

В иды стружки и условия ее образования
Классификация стружки: сливная, скалывания (суставчатая), элементная и надлома.
Стружка скалывания состоит из отдельных элементов. Поверхность стружки, контактирующая с передней поверхностью резца, гладкая. Она образуется в результате обработки сталей и других пластичных материалов при большой толщине срезаемого слоя, относительно низкой скорости резания и небольшом переднем угле лезвия. При уменьшении толщины среза, повышении скорости резания и увеличении переднего угла отдельные элементы стружки станут менее отчетливыми и будут сходить без зазубрин на ее внешней стороне (сливная стружка). Если увеличить толщину среза, уменьшить скорость резания и передний угол , отдельные элементы стружки будут менее связными, т.е. образуется элементная стружка. Эти три вида стружки получаются при обработке пластичных металлов.
В случае обработки хрупких материалов при больших толщинах среза и больших углах происходит вырывание или откалывание крупных частиц металла неправильной формы. Получаемая при этом стружка называется стружкой надлома (обработка чугуна).
7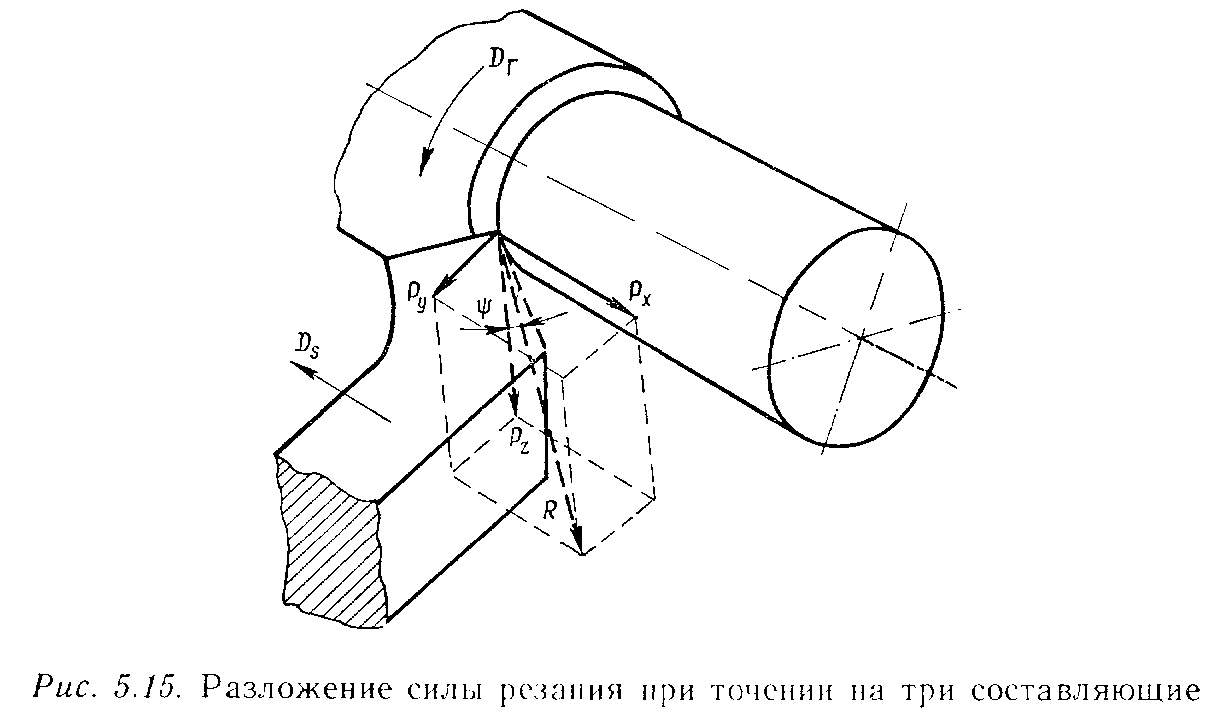
Сопротивление, сила, работа и мощность резания
Суммарную
равнодействующую всех сил, действующих
на резец со стороны обрабатываемого
металла, можно назвать силой сопротивления
резанию (стружкообразованию) R=![]() .
Где: Рz
– сила резания, или тангенциальная
сила, касательная к поверхности резания
и совпадающая с направлением главного
движения; Рх
– осевая сила, или сила подачи, действующая
параллельно оси заготовки в направлении,
противоположном движению подачи; Ру
– радиальная сила, направленная
перпендикулярно к оси обрабатываемой
заготовки.
.
Где: Рz
– сила резания, или тангенциальная
сила, касательная к поверхности резания
и совпадающая с направлением главного
движения; Рх
– осевая сила, или сила подачи, действующая
параллельно оси заготовки в направлении,
противоположном движению подачи; Ру
– радиальная сила, направленная
перпендикулярно к оси обрабатываемой
заготовки.
На силы резания влияют следующие факторы: обрабатываемый материал, глубина резания, подача, передний угол (угол резания), главный угол в плане, радиус закругления при вершине, смазочно-охлаждающие технологические среды, скорость резания и износ инструмента.
Во избежание смещения резца от действия сил Ру и Рх он должен быть прочно закреплен в резцедержателе. Напряжения, вызванные в державке силами Рz, Ру и Рх, не должны повышать напряжений, допускаемых материалом державки по его прочности и жесткости. Большие напряжения создаются и в режущей части инструмента, поэтому сила Рz должна быть меньше силы, допустимой для режущей части резца.
Сила резания может быть рассчитана по формуле: Р=СрtХрSУpНВZp, где коэффициент Ср и показатели степени хр, ур и zр для всех трех составляющих силы резания – справочные величины (Грановский 177). Полученные значения составляющих сил резания необходимо умножить на поправочные коэффициенты, учитывающие влияние: а) главного угла в плане ; б) радиуса r0 закругления вершины резца; в) максимального линейного износа h3мах.
Работа резания в общем случае (в джоулях) рассчитывается по формуле: W=PzL, где Рz – сила резания, действующая в направлении скорости резания (Н); L – путь, проходимый режущим инструментом, м.
Эффективную мощность, Вт, затрачиваемую на резание, рассчитывают по уравнению Ne=Р/60, где - скорость резания, м/мин; Р=Рz – сила резания, Н. С учетом КПД станка легко подсчитать и необходимую (расчетную) мощность электродвигателя: Nэл=Ne/.
8