

24. Расчёт и выбор числа позиций универсальных и специальных автоматов параллельного действия.
Производительность автоматов параллельного действия – как функция числа рабочих позиций имеет асимптотический характер, т.е. с увеличением числа позиций производительность монотонно возрастает ,приближаясь к пределу.
∑tп=P*(te+∑Ci)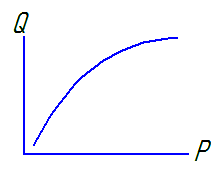
Коэф.
Технического использования –
ntex=1/(1+∑tп/T)=1/(1+р*(te+∑Ci)/(tп+tх))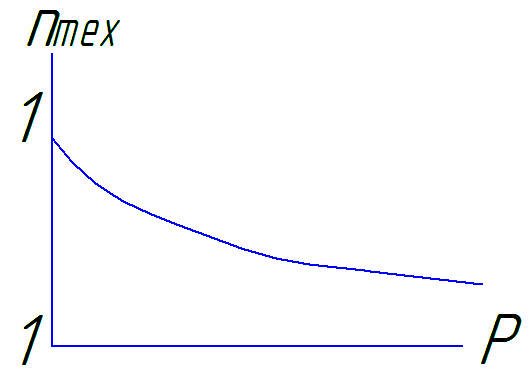
Число позиций для универсальных автоматов параллельного действия выбирается по максимуму производительности ,а в специальных – по заданной производительности.
Автоматы пар-го действия стоят в двух вариантах: роторном и конвеерном ,расчёт позиций которых происходит идентично.
Методика расчёта числа позиций на примере роторного автомата для штамповки колпачков.
Исходные данные: tро=0,5 с Qtp=260 шт/мин.
Последовательность расчёта:
1 определяется угол вращения ротора α на котором выполняется обработка.
α= 2П-(β1+β2+β3), где угол β1 – угол на котором ротор должен находиться в исходном положении,а β2,β3 – углы на подвод и отвод инструментов после обработки.
Обычно для роторных автоматов α=β=π
2 длительность рабочего цикла автомата(время одного оборота ротора):
T= tро*2П/α=1 с.
3 Число позиций автомата:
P=Qtp*T/nис.
4 Скорость вращения ротора:
Nрот=1/Т.
5 Радиус делительной окружности Rp:
Rp
27 Целевые механизмы - это механизмы служащие для выполнения отдельных элементов техпроцесса и частных движений рабочего цикла.
механизмы рабочих ходов (выполняют операции связанные с обработкой детали и обеспечивают рабочее движение обрабатываемого изделия и раюочих органов: суппорты, револьверные головки и силовые головки)
28 Требования предъявляемые к механизмам питания:
1-быстродействие
2-высокая надежность
3-долговечность
4-простота конструкции
Механизмы питания для пруткового материала дел. на 2 группы:
1- без подающих цанг(прутки подаются под действие собственного веса, с пом. груза или роликами)
2- с подающими цангами(перемещение прутка осущ. с пом-ю подающей цанги,ввинченой в подающую трубу. Перемещение осущ. пружиной, грузом и кулачком)
при обработке штучных заготовок их загрузку и выгрузку можно производить с помощью бункерных механизмов питания, автооператоров, манипуляторов или промышленных роботов.
29 В зависимости от автоматизации стакнка применяют следующие системы зажима заготовок:
1-автоматическая
2-полуавтоматическая
3-ручная
Автоматическая сиситема зажима применяется в прутковых автоматах и в автоматах с магазинной подачей заготовок.Основное зажимное устройство-цанговый зажим.Основные типы цанг:
1-Выдвижная цанга с прямым конусом.
2-Затяжная цанга с обратным конусом.
3-Неподвижная цанга с обратным конусом упирающаяся передней частью лерестков на конец шпинделя.
При полуавтоматическом зажиме установка заготовки и съем детали, а также управление зажимным устройством произв. рабочим. Эта система состоит из механизма зажима и механизма передающего патрону тяговую силу. Применяются патроны: цанговые, кулачковые, разжимные оправки с клиновыми сухарями.
Поворотное устройство прим. в автоматических линиях для изменения ориентации корпусных деталей на отдельных участках линии.
В зависимости от техпроцесса обработки на линиях прим. сле. поворотные устройства:
1-барабаны(для поворота вокруг горизонт. оси)
2-столы( вокруг вертикальной оси)
3-кантователи(вокруг наклонной оси)
Целевые механизмы - это механизмы служащие для выполнения отдельных элементов техпроцесса и частных движений рабочего цикла.
2 группы целевых механизмов:
1- механизмы рабочих ходов (выполняют операции связанные с обработкой детали и обеспечивают рабочее движение обрабатываемого изделия и раюочих органов: суппорты, револьверные головки и силовые головки)
2-механизмы холостых ходов (выполняют операции несвязанные с непосредственной обработкой детали и обеспечивают подготовку станка для совершения рабочих ходов: механизмы питания, зажимные устр-ва, поворота и фиксации)
30 Целевые механизмы - это механизмы служащие для выполнения отдельных элементов техпроцесса и частных движений рабочего цикла.
2 группы целевых механизмов:
1- механизмы рабочих ходов (выполняют операции связанные с обработкой детали и обеспечивают рабочее движение обрабатываемого изделия и раюочих органов: суппорты, револьверные головки и силовые головки)
2-механизмы холостых ходов (выполняют операции несвязанные с непосредственной обработкой детали и обеспечивают подготовку станка для совершения рабочих ходов: механизмы питания, зажимные устр-ва, поворота и фиксации)