторичном контуре) отличаются большой жесткостью станины, повышенными токами 16... 120 кА, усилиями сжатия 500...5000 Н и скоростью сварки 0,1 ...4,8 м/мин.
Машины для стыковой сварки типа МС, МСС, МСР, МСО отличаются большим разнообразием конструктивного выполнения и назначения при мощности 3...800 кВА и способны сваривать детали сечением 10...70000 мм2. Особую группу составляют машины для сварки полос, рельсов и трубосварочные комплексы типа «Север», достигающие мощности 1000 кВА при усилии сжатия деталей 120000 Н.
Специальные контактные машины предназначены для сварки конкретных изделий, таких как элементы кузова автомобиля, арматурные каркасы железобетонных конструкций, отопительных радиаторов, тормозных колодок автомобилей, магистральных рельсовых путей, магистральных трубопроводов и корабельных цепей.
I. Общие данные о контактных машинах
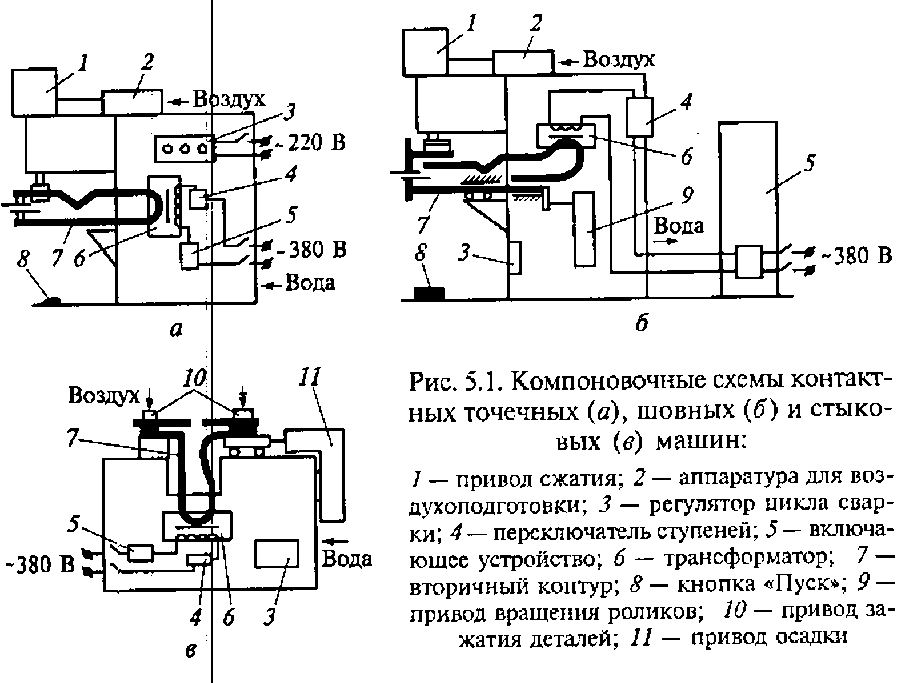
В характеристику машин входят назначение машины; степень ее механизации; паспортные данные. В компоновочном отношении контактные машины для точечной, шовной и стыковой сварки состоят из электрической и механической частей, пневмогидравлической и водяной систем (рис. 5.1).
Электрическая часть машины включает в себя силовой сварочный трансформатор 6 с переключателем 4 ступеней; вторичный контур 3 для подвода силового тока к свариваемым деталям; прерыватель или размыкатель (включающее устройство) 5 первичного тока сварочного трансформатора; регулятор 7 цикла сварки, обеспечивающий заданную последовательность операций цикла сварки и регулировку параметров режима сварки.
Механическая часть включает в себя привод 1 сжатия для точечных и шовных машин; привод 10 сжатия и привод осадки деталей — для стыковых машин; привод вращения роликов — для шовных машин.
Пневматическая система машины состоит из аппаратуры 2 для воздухоподготовки (фильтры, лубрикаторы), регулирования (редукторы, манометры, дросселирующие клапаны) и подвода воздуха (электропневматические клапаны, краны, запорные вентили, штуцера) к приводу 1 сжатия.
Система водяного охлаждения контактной машины состоит из разводящей и приемной гребенок, водоохлаждаемых полостей, вторичного контура, разводящих шлангов, запорных вентилей и водяного реле, отключающего машину при отсутствии подачи воды в игнитронные лампы или тиристоры.
На примере машины МТПВ-1207 рассмотрим техническую характеристику, компоновочную схему и принцип работы контактной машины.
Компоновочная схема контактной машины МТПВ-1207 представлена на рис. 5.2. На корпусе смонтированы блок 4 пневмоаппаратуры, токоподвод с блоком выпрямителей, сварочный трансформатор, переключатель ступеней 6, автоматический выключатель и система охлаждения. Шкаф управления 12 устанавливается отдельно от марины.
Сварка изделий выполняется сварочными клещами 2, связанными токоведущими кабелями и выпрямителями тока с силовым трансформатором.
Технические характеристики контактной машины МТПВ-1207
Характер хода электродов Радиальный
Свариваемые толщины для стали, мм 0,5... 1,5
Работа машины начинается при нажатии на пусковую кнопку, встроенную в одну из рукояток клещей. С этого момента автоматически, в определенной последовательности, заданной регулятором цикла сварки, совершаются отдельные операции сварки: сжатие, сварка, проковка, пауза. Цикл сварки продолжается автоматически, если пусковая кнопка остается нажатой.
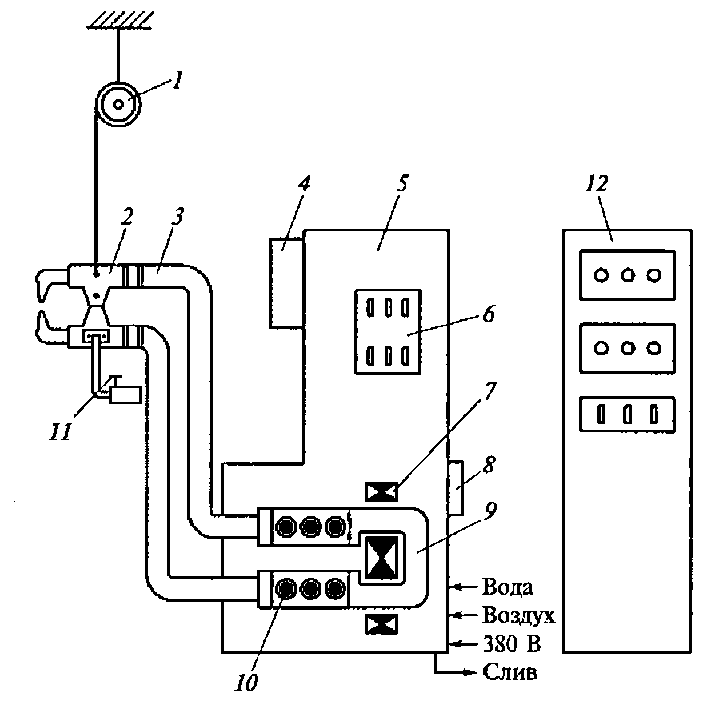
1 — пружинный барабан; 2 — сварочные клещи; 3 — гибкие токоподводы; 4 — блок пневмоаппаратуры; 5 — силовой шкаф; 6 — переключатель ступеней; 7, 9 — трансформаторы; 8 — автоматический выключатель; 10 — блок выпрямителей; II — кнопка «Пуск»; 12 — шкаф управления
К основным электрическим параметрам контактных машин относятся (ГОСТ 297—80) максимальный вторичный ток короткого замыкания I2к.зmax и номинальный длительный вторичный ток I2дл.н. Их значения даются при минимальных размерах вторичного контура (вылет, раствор).
Так как контактные машины работают в повторно-кратковременном режиме (с чередованием включения и выключения тока), то к основному параметру относят также показатель режима сварки, на который она рассчитана. Таким параметром является продолжительность включения ПВ, %:
![]()
где tсв — время пропускания тока, с; tп — пауза (отсутствие тока), с; tц — длительность цикла сварки, с. Продолжительность включения контактных машин следующая: для точечных машин — 20 и 50%; для многоточечных машин — 3,8 и 20%; для шовных — 50 %; для стыковых — 20 и 50%.
