

Контактолы в виде ненаполненных полимеров.
Перспективной альтернативой контактолам на основе ЭПКМ 1-й группы (наполненным полимерам) являются электропроводящие полимеры 2-й группы, проводимость которых получают за счет образования сопряженных систем путем внутренних превращений в макромолекулах самих полимеров. Механизм электропроводности таких полимеров еще не до конца изучен, хотя и получены полимеры с v < 10-4 Ом·см. Однако, исследования последних десятилетий позволили сформулировать основные принципы синтеза электропроводящих полимеров. В частности для синтеза в этом случае необходимо наличие: длинной последовательности сопряженных двойных связей или формы непрерывной системы -электронов (в макромолекулах) по всему материалу; жесткой, лучше всего сшитой, структуры макромолекул; определенной концентрации несвязанных свободных электронов, распределенных по структуре молекул (с возможностями переходов от одной макромолекулы к другой). Большую практическую значимость представляют ЭПКМ 2-й группы, полимеризующиеся под действием излучений (ИК и УФ диапазонов), как более технологичные для ИМЭ.
Использование высокоэлектропроводящих полимеров позволит создать не только ЭК с малым v, но и проводники с минимальными потерями, что обеспечит экономную передачу и использование электроэнергии.
Получение соединений накруткой.
Соединения накруткой впервые испытаны в промышленном масштабе в 1950 г. и описаны в работе Келлера в 1952 г. В настоящее время они применяются во всем мире преимущественно для межузлового монтажа. Соединения получаются путем накрутки (навивки) под натягом определенного числа витков провода вокруг жесткого вывода без изоляции, имеющего 2 или более острых ребра.
Число витков провода при накрутке составляет от 4 до 8, диаметр провода составляет 0,4-1,6 мм. В каждой накрутке создается от 20 до 30 контактных соединений, т.к. достаточно большое срезающее усилие разрушает оксидную пленку на проводе и выводе (штыре), образуя надежные контактные поверхности.
Следует отметить, что два первых и два последних витка накрутки могут не давать надежного контактного соединения, поэтому количество эффективных точек контакта провода со штырем определяют как сумму всех точек соприкосновения провода со штырем за вычетом четырех. Поперечные сечения штырей для навивки представлены на рис.14.1. Так, например, при получении соединения четырехгранного штыря с шестью витками провода количество эффективных контактных точек N составляет 20, с четырьмя – 12, в соответствии с расчетом по формуле:
![]()
где n – число ребер штыря, m – число витков провода.
Для получения соединений таким способом необходимо удалить с соединяемых поверхностей окислы и загрязнения и образовать механическим методом между ними контакт. В реальных условиях для этого нужны значительные пластические деформации. Когда провод накручивается на штырь, оба они пластически деформируются в точках контакта на острых гранях штыря. Среднее давление между проводом и штырем в точках контакта составляет около (1,8-2,0) Н/м2, что значительно превосходит требования для образования проволочного соединения. Последовательность операций при навивке показана на рис.14.2.
Натяжение провода при накрутке достаточно велико для разрушения окисной пленки на штыре и на навиваемом проводе, а также для обеспечения пластической деформации при вдавливании провода по граням штыря в точках контакта. В этих точках возникают центры «схватывания» между двумя поверхностями и образуется газонепроницаемое соединение в результате создания условий для протекания диффузии и образовании холодносварного соединения.
Качество соединения, выполненного накруткой, зависит от многих факторов. Важно правильно выбрать форму, диаметр, материал провода и штыря, конструкцию рабочего инструмента, соблюдать технологию. При этом для накрутки используются одножильные провода диаметром от 0,2 до 1,6 мм (из меди, алюминия либо никеля). Монтажные штыри должны обладать достаточной прочностью на скручивание, чтобы выдерживать вращающий момент, возникающий при навивке. Они изготавливаются из сплавов бериллий-медь, медь-никель, луженой и нелуженой латуни, плакированной стали, фосфористой бронзы и др. Прочность на растяжение материала штыря должна быть больше или равной 47 кГ·с/мм2, а твердость по Бринелю не менее 140 кГс·/мм2. При выполнении накрутки в ручном производстве используют накручивающий электрический либо пневматический пистолет. Сначала с провода на определенной длине снимают изоляцию. Оголенный конец провода вставляют в отверстие накручивающей насадки до
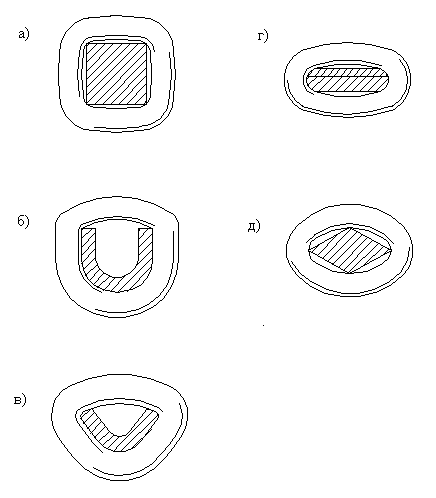
Рис.14.1. Поперечное сечение штырей для навивки монтажных проводов: