

21. Методика розрахунку розмірних ланцюгів при зміні технологічної бази на основі повної та неповної взаємозамінності
В умовах масового і серійного виробництва застосовується принцип взаємозамінності. Взаємозамінність – це властивість незалежно виготовлених з заданою точністю деталей (складальних одиниць) забезпечувати складання без підгонки.
Принцип взаємозамінності базується на комплексі науково-технічних положень, виконання яких при конструюванні, виробництві та експлуатації забезпечує взаємозамінність деталей, складальних одиниць, виробів.
Базою взаємозамінності є єдина системою допусків і посадок.
Розмірним ланцюгом називається послідовний ряд взаємопов’язаних лінійних чи кутових розмірів, що утворюють замкнутий контур і належать одній деталі чи групі деталей, вузлів. В багатьох випадках виникає задача визначення допусків замикаючого розміру чи складових розмірів деталей і вузлів. Наприклад на рис. 2.1а показана конструкція, що складається з трьох деталей. Поставлена задача – вибрати розміри А1, А2, 3 і граничні відхилення для них таким чином, щоб віддаль між центрами отворів в деталях 1 і 2 (розмір А) відповідала заданим допускам. В нашому прикладі А1, А2, А3 і А утворюють розмірний ланцюг А. Кожний з розмірів, що утворює розмірний ланцюг, називають ланкою розмірного ланцюга. Ланка позначається тією ж буквою, що і розмірний ланцюг, але з індексом. Ланку розмірного ланцюга, яка є вихідною в поставленій задачі, або яку отримуємо останньою в процесі її розв’язання, називають замикаючою ланкою. Решта ланок розмірного ланцюга, що функціонально зв’язані з замикаючою, називають складовими ланками.
Збільшуючою називають таку складову ланку, при збільшенні якої замикаюча ланка збільшується. Якщо при збільшенні ланки замикаюча ланка зменшується, то така складова ланка називається зменшуючою. Наприклад, для розмірного ланцюга (рисунок 3.1.а) ланка А3 – збільшуюча, а ланки А1 і А2 – зменшуючі.
В ряді випадків в конструкцію вводять спеціальні елементи, зміною розмірів яких досягається потрібна точність замикаючої ланки. На рисунку 3.1б показана конструкція, в яку введена прокладка 4. Зміною її товщини можна досягнути потрібного значення для віддалі. Розмір елемента А4 в даному випадку є компенсуючою ланкою розмірного ланцюга. Позначення такої ланки на схемах поміщається в прямокутник.
При розрахунку розмірних ланцюгів розрізняють дві задачі: пряму і обернену.
Для розв’язання прямої задачі, виходячи з поставлених вимог до замикаючої ланки, визначають для кожної складової ланки номінальний розмір, допуск, верхнє і нижнє відхилення.
При розв’язанні оберненої задачі, виходячи із установлених параметрів складових ланок, знаходять номінальний розмір, допуск, верхнє і нижнє відхилення для замикаючої ланки.
Розрахуємо розмірний ланцюг (рисунок 3.1 а, в), розв’язуючи обернену задачу.
Визначаємо
номінальне значення замикаючої ланки:
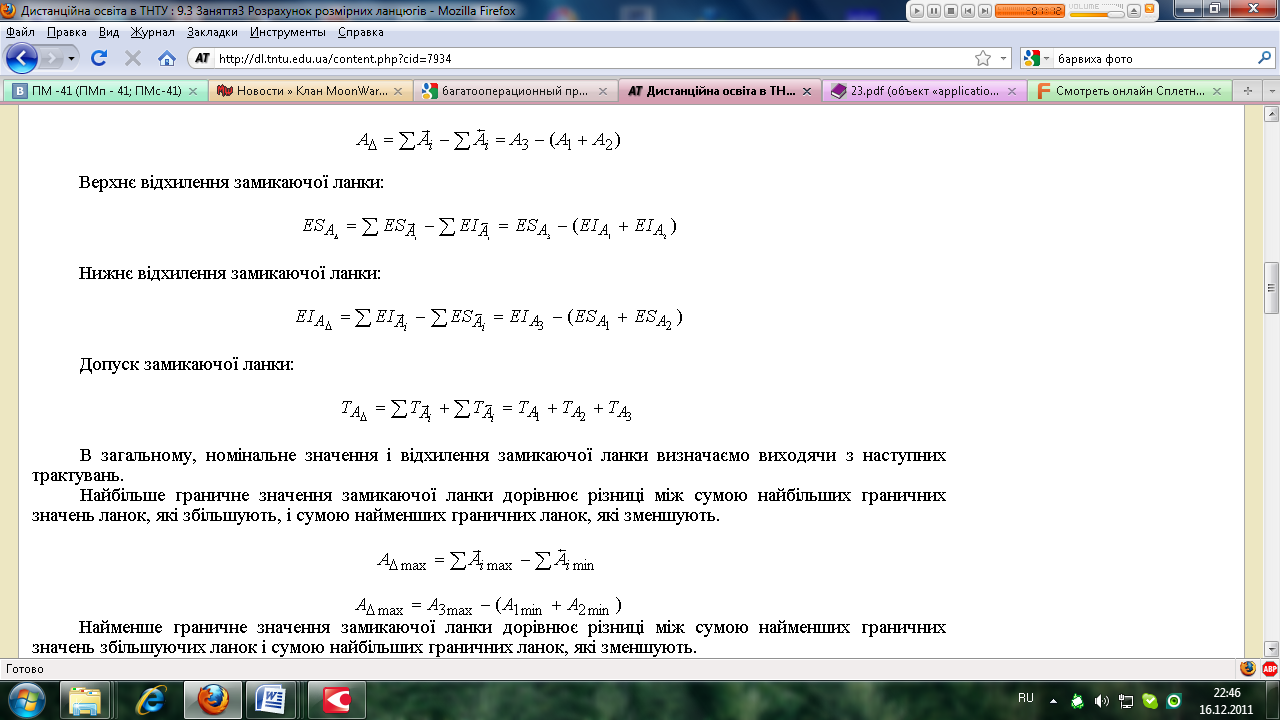
![]() Найменше
граничне значення замикаючої ланки
дорівнює різниці між сумою найменших
граничних значень збільшуючих ланок і
сумою найбільших граничних ланок, які
зменшують.
Найменше
граничне значення замикаючої ланки
дорівнює різниці між сумою найменших
граничних значень збільшуючих ланок і
сумою найбільших граничних ланок, які
зменшують.