

2.5.2. Допуски калибров для контроля гладких цилиндрических деталей
Калибры обозначаются:
ПР – рабочий проходной калибр;
НЕ – рабочий непроходной калибр;
К-ПР – контрольный калибр для проходной стороны рабочего калибра-скобы;
К-НЕ – контрольный калибр для непроходной стороны рабочего калибра-скобы;
К-И – контрольный калибр для проверки износа рабочего проходного калибра–скобы.
Допуски калибров нормированы СТ СЭВ 157 ²Калибры гладкие для размеров 500 мм. Допуски². Схема расположения полей допусков рабочих и контрольных калибров приведена на рис. 2.5.
стандарт устанавливает:
допуски на изготовление:
H – рабочих калибров (пробок) для отверстий; HS – тех же калибров, но со сферическими измерительными поверхностями; H1 – рабочих калибров (скоб) для валов; HP – контрольных калибров для скоб;
отклонение середины поля допуска на изготовление проходного калибра:
z – для отверстия; z1 – для вала.
допустимый выход размера изношенного проходного калибра за границу поля допуска изделия:
Y – для отверстия; Y1 – для вала.
Номинальным размером калибра является предельный размер детали. Например, отклонения +5, -3, -11 проходной скобы (см. рис. 2.5) отсчитываются от наибольшего размера вала (69,970 мм), а отклонения +4, -4 непроходной скобы отсчитываются от наименьшего размера вала (69,924 мм).
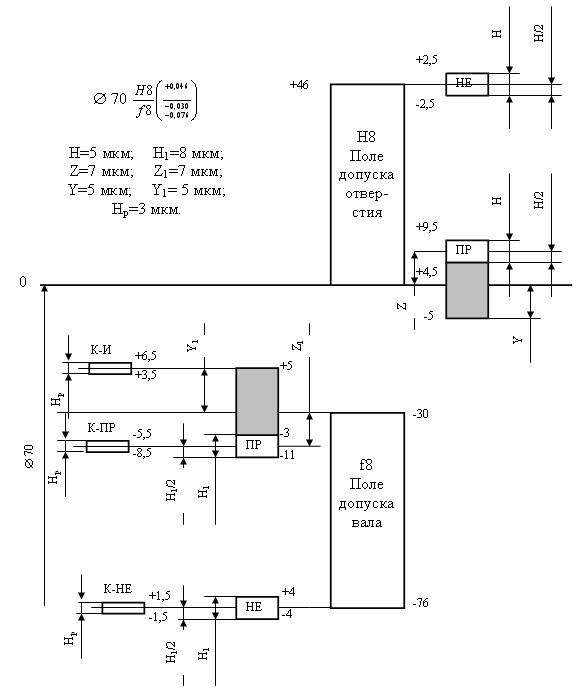
Рис.2.5. Схема расположения полей допусков калибров
2.6. Контрольные вопросы к разделу 2
1. Дайте определение технического контроля и контроля качества.
2. В чем заключается сущность контроля?
3. Перечислите виды контроля в зависимости от стадии существования продукции.
4. Какой контроль осуществляется в процессе производства продукции?
5. Как классифицируется контроль по полноте охвата?
6. В чем сущность разрушающего и неразрушающего контроля?
7. В чем разница органолептического и визуального контроля?
8. Как различается контроль в зависимости от уровня технической оснащенности?
9. Какие типы калибров Вы знаете?
10. В чем различие нормальных и предельных калибров?
11. Как контролируют диаметр гладких валов и отверстий?
12. Для чего предназначены рабочие и контрольные калибры?
13. В чем заключаются достоинства и недостатки регулируемых скоб?
14. Как устанавливается годность деталей при контроле их калибрами?
15. В чем заключается отличие контроля деталей калибрами от измерения?
16. Почему для непроходных калибров не установлены допуски на износ?
17. Каково значение плоскопараллельных концевых мер длины и какова их точность?
18. Почему блок концевых мер должен состоять из возможно меньшего числа плиток?
19. Назовите цену деления шкалы и пределы измерения вертикального оптиметра?
3. Меры длины и плоского угла
3.1. Штриховые меры длины
Согласно ГОСТу 12069 штриховые меры длины предназначены для:
применения в качестве шкал приборов и станков для измерения линейных размеров и перемещений;
использования в качестве рабочих мер для регулировки, настройки и проверки точности измерительных приборов и перемещений в станках;
непосредственного измерения длины и перемещений в станках;
проведения поверки мер длины, шкал приборов и станков.
Штриховые меры длины изготавливаются в виде брусков четырех типов с различными формами поперечного сечения (табл. 3.1).
Пример условного обозначения брусковой штриховой меры длины типа I A), класса точности 0, номинальной длины 1000 мм:
Штриховая мера длины IA - 0 - 1000 ГОСТ 12069 - 90.
Штриховые меры длины могут изготавливаться однозначными или многозначными. Однозначная штриховая мера имеет два штриха, расстояние между которыми определяет длину шкалы меры. Штрихи должны быть расположены от торца меры больше, чем на 10 мм.
Многозначная штриховая мера имеет ряд штрихов, нанесенных через дециметр, сантиметр или миллиметр по всей длине меры или на отдельных ее участках. Допускается изготовление мер с интервалами менее 1 мм.
Шкалы наносят на нейтральной плоскости мер типа I, на верхней поверхности мер типов II и III и на боковой поверхности меры типа IV.
Штриховые меры длины изготавливают из стали, например ЭИ – 792 (нержавеющая), или из оптического стекла марок Ф8, Ф18, борного стекла (оконного) или кварцевого стекла.
Общую длину и цену деления шкалы штриховых мер поверяют путем сравнения с образцовыми штриховыми мерами на специальных оптических приборах - компараторах, которые имеют отсчетные микроскопы с ценой деления 0.001 мм. Допускаемые отклонения D длины штриховых мер, установленных в горизонтальном положении, можно рассчитать в зависимости от номинального значения L интервала шкалы и различных классов точности меры последующим формулам:
для 0 класса - D=(0.5 + 0.5L); для 1 класса - D=(1 + L);
для 2 класса - D=(2 + 2L); для 3 класса - D=(5 +5L);
для 4 класса - D=(10 + 15L); для 5 класса - D=(20 + 30L).
Здесь отклонение D в микрометрах, номинальное значение длины меры L в метрах.
Таблица 3.1