

5. Точение.
5.1. Типы резцов и их назначение.
Резцы можно классифицировать:
1) по применению на станках: токарные, автоматные, расточные, строгальные, долбежные, для станков с ЧПУ и автоматических линий и т.д.
2) по виду и характеру обработки: проходные, подрезные, отрезные, расточные, резьбовые и т.д.
3) по форме лезвия: резцы общего назначения для обычной токарной обработки, фасонные. Первые имеют обычно одно прямолинейное главное режущее лезвие, а вторые – фасонные.
4) по направлению подачи к расположению главного режущего лезвия: правые, левые.
5) по конструкции головки: прямые, отогнутые, изогнутые, с оттянутой головкой.
6) по роду материала, из которого изготовлена рабочая часть: быстрорежущие, цельные и сварные, твердосплавные, напаянные и с механическим креплением, а также алмазные, эльборовые, лейкосапфировые и др. резцы с креплением кристаллов зачеканкой, прессовкой и механическим способом.
Наиболее широко в приборостроении при обработке труднообрабатываемых сплавов и неметаллических материалов применяются твердосплавные резцы (группа ВК), а также резцы, оснащенные кристаллами из синтетических сверхтвердых материалов.
7) по форме сечения державки резцов: на прямоугольные, круглые, квадратные и т.д.
8) по установке относительно обрабатываемой детали: радиальные, тангенциальные.
Проходные прямые и отогнутые резцы применяют для обработки наружных поверхностей.
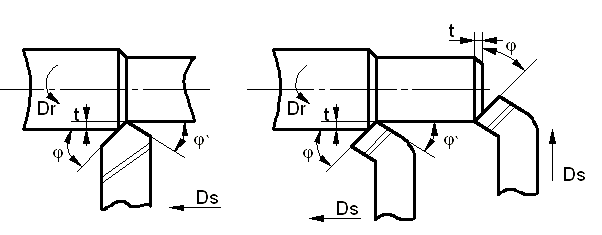
Значение геометрических и конструктивных элементов этих резцов выбирают по нормам и ГОСТ, исходя из условия обработки. Для прямых резцов обычно главный угол в плане φ = 45о…60о, а вспомогательный угол в плане φ1 = 10о…15о. У проходных отогнутых резцов угол в плане φ = φ1 = 45о. Эти резцы работают как проходные с продольным движением подачи и как подрезные с поперечным движением подачи.
Для одновременной обработки цилиндрической поверхности и торцовой плоскости применяют проходные упорные резцы.
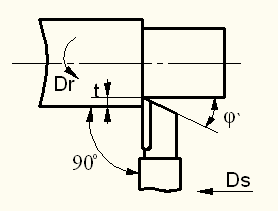
Резец работает с продольным движением подачи. Главный угол в плане φ = 90о. Таким проходным резцом рекомендуется обрабатывать нежесткие валы, потому что радиальная составляющая силы резания Ру = 0, что снижает деформацию заготовки.
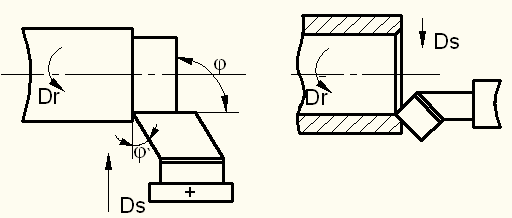
Подрезные резцы применяют для подрезания торца заготовки. Они работают с поперечным движением подачи инструмента по направлению к центру или от центра заготовки.
Расточные резцы используют для растачивания отверстий, предварительно просверленных или полученных штамповкой или литьем. Применяют два типа расточных резцов:
проходные – для сквозного растачивания;
упорные – для глухого растачивания.
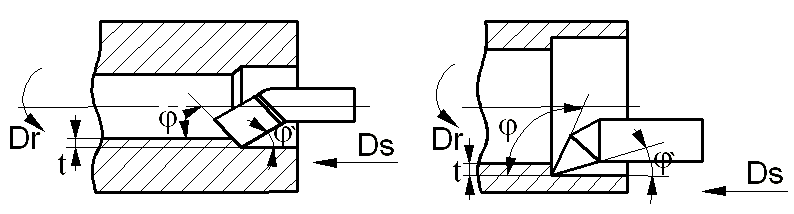
Резцы различаются формой лезвия:
у проходных расточных резцов угол в плане φ = 45о…60о,
у упорных – φ несколько больше 90о.
Крепежная часть расточных резцов имеет конусную форму с диаметром, увеличивающимся от лезвия к зажимной части, которую делают квадратной или прямоугольной.
Расточные резцы работают при больших вылетах из резцедержателя, что не позволяет стержневому резцу снимать стружку с большой площадью поперечного сечения. При растачивании глубоких отверстий применяют расточные резцы, закрепленные в специальных оправках. Расточные резцы, используемые для работы на револьверных станках и автоматах, также крепятся в специальных оправках, которые обеспечивают регулирование вылета резца.
Отрезные резцы применяют для разрезания заготовок на части, отрезания обработанной заготовки и для протачивания канавок. Отрезные резцы работают с поперечным движением подачи.
