

Способы изготовления деталей из пластмасс в вязкотекучем состоянии
В зависимости от физического состояния полимерных материалов, их технологических свойств и других факторов все способы переработки пластмасс в детали наиболее целесообразно сгруппировать следующим образом:
а) переработка в вязкотекучем состоянии (прессованием, литьем под давлением, выдавливанием);
б) переработка в высокоэластичном состоянии (пневмо-и вакуум-формовкой, штамповкой);
в) получение деталей из жидких полимеров различными способами формообразования;
г) переработка в твердом состоянии разделительной штамповкой и обработкой резанием;
д) получение неразъемных соединений сваркой, склеиванием;
е) различные способы переработки (спекание, напыление).
В большинстве случаев детали изготовляют из пластмасс, находящихся в вязкотекучем состоянии, способами прессования, литья, выдавливания.
1) Прямое (компрессионное) прессование – один из основных способов получения деталей из реактопластов.
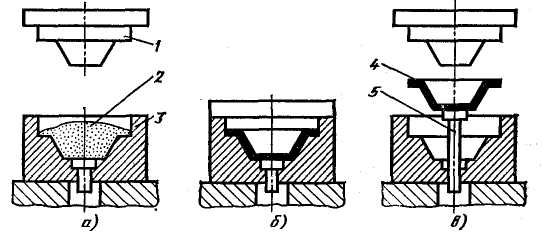
Рис. 21.2. Схемы прямого прессования
Температура и давление прессования зависят от:
– вида перерабатываемого материала,
– формы и размеров изготовляемой детали.
Нагрев пресс-форм осуществляют обычно электрическим нагревателем.
Прессование выполняют на гидравлических прессах.
Прямым прессованием получают детали средней сложности и небольших габаритных размеров из термореактивных материалов с порошкообразным и волокнистым наполнителями.
2) Литьевое прессование отличается от прямого тем, что прессуемый термореактивный материал загружают в специальную загрузочную камеру 2 (рис. 21.3). Под действием теплоты от пресс-формы прессуемый материал превращается в вязкотекучее состояние и под давлением со стороны пуансона 1 выжимается из загрузочной камеры 2 в полости матрицы пресс-формы через специальное отверстие в литниковой плите 3. После отвердения пресс-форму разъединяют и готовые детали 4 извлекают из матрицы 5.
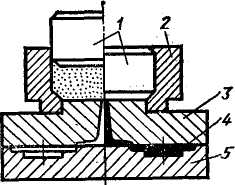
Рис. 21.3. Схема литьевого прессования
Литьевое прессование позволяет получать детали сложной формы с глубокими отверстиями, в том числе резьбовыми.
Недостатки
– повышенный расход пресс-материала,
– пресс-формы сложнее по конструкции и дороже пресс-форм для прямого прессования.
Листы и плиты из термореактивных материалов прессуют пакетами на прессах. Заготовки материала (из хлопчатобумажной ткани, стеклоткани и т. д.) пропитывают смолой и укладывают между горячими плитами прессов.
Трубы, прутки круглого и фасонного сечения получают прессованием термореактивного материала через калиброванное отверстие пресс-формы.
3) Литье под давлением.
Для предотвращения нагревания выше 50–70 °С в процессе литья пресс-форма охлаждается проточной водой. После затвердевания материала пресс-форма размыкается и готовая деталь с помощью выталкивателей извлекается из нее. Широко применяют также литьевые машины с червячной пластикацией материала, в которых вместо поршня 7 используют вращающиеся червяки.
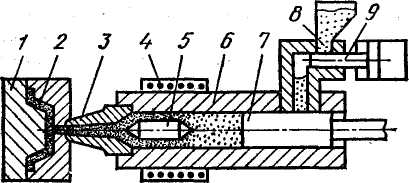
Рис. 21.4. Схема литья под давлением
Литьем под давлением получают детали сложной конфигурации с различными толщинами стенок, ребрами жесткости, резьбами и т. д.
Производительность литья в 20–40 раз выше производительности прессования, поэтому литье под давлением является одним из основных способов переработки пластических масс в детали.
Литьем под давлением получают также детали из отдельных термореактивных материалов (с хорошей вязкотекучестью).
4) Центробежное литье применяют для получения крупногабаритных и толстостенных деталей (кольца, шкивы, зубчатые колеса и т. п.).
5) Выдавливание (или экструзия) отличается от других способов переработки термопластов непрерывностью, высокой производительностью и тем, что на одном и том же оборудовании можно получить разнообразные детали (рис. 21.5, б). Выдавливание осуществляют на специальных червячных машинах-автоматах.
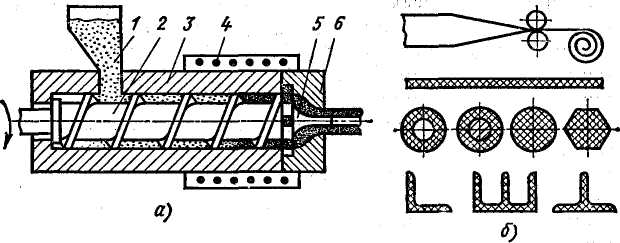
Рис. 21.5. Непрерывное выдавливание:
а – схема установки; 6 – профили получаемых деталей
Для нанесения защитных покрытий из полимерных материалов через насадную головку пропускают проволоку или кабель.
В машинах с частотой вращения червяка до 1000 мин–1 материал расплавляется только вследствие трения частиц порошка между собой, трения о стенки цилиндра и червяка.
Детали для широкого потребления (тара, емкости и т. д.) из термопластичных материалов изготовляют различными способами формования (раздув сжатым воздухом, ротационное литье, литье под низким давлением и т.д.). Используют высокопроизводительное и автоматизированное технологическое оборудование.