

8.2 Задание
8.2.1 Ознакомиться с методикой торцевой закалки стали при определении прокаливаемости.
8.2.2 Зарисовать схему охлаждения образца при торцевой закалке (рис. 8.1).
8.2.3 Произвести испытание на прокаливаемость образцов углеродистой и легированной стали.
8.2.4 Замерить твердость образцов по образующей плоскости от торца и записать в таблицу 8.1.
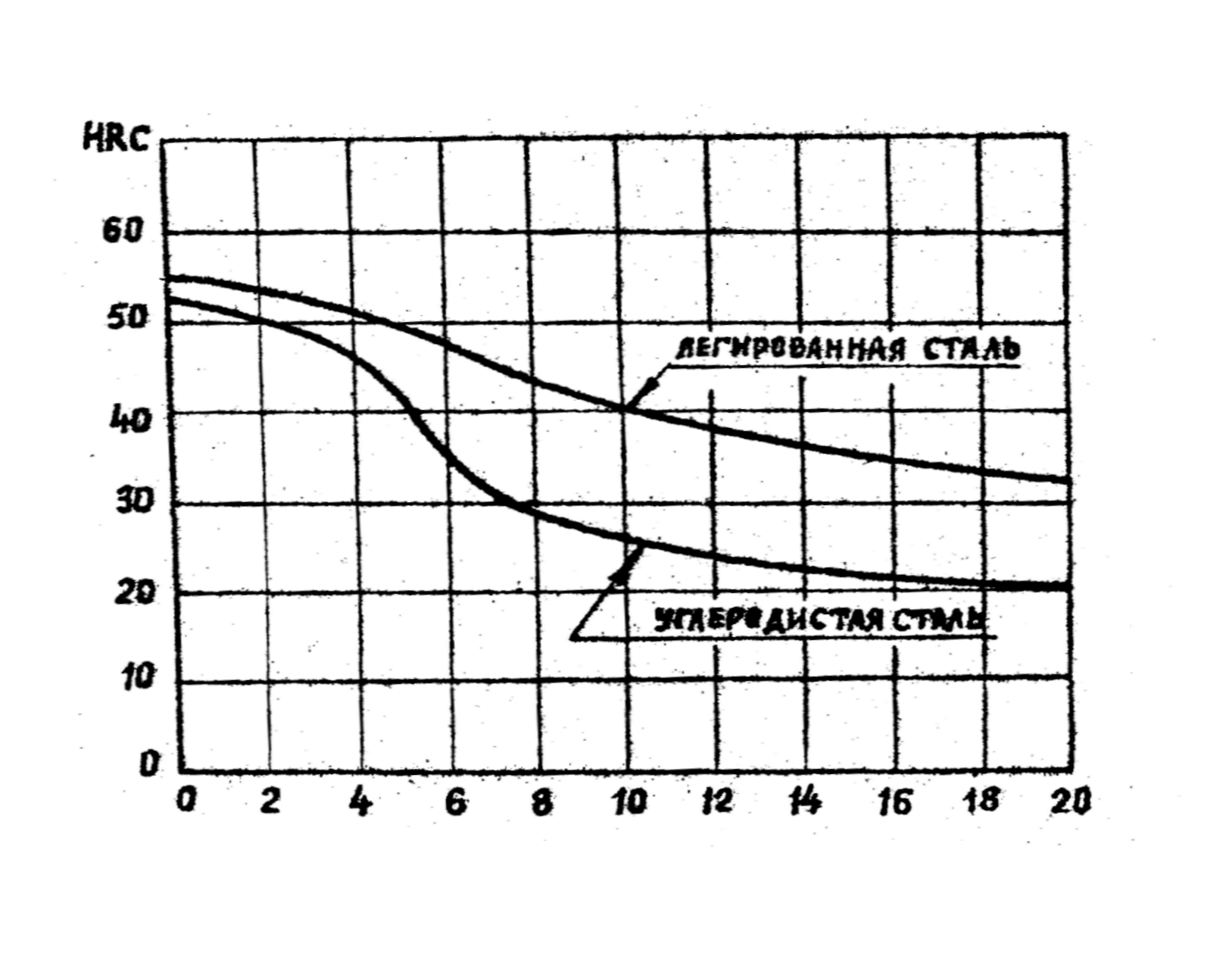
8.2.5 Результаты испытания стали на прокаливаемость выразить графически (рис. 8.4) (в координатах твердость HRC – расстояние от охлаждаемого торца, мм) и определитьс, где с - расстояние от торца до точки, имеющей твердость полумартенситной зоны (рис. 8.2).
8.2.6 Пользуясь экспериментальной кривой прокаливаемости и номограммой для определения прокаливаемости (рис. 8.4) определить критический диаметр углеродистой и легированной стали.
8.2.7 Сделать вывод о влиянии легирующих добавок на прокаливаемость стали.
8.2.8 Ответить на индивидуальный контрольный вопрос.
8.2.9 Составить отчет.
8.3 Основные положения
Прокаливаемостью называется способность стали воспринимать закалку на определенную глубину, поэтому прокаливаемость можно охарактеризовать глубиной проникновения закаленного слоя в сечение изделия. Толщина закаленного слоя может определяться путем изучения микроструктуры, измерения твердости и др. способами. Как известно, закаленная сталь имеет мартенситную структуру, однако, образование наряду с основной мартенситной структурой некоторого количества троостита, мало отражается на микроструктуре и твердости и затрудняет точное установление границы слоя с чистой мартенситной структурой. В связи с этим общепринятым считается определять прокаливаемость по глубине слоя, имеющего не чисто мартенситную, а полумартенситную структуру, т.е. структуру составляющую 50% мартенсита и 50% троостита. Повышение количества троостита до 50% сопровождается резким снижением твердости и легко обнаруживается при микроисследовании, что позволяет с достаточной точностью фиксировать место расположения слоя с полумартенситной структурой.

