

Влияние углов инструмента на процесс резания
Углы режущей части резца, как и любого другого инструмента, оказывают большое влияние на процесс резания. Правильно назначив углы резца, можно значительно уменьшить интенсивность его изнашивания, силы, затрачиваемые на процесс резания и мощность станка.
От углов также зависит качество обработанной поверхности и производительность обработки.
Задний угол α служит для уменьшения трения между задней поверхностью лезвия и поверхностью резания. Однако увеличение заднего угла снижает прочность лезвия, поэтому при выборе угла α необходимо учитывать свойства обработанного материала, инструмента и условия резания. При обработке вязких материалов применяют резцы с большими углами α. При обработке твердых и хрупких материалов, а также при большом сечении срезанного слоя выбирают меньшие углы. Для различных условий токарной обработки угол α обозначают в пределах от 6о до 12о.
Передний угол γ оказывает большое влияние на процесс резания материала. С увеличением переднего угла уменьшается работа, затрачиваемая на процесс резания, улучшаются условия скорой стружки и повышается качество обработанной поверхности. Вместе с тем увеличение переднего угла приводит к снижению прочности режущего клина и увеличению его износа вследствие выкрашивания и менее интенсивного теплоотвода. Поэтому при обработке твердых и хрупких материалов применяют небольшие передние углы, а при обработке мелких и вязких материалов углы увеличиваются. При обработке закаленных сталей твердосплавным инструментом, а также при прерывистом резании для увеличения прочности лезвия назначают отрицательным углом γ. В зависимости от механических свойств обрабатываемого и инструментального материалов и от формы передней поверхности углы γ назначают в пределах от – 10о до +20о.
Главный угол в плане γ существенно влияет на стойкость режущего инструмента и на шероховатость обработанной поверхности. С уменьшением угла γ уменьшается шероховатость. Одновременно с уменьшением угла γ длина активной части главной режущей кромки (ширина срезаемого слоя и уменьшается толщина, что приводит к снижению тепловой и силовой нагрузки на резец x и, следовательно, к уменьшению износа инструмента. Однако при малых значениях угол γ резко увеличивается составляющая сила резания перпендикулярно оси заготовки, что приводит к ее прогибу. Возможно возникновение вибраций, в результате чего ухудшается качество обработанной поверхности и увеличивается износ инструмента. Угол γ назначают от 30о до 90о в зависимости от вида обработки, типа резца, жидкости, заготовки и инструмента. При обработке деталей малой жесткости угла γ берут близким или = 90о.
Вспомогательный угол в плане γ1 служит для уменьшения трения вспомогательной задней поверхности об обрабатываемую поверхность. С уменьшением угла γ1 уменьшается шероховатость обработанной поверхности, увеличивается прочность вершины лезвия и снижается износ инструмента. Для проходных резцов обрабатывающих жесткие заготовки без врезания угол γ1 в пределах от 5о до 10о; при обработке заготовок малой жесткости и при работе с врезанием – угол γ от 30о до 45о.
Угол наклона главной режущей кромки λ определяет направление схода стружки. При λ = 0 стружка сходит в направлении главной секущей плоскости перпендикулярно главной режущей кромки. При λ > 0 стружка сходит к обработанной поверхности. При λ < 0 стружка сходит к обрабатываемой поверхности. Положительный угол λ служит также для упрочнения режущей кромки, т.к. в момент врезания ударная сила приходится не на вершину лезвия, а на более прочное место режущей кромки, удаленное от вершины. При чистовой обработке принимать угол λ положительным не рекомендуется, т.к. стружка может наматываться на заготовку и царапать обработанную поверхность. Поэтому при чистовой обработке угол λ отрицательный (до – 5˚), а при черновой обработке, когда нагрузка на резец большая и качество обработанной поверхности не имеет особого значения угол λ положительный (до + 5о).
Значения углов α и γ изменяется в процессе резания, при установке вершины лезвия выше или ниже оси вращения заготовки (линии центров), а значение углов в плане γ и γ1 изменяется в зависимости от расположения оси резца относительно оси заготовки.
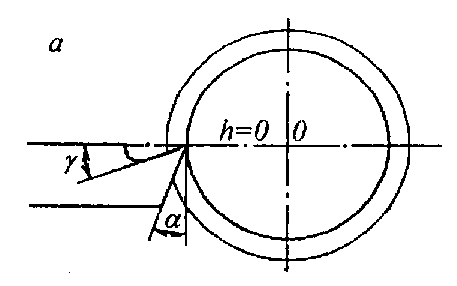

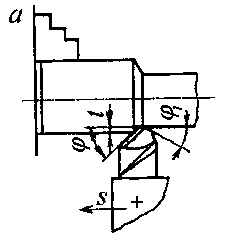
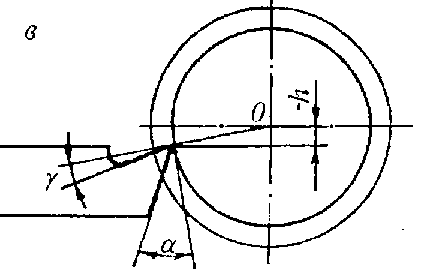

Рис.1.9. Изменение углов при установке токарного проходного резца по высоте заготовки (а), выше (б) и ниже (в) оси заготовки, под углом τ≠90° (г).
Т.о. установка резца на станке должна соответствовать расчетным значениям его углов. Изменения в установке резца учитывают при заточке.