9.4. Очистка газа от сероводорода и углекислоты Аминовая очистка газа
Для извлечения H2S и СО2 из нефтяного газа обычно применяют моноэтаноламин, что объясняется в основном его низкой стоимостью, высокой реакционной способностью, стабильностью, легкостью регенерации.
Основным недостатком этого сорбента является относительно высокое давление паров (при температуре +38° С 1,55 мм рт. ст.).
Основные свойства моноэтаноламина: плотность 1,02 г/см3; температура кипения 171 °С; молекулярная масса 61,1; растворимость в воде полная, в углеводородах нерастворим; применяют при концентрации не выше 15%.
На рис.9.5 приведена принципиальная схема очистки газов от сероводорода и углекислого газа. Процесс очистки по этой схеме осуществляется следующим образом. Газ, содержащий H2S и СО2, под давлением 1,39 МПа (14 кгс/см2) поступает в нижнюю часть коллектора (абсорбера), где происходит предварительная сепарация его от жидкости. Отсепарированный газ проходит затем 16 тарелок абсорбера, на которые сверху подают регенерированный моноэтаноламин. Поглощая H2S и СО2, он перетекает в низ абсорбера, а очищенный газ через верхний патрубок поступает в магистральный газопровод. Насыщенный сероводородом и углекислым газом моноэтаноламин из нижней части абсорбера поступает в теплообменник 4, где предварительно нагревается горячим регенерированным моноэтаноламином. Затем насыщенный моноэтаноламин поступает в пароподогреватель (ребойлер) 6, из которого с температурой 125 °С разливается на тарелки десорбера, где поддерживается нормальное давление.
Рис.9.5.
Принципиальная схема очистки
газа
от сероводорода и углекислого газа
моноэтаноламином:
1 — абсорбер; 2
— тарелки; 3,4,8 — теплообменники
(холодильники); 5 — насос для подачи
регенерированного моноэтаноламина;
6— рибойлер (пароподогреватель);
7—ре-генерационная колонна; 9 — насос
для подачи конденсата; 10 — сепаратор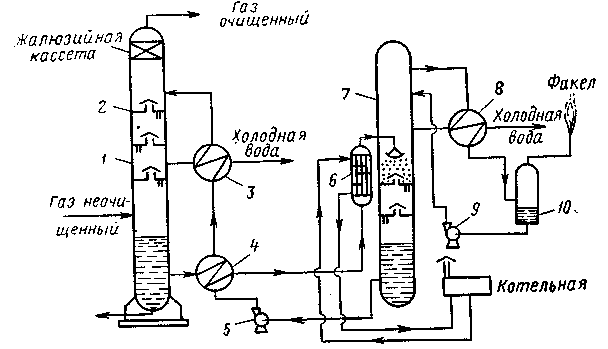
Избыток воды и растворенные в моноэтаноламине сероводород и углекислый газ при этой температуре на тарелках в десорбере быстро испаряются и выходят через верх десорбера в холодильник 8 и затем в сепаратор 10. Здесь происходит конденсация паров моноэтаноламина, а газы H2S и СО2 сбрасываются на факел или поступают на специальные установки для получения из сероводорода элементарной серы.
Концентрированный моноэтаноламин из сепаратора 10 забирается насосом 9 и вновь нагнетается в десорбер, что предотвращает потери моноэтаноламина.
Регенерированный моноэтаноламин забирается насосом 5 с низа десорбера и через теплообменник 4 и холодильник 3 вновь подается на тарелки абсорбера (контактора).
Очистка гидроокисью железа
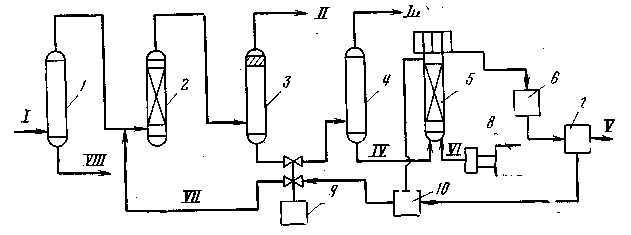
При очистке газа с небольшим содержанием H2S (до 0,5%) и при высоком содержании СО2 использование аминовой очистки связано со значительными энергозатратами. При этом в большинстве случаев невозможно получать серу как товарный продукт. В этом случае экономически целесообразно использовать схемы (рис.9.6), позволяющие селективно извлекать сероводород с помощью водного раствора гидроокиси железа. Газ, содержащий H2S, поступает в сепаратор 1, где от него отделяется жидкая фаза (углеводородный конденсат, конденсационная и пластовая вода). После сепаратора 1 в газовый поток вводят водный раствор гидроокиси железа.
Так как в основе процесса извлечения H2S лежит химическая реакция, то это позволяет с успехом применять прямоточные абсорбционные аппараты, что упрощает обслуживание всей установки.
Д
Рис.9.6. Технологическая
схема очистки газа от сероводорода
растворами на основе гидроокиси железа:
1,
3 — сепараторы; 2 — прямоточный абсорбер;
4 — дегазатор; 5 — регенератор; 6 —
сборник серной пены; 7 — емкость отстоя
серного шлама; 8—компрессор; 9 —
насос-турбина; 10 — емкость регенерированного
раствора; I
— неочищенный газ; II
— очищенный газ; III
— газ дегазации; IV
— раствор сульфида железа; V—серный
шлам; VI
— воздух; VII
— раствор гидроокиси железа; VIII
— конденсационная жидкость