

6.1. Цель работы.
6.2. Краткое описание устройства сварочных выпрямителей , трансформаторов и методов регулирования сварочного тока.
6.3. Эскиз электрической схемы.
6.4. Таблицу результатов измерений.
6.5. Графики U = f ( I ).
6.6. Выводы по работе.
7. Контрольные вопросы, темы и разделы
7.1. Разновидности источников питания сварочной дуги.
7.2. Назначение источников питания, их виды, требования к ним.
7.3. Способы регулирования сварочного тока.
7.4. Методики проведения эксперимента и обработки опытных данных.
8. Использованная литература
1. Технология конструкционных материалов (Технологические процессы в машиностроении): учебник для студентов машиностроительных специальностей вузов: в 4 ч. Ч. 1. Машиностроительные материалы / Е.М. Гринберг, Г.В. Маркова, В.А. Алферов; под общей ред. Э.М. Соколова, С.А. Васина, Г.Г. Дубенского. – Тула: Изд-во ТулГУ. – 2007. – 476 с.
2. Методические указания к лабораторным работам по курсу «Технология конструкционных материалов и технологические процессы в машиностроении. Раздел «Сварка» для студентов очного обучения/ Под ред. Судника В.А. Тула.: ТулГУ, 2000.- 44 с.
Лабораторная работа №5 Технология и оборудование для контактной сварки
1. Цель работы.
Ознакомиться с разновидностями и технологией контактной сварки. Изучить устройство и ознакомиться с работой сварочного оборудования для контактной точечной сварки, стыковой сварки оплавлением и сопротивлением.
2 Общие положения
2.1. Контактная точечная сварка
2.1.1. Сущность и основы технологии контактной точечной сварки
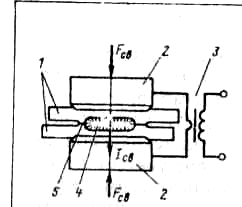
Точечная сварка — способ контактной сварки, при котором детали соединяются по отдельным ограниченным участкам касания обычно несколькими точками с определенным шагом. Детали 1 предварительно собираются внахлестку и помещаются между электродами 2 (рис. 1) сварочной машины. Один из электродов опускается, воздействует на деталь со сварочным усилием FCВ. После некоторой выдержки, необходимой для обеспечения надежного электрического контакта, на электроды подается напряжение 5-6 В со вторичной обмотки сварочного трансформатора 3 или выпрямителя. Кратковременный (0,01—0,1 с) мощный импульс сварочного тока обеспечивает очень быстрый нагрев и образование зоны расплавления — жидкого ядра 4, общего для обеих деталей. Нагрев сопровождается пластической деформацией металла и вокруг ядра формируется уплотняющий поясок 5, предохраняющий жидкий металл от выплеска и взаимодействия с окружающей средой. Поэтому специальной защиты зоны сварки, например инертными газами, не требуется. После выключения тока металл ядра быстро охлаждается и кристаллизуется. Между деталями образуется прочная металлическая связь. Усилие с электродов снимают с некоторым запаздыванием, что обеспечивает кристаллизацию под давлением — проковку и отсутствие несплошностей в литом металле (трещин, усадочных раковин, значительных остаточных напряжений и т. п.). В ряде случаев усилие на этой стадии процесса повышают в два-три раза, т. е. применяют ковочное усилие.
При затрудненном доступе электродов к одной из деталей целесообразно использовать одностороннюю точечную сварку. В этом случае собранные детали устанавливаются на медную подкладку (шунтирующий электрод) и детали сжимаются двумя электродами, расположенными со стороны одной из деталей. При этом можно получить сразу две точки за счет одного импульса тока.
|
|
|
|
Рис. 1. Схема точечной сварки |
Рис. 2. Схема шовной сварки |