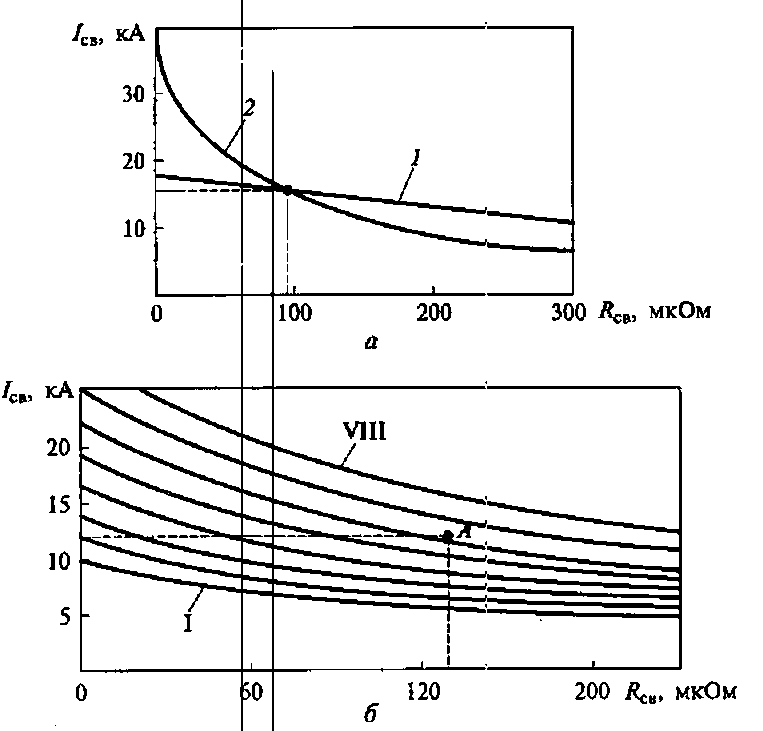
а - однофазной контактной машины: 1 — переменного тока; 2— с выпрямлением тока во вторичном контуре; б — нагрузочная характеристика машины МШВ-1601: А — расчетная точка; I —VIII — ступени трансформатора
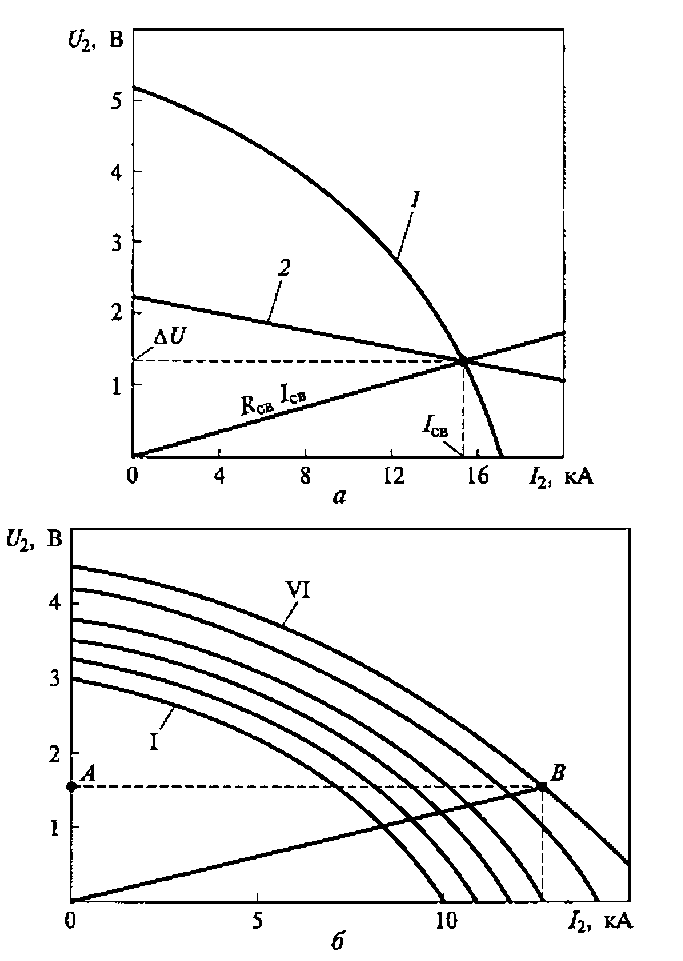
а — однофазной контактной машины: 1 — переменного тока; 2— с выпрямлением тока во вторичном контуре; б — машины МТ-1217: А, В — точки для выбора ступени; I—VI — ступени трансформатора
Важными параметрами контактных машин являются ее кратковременная мощность при данной продолжительности включения на номинальной (предпоследней) ступени и диапазон вторичных напряжений, тип реле времени и прерывателя.
Часто в технических характеристиках контактных машин приводятся нагрузочные (НХ) (рис. 5.3) и вольтамперные характеристики (ВАХ) (рис. 5.4), которые позволяют судить о технологических возможностях сварочной машины при сварке конкретных деталей и ее способности к саморегулированию при колебании сварочного сопротивления Так, например, при сварке на машине постоянного тока (рис. 5.3, а, кривая 2) большие колебания меньше отражаются на стабильности сварки, чем при сварке на машине переменного тока (рис. 5.3, а, кривая 2).
Вольт-амперные характеристики контактной машины позволяют судить) о стабильности процесса сварки. Например, круто падающие ВАХ машины свидетельствуют о малой чувствительности данной машины к изменениям Rсв при точечной сварке. При стыковой сварке оплавлением более целесообразны машины с пологопадающими характеристиками , так как только такие машины обеспечивают устойчивое оплавление. По ВАХ и НХ можно выбрать необходимую ступень трансформатора для сварки конкретных деталей. Так, например, если падение напряжения на свариваемых деталях при, заданном токе Iсв = 15кА и Rсв = 100 мкОм составляет U= Iсв Rсв = 15000100 • 10-6= 1,5 В (точка А на рис. 5.4, б), то пересечение перпендикуляра, проведенного из точки А, с перпендикуляром, соответствующим значению Iсв = 15 кА, дают точку В, соответствующую ступени трансформатора с напряжением 4,5 В,