

Квадратное (а); полукруглые (б, в); прямоугольное (г); ромбовидное (д).
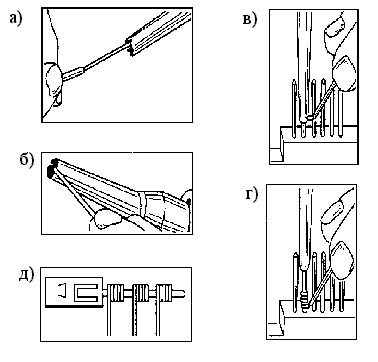
Рис.14.2. Последовательность операций при навивке: снятие изоляции (а);
Закладка провода в паз инструмента (б); навивка провода на штырь(в);снятие (отвод) инструмента со штыря (г);соединение, полученное навивкой (накруткой) (д).
упора и загибают, затем насаживают накручивающий инструмент на штырь. Весь процесс накрутки занимает около 3 с, причем собственно накрутка продолжается от 0,1 до 0,3 с.
При изготовлении соединений накруткой применяются полуавтоматические монтажные машины и автоматы. Автомат для накрутки работает от бухты провода, при этом обрезка и снятие изоляции происходит также автоматически.
Производительность автомата составляет от 500 до 1000 накруток в час. При работе с автоматом необходимо соблюдать следующие условия:
все контакты должны лежать в одной плоскости;
шаг должен быть стандартным (шаг – расстояние между центрами соседних витков);
штыри должны иметь единые размеры;
допуски на расстояния между всеми штырями должны иметь величины, обеспечиваемые автоматом.
При монтаже накруткой для повышения надежности соединений часто используют так называемое «модифицированное соединение». Отличается оно от обычного добавлением к виткам из неизолированного провода, соединяющимся со штырем, одного-двух витков провода с изоляцией у основания штыря. Это несколько увеличивает высоту соединения и его объем, но дает ряд преимуществ. Изоляция уменьшает концентрацию напряжения в точке, где провод касается грани штыря, и поэтому при модифицированном соединении поломка провода у первого витка соединения при вибрациях и перемещениях штырей менее вероятна.
Возможно соединение накруткой и для многожильного провода. Тогда провод не накручивают, а залуживают, и только после этого используют так называемое «бандажирование», представляющее собой соединение провода со штырем, имеющим острые кромки, при котором провод располагают параллельно штырю, вдоль его широкой поверхности. Затем провод крепят к штырю с помощью нескольких витков бандажной проволоки. Каждый виток проволоки «запирается» на двух углах штыря. С помощью бандажирования можно соединять штыри между собой, штырь с шиной и т.п.
Преимущества контактирования накруткой:
отсутствие нагрева, припоя, флюсов и необходимости удаления остатков флюсов, продуктов флюсования и пайки;
достаточно хорошая ремонтоспособность соединений;
возможность автоматизации монтажа объемным проводом.
Тем не менее метод монтажа накруткой не нашел широкого применения из-за его
недостатков:
велик объем, занимаемый контактом (особенно по высоте);
необходимы специальные меры для разгрузки ячеек и других узлов от усилий, возникающих при накрутке (один-полтора кг для провода диаметром 0,5мм);
контактное сопротивление при накрутке получается большим, чем при пайке и сварке;
низкий уровень автоматизации, из-за невозможности реализации групповой технологии.