

Деформация и напряжения при резании
Стружкой называется металл, срезанный с заготовки режущим инструментом.
Процесс резания (стружкообразования) – сложный физический процесс, при котором возникают и упругие и пластические деформации (сжатия, растяжения, сдвига); этот процесс сопровождается большим трением, тепловыделением, наростообразованием, завиванием и усадкой стружки, повышением твердости деформируемых слоев металла и износом режущего инструмента.
П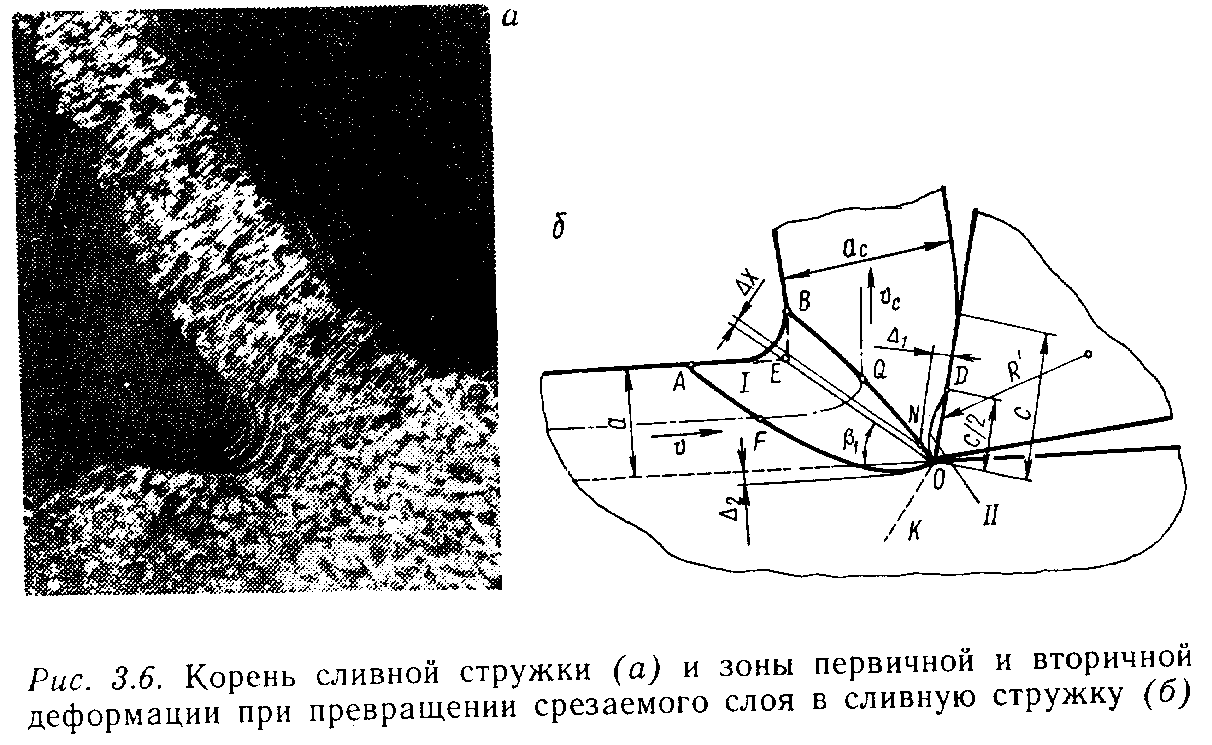 од
действием режущего инструмента срезаемый
слой подвергается сжатию. Процессы
сжатия и растяжения сопровождаются
упругими и пластическими деформациями.
Пластическое деформирование заключается
в сдвиге одних слоев относительно других
по плоскостям скольжения, которые
совпадают в основном с направлением
наибольших сдвигающих напряжений.
Сдвиги происходят между отдельными
частицами кристаллического зерна
(монокристалла) и между самими зернами
в поликристалле; в результате сдвигов
изменяется форма зерен, их размер и
взаимное расположение. Процесс
пластического деформирования
сопровождается большим тепловыделением
и изменением свойств металла; одним из
таких изменений является повышение
твердости (а следовательно, и хрупкости).
од
действием режущего инструмента срезаемый
слой подвергается сжатию. Процессы
сжатия и растяжения сопровождаются
упругими и пластическими деформациями.
Пластическое деформирование заключается
в сдвиге одних слоев относительно других
по плоскостям скольжения, которые
совпадают в основном с направлением
наибольших сдвигающих напряжений.
Сдвиги происходят между отдельными
частицами кристаллического зерна
(монокристалла) и между самими зернами
в поликристалле; в результате сдвигов
изменяется форма зерен, их размер и
взаимное расположение. Процесс
пластического деформирования
сопровождается большим тепловыделением
и изменением свойств металла; одним из
таких изменений является повышение
твердости (а следовательно, и хрупкости).
Режущий клин действует на срезаемый слой толщиной а на контактной площадке шириной С. Сила R, с которой инструмент передней поверхностью давит на срезаемый слой, получила название силы стружкообразования. Линия ОК разграничивает области сжимающих (слева от ОК) и растягивающих (справа от ОК) напряжений в обрабатываемом материале ниже поверхности резания.
Зона I, обозначенная ОАВNО и расположенная перед передней поверхностью инструмента, является зоной первичной деформации. Нижняя граница ОА зоны I вогнута и пересекает продолжение поверхности резания. Правее линии ОВ находятся зерна стружки, а левее линии ОА – недеформированные зерна материала срезаемого слоя. Зерно материала срезаемого слоя проходит по траектории FQ и сильно деформируется. Деформация зерна заканчивается в точке Q, и оно приобретает скорость с, равную скорости стружки.
Линией ОА показана поверхность сдвига (скольжения), на которой сдвигающие напряжения равны пределу текучести с материала на сдвиг. Вся зона ОАВNО делится на подобные поверхности, на каждой из которых сдвигающие напряжения равны пределу текучести материала, уже получившего упрочнение в результате предшествующей деформации.
В результате взаимодействия поверхности стружки с поверхностью инструмента, зерна стружки продолжают деформироваться и после их выхода из зоны первичной деформации. Так возникает зона II вторичной деформации стружки, ограниченная передней поверхностью инструмента и линией OND. Ширина OD этой зоны приблизительно равна половине ширины площадки контакта С, а максимальная ее толщина 1 составляет примерно 0,1 ас. Степень деформации зерен во II зоне может в 20 и более раз превышать среднюю деформацию стружки.
Размеры зоны вторичной деформации и степень деформации зерен в этой зоне определяются силами трения на контактных поверхностях стружки и инструмента. Чем меньше силы трения, тем меньше размеры зоны II и деформация в ней зерен.