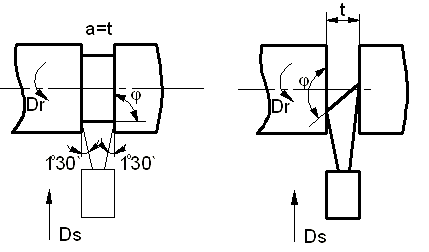
а) б)
Отрезной резец (а) имеет главную режущую кромку, расположенную под углом φ = 90о и две вспомогательные с углом φ1 = 1…2о. Для уменьшения трения в процессе резания вспомогательные задние поверхности затачивают под углом φ1 = 1о3ʹ. У стандартных отрезных резцов ширина режущей кромки а = 10…30 мм и выбирается в зависимости от диаметра заготовки по формуле:
А = 0,6D0,5
При отрезании детали резцом с прямой главной режущей кромкой (φ = 90о), на отрезанной заготовке остается шейка, поэтому приходится дополнительно подрезать торец заготовки. Для исключения этой операции применяют отрезные резцы с наклонно-режущей кромкой (б).
Резьбовые резцы служат для нарезания наружной и внутренней резьбы любого профиля (прямоугольного, треугольного, трапецеидального).
Форма режущих лезвий резьбовых резцов соответствует профилю и размерам поперечного сечения нарезаемых резьб.
Резьбовые резцы делят на:
стержневые;
круглые;
призматические.
Они бывают: однониточные, многониточные. Последние называются гребенками. Нарезание резьбы однониточным резцом по сравнению с другими методами (кроме резьбошлифования), обеспечивает наивысшую точность по шагу и профилю.
Фасонные резцы применяют для обработки коротких фасонных поверхностей вращения с длиной образующей линии до 30 – 40 мм. Форма режущей кромки фасонного резца соответствует профилю детали. Фасонные резцы используют в крупносерийном и массовом производстве. Точно рассчитанные и изготовленные фасонные резцы обеспечивают высокую производительность, малое отклонение формы и размеров изготавливаемой детали. По конструкции фасонные резцы подразделяются на:
стержневые;
круглые;
призматические.
По направлению движения подачи на:
радиальные;
тангенциальные.
Круглые и призматические резцы имеют большую стойкость и выдерживают большее число повторных заточек, чем стержневые, при сохранении формы и размеров режущего лезвия. Наибольшее применение имеют круглые и призматические резцы, работающие с радиальным движением подачи. Менее распространены призматические резцы, работающие с тангенциальным движением подачи.
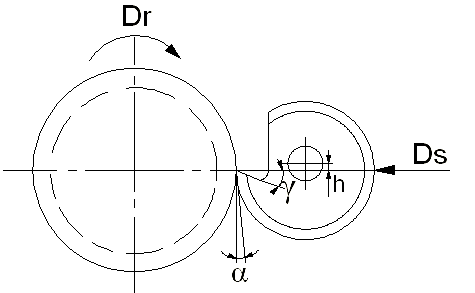
Круглые фасонные резцы представляют собой тела вращения, имеющие отверстие или хвостовик для закрепления. Для образования заднего угла α круглый резец устанавливают т.о., чтобы его ось находилась выше оси заготовки на величину h, определяемую по формуле
h=RHsinαB, где
RH – наружный радиус резца, мм; αB – задний угол на вершине зуба.
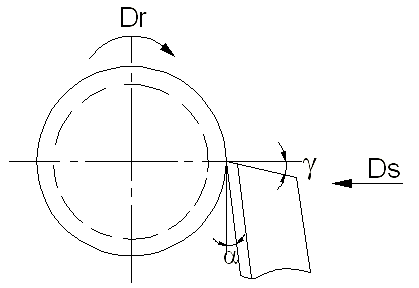
Призматические фасонные резцы, которые работают с радиальным движением подачи, устанавливают по отношению к заготовке с наклоном под углом α, который является задним углом резца. Вершину резца устанавливают строго по центру заготовки.
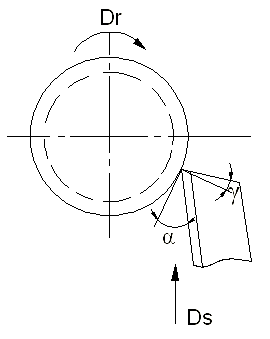
Призматические и тангенциальные резцы устанавливают ниже центров станка т.о., чтобы точение осуществлялось с движением подачи инструмента по траектории касательной к обрабатываемой поверхности. Особенностью тангенциальных резцов является изменение заднего угла α и переднего γ в процессе резания.
Резцы для малогабаритных токарных автоматов и полуавтоматов применяются в отличие от обычных токарных резцов размерами и конструкцией. Автоматные резцы имеют меньшее поперечное сечение державки, их припайная рабочая часть из быстрорежущей стали, значительно длиннее головки резца, что повышает срок их службы. Для уменьшения вибраций при радиальном срезании автоматных резцов, главный угол в плане φ увеличивается до 60 – 90о, а вспомогательный φ1 - до 35 – 40о. В тех же целях применяются резцы тангенциальной установки.