Шовная сварка — способ контактной сварки, при котором подвод тока и перемещение деталей осуществляют с помощью вращающихся дисковых электродов — роликов 8 (рис. 2). Как и при точечной сварке, металл нагревается кратковременными импульсами сварочного тока, следующими через определенную паузу. При этом образуется ряд точек. Если пауза между импульсами достаточно мала, точки взаимно перекрываются и образуется герметичный шов. Шовную сварку подразделяют на непрерывную и шаговую. В первом случае ролики вращаются при сварке непрерывно, а во втором останавливаются на время прохождения тока и проковки соединения, что дает возможность уменьшить износ роликов, остаточные напряжения и склонность к образованию трещин и раковин.
Наиболее часто при шовной сварке детали собирают и сваривают внахлестку. Однако используют в некоторых случаях и шовную сварку встык, которая обеспечивает большую циклическую прочность соединений.
Точечной сваркой соединяются практически все конструкционные материалы – низкоуглеродистые и легированные стали, жаропрочные и коррозионно-стойкие сплавы, сплавы на основе алюминия, магния и титана и др. Диапазон толщин свариваемых материалов 0,05 – 10 мм.
2.1.1. Оборудование для контактной очечной сварки
Машина для точечной сварки состоит из двух основных частей:
-
механической с элементами конструкции, обеспечивающими жесткость и прочность машины (корпус, кронштейны и т. п.) и приводами для передачи усилия и перемещения деталей;
-
электрической, в которую входят источник сварочного тока (сварочный трансформатор, выпрямитель, аккумуляторы тока — батареи конденсаторов, инверторы — преобразователи частоты и т. д.) и вторичный контур с токоподводами — консолями, электрододержателями и электродами (рис. 3).
|
|
Рис. 3. Общая схема точечной машины |

Таким образом, механическую часть типовой машины точечной сварки составляют (см. рис. 3); корпус 1, нижний кронштейн 2 с нижней консолью 3 и электрододержателем 4; верхний кронштейн 7; пневмопривод усилия сжатия электродов 6; аппаратурой управления пневмоприводом 8, верхняя консоль 5 с электрододержателем 4.
Верхний электрод приводится в движение пневматическим приводом 6.. Рабочий ход верхнего электрода и сжатие свариваемых деталей происходят при движении поршня вниз.
Электрическую часть типовой машины точечной сварки составляют:: сварочный трансформатор 10 с переключателем ступеней вторичного напряжения 11, контактор 12, подключающий сварочный трансформатор к электрической сети, и блок управления 9.
Электрическое устройство машины предназначено для обеспечения необходимой программы нагрева металла в зоне сварки. Электрическое устройство точечной машины (рис. 4) состоит из элементов вторичного контура 1-9, трансформатора 11, переключателя ступеней 12, контактора 13 и аппаратуры управления.
|
|
|
Рис. 4. Силовая электрическая схема машины МТ-1613 |

Вторичный контур включает электроды 4, непосредственно контактирующие с деталями, подводящие ток и передающие усилие; электрододержатели 8, 5; нижнюю 2 и верхнюю 6 консоли; токопроводы 1, 7, 9 и гибкую шину 8. Жесткие элементы контура изготовляют из медного проката и отливают из меди или бронзы; гибкие шины чаще всего набирают из медной фольги. Принято также включать в число элементов вторичного контура машины вторичный виток трансформатора с выводными колодками 10. Электроды, электрододержатели, а иногда и консоли являются сменными частями машины, их конструкция и размеры определяются свариваемыми деталями.
Электроды — весьма важный элемент сварочной машины: их стойкость определяет производительность точечной и особенно шовной сварки. При сварке алюминиевых и магниевых сплавов износ проявляется в виде «загрязнения» рабочей поверхности электродов свариваемым металлом, что приводит к снижению теплопроводности электродов, росту ядра, снижению коррозионной стойкости соединений. При сварке сталей деформируется (сминается) рабочая поверхность, уменьшаются плотность тока и размеры ядра (появляются непровары).
Электродные материалы — сплавы на основе меди, состав. В качестве электродных вставок используют чистые металлы — молибден и вольфрам.
С целью электробезопасности обслуживающего персонала одну из ветвей вторичного контура соединяют с корпусом машины, который заземлен, а другую изолируют от корпуса.
Кроме того, машины оборудуются системой водяного охлаждения.