

33.Особливості підготовки виробництва і проектування технологічної оснастки для виготовлення деталей із термопластичних матеріалів.
Термопластичні пластмаси під дією тепла і тиску набувають плинність, заповнюючи прес-форму, після охолодження тверднуть, але не переходять в неплавкое і нерозчинний стан.
Технологічний процес виготовлення деталей з термопластичних матеріалів
Найбільш поширеними процесами виготовлення деталей з термопластичних матеріалів є:
- Лиття під тиском - для обробки термопластичних матеріалів (термопластів);
- Формування - переказ необхідної форми листовим термопластичних матеріалів.
Лиття під тиском
Застосовується для виготовлення складних деталей з термопластичних мас з великою кількістю арматури і складної конфігурації. Воно проводиться на спеціальних машинах, які називаються інжекційними.

Рис. 1. Лиття пластмас під тиском
У бункер (1) завантажують гранульовану пластмасу, звідки через дозуючий пристрій (2) гранули в необхідному обсязі для одного уприскування надходять в циліндр (4) з нагрівальним пристроєм (5).
Температура пластмаси в циліндрі підвищується від початкової на вході до заданої технологічним режимом (185-280 º С) на виході. Пуансон (3) впорскує розплавлену прес-масу у охолоджувану водою прес-форму (6) t = 30-40 º C при тиску 20 МПа.
Через те, що температура прес-форми нижче температури впорснутої у неї прес-маси виливок швидко охолоджується, і твердне, зменшуючись в об'ємі.
У порожнині прес-форми утворюється незайнятий об'єм, тому для заповнення всього обсягу, а також для збереження впорснути пластмаси плунжером (3) підтримується тиск з урахуванням часу, визначальним затвердіння виливки в прес-формі.
Після такої витримки плунжер (3) відходить вправо і з завантажувального бункера (1) в циліндр (4) надходить нова порція прес-матеріалу. Цикл повторюється.
Після необхідної витримки для охолодження відлитої деталі половинки форми розкриваються і деталь видаляється.
Весь цикл обробки проводиться автоматично. Тому даний спосіб виготовлення пластмасових виробів є одним з найбільш продуктивних. Питомий тиск при литті термопластів в залежності від марки матеріалу застосовується в межах від 50 до 300 МН / м 2. Виріб витягується з форми після охолодження до 40-60 º С.
Витяг вироби у формі не перевищує 40-50 с.
Пневматичне формування
Цим способом виготовляють деталі з листових термопластичних матеріалів. Сутність процесу полягає в тому, що розігрітий лист матеріалу набуває форму матриці під дією надлишкового тиску або під впливом вакууму.
Вакуумний спосіб застосовується для глибокої витяжки захисних ковпачків, кожухів і ін деталей.
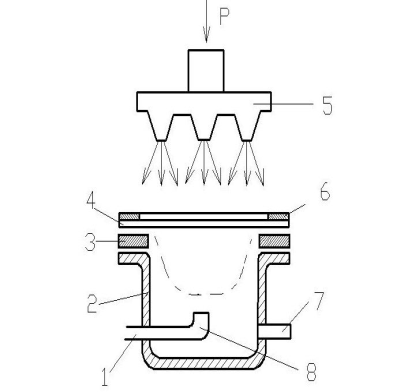
Рис. 4. Пневматична формування
Литьевая заготівля (4) закріплюється на відбортовка верхнього фланця (2) притискним кільцем (6).
При включенні вакуумного насоса через штуцер (7) в циліндрі (2) створюється розрядження та листова заготівля, що нагрівається гарячим повітрям з розсіювачів (5) під дією атмосферного тиску витягується.
Процес витягування триває до моменту зіткнення стінки виготовляється вироби з електричним контактним вимикачем (8). При спрацьовуванні вимикача відключається вакуумний насос і тиск в циліндрі підвищується до атмосферного.
Помістивши в циліндр форми різного профілю, можна виготовляти вироби зі складною кривизною поверхні.