Рис. 8.1. Схема охлаждения образца при торцевой закалке
Твердость полумартенситного слоя зависит от содержания углерода стали (рис. 8.2) и почти не зависит от наличия легирующих элементов, таким образом, при изучении прокаливаемости определенной марки стали полумартенситная твердость заранее известна.

Рис.8.2. Зависимость твердости полумартенситной структуры от содержания углерода в стали
Прокаливаемость стали количественно оценивается так называемым критическим диаметром прокаливаемости.
Критический диаметр – наибольшее сечение, в котором данная сталь прокаливается насквозь. Эта характеристика имеет большое практическое значение, т.к. величина критического диаметра прокаливаемости обуславливает размеры (сечение) закаливаемых изделий. Возможность получения сквозной закалки зависит от состава стали, технологических условий ее приготовления и условий термической обработки.
Основными факторами, влияющими на прокаливаемость стали, является величина критической скорости закалки и величина реальной скорости охлаждения стали в данном объеме. Очевидно, что при закалке изделие охлаждается быстрее у поверхности и медленнее в сердцевине. На рис. 8.3 показано изменение скорости охлаждения (охл) по сечению цилиндрического образца. На этот график нанесена также величина критической скорости закалки данной стали (кр). Из их сопоставления следует, что реальная скорость охлаждения превышает критическую скорость закалки лишь в небольшом поверхностном слое образца. Поэтому данный цилиндр может прокаливаться только на глубину этого слоя (рис. 8.3а). Такой же цилиндрический образец, но изготовленный из стали другого состава имеет величину критической скорости закалки, которой кр2, меньше чем кр1, в тех же условиях охлаждения получает сквозную прокаливаемость, ибо реальная скорость охлаждения в центре этого образца окажется равной критической скорости закалки данной стали (рис. 8.3б). Таким образом, чем меньше величина критической скорости закалки, тем больше прокаливаемость стали. В связи с этим, прокаливаемость стали зависит от содержания в стали углерода, количества легирующих элементов, величины зерна аустенита, температуры нагрева и времени выдержки при закалке и др. факторов, влияющих на критическую скорость закалки. Например, все легирующие элементы кроме кобальта, уменьшают критическую скорость закалки, а, следовательно, увеличивают прокаливаемость стали. Рост зерна аустенита также приводит к уменьшению критической скорости закалки и повышению прокаливаемости.

а б
Рис. 8.3. Изменение скорости охлаждения (охл) по сечению цилиндрического образца
 l,
мм
l,
мм
Рис. 8.4. Сравнение прокаливаемости различных сталей (схема)
(l – расстояние от торца до полумартенситной зоны, мм)
Так как увеличение времени и температуры нагрева для закалки увеличивает зерно аустенита, то одновременно с этим увеличивается прокаливаемость. Кроме того, прокаливаемость зависит от способа охлаждения. При изменении среды охлаждения изменяется и критический диаметр прокаливаемости. Например, при охлаждении в воде критический диаметр больше, чем при охлаждении в масле.
Наиболее совершенным и доступным методом определения прокаливаемости является способ торцевой закалки образцов специальной формы. Из исследуемой стали изготавливают цилиндрический образец длиной 100 мм (рис. 8.5). Образец нагревают в печи до температуры, необходимой для нагрева под закалку данной марки стали, выдерживают при этой температуре около 30 мин, а затем переносят (перенос не должен занимать более 5 секунд) в специальную установку, где подвешивают в вертикальном положении и охлаждают снизу по торцу струей воды (поступающая под давлением вода должна омывать торец образца, не касаясь его цилиндрической поверхности). Вода поступает из сопла диаметром 12,5 мм, расположенного на расстоянии 12,5 мм от охлаждаемого образца. Напор воды должен обеспечить подъем струи на 62,5 мм от сопла. Время охлаждения не менее 10 минут. В этих условиях охлаждения будет иметь место различная скорость охлаждения по длине образца: у нижнего торца она будет соответствовать скорости охлаждения в воде, верхнего – скорости охлаждения на воздухе. После закалки по двум диаметрально противоположным образующим цилиндрического образца сошлифовываются наибольшие площадки, на которых измеряют твердость по длине образца через каждые 2 мм. Результаты изображают графически в координатах "твердость-расстояние от охлажденного торца" (рис. 8.4).

Рис. 8.5. Эскиз образца для торцевой закалки
Нанеся на этот график значение полумартенситной твердости исследуемой стали, можно определить расстояние от водоохлаждающего торца до слоя, имеющего полумартенситную структуру, называемое характеристическим расстоянием. На основании целого ряда исследований, проведенных и целью установления зависимости между скоростью охлаждения, химическим составом стали, а также сечением и формой охлаждаемого изделия, профессором Блантером М.Е. разработана номограмма, позволяющая по данным торцевой закалки определить критический диаметр прокаливаемости изделия различной формы (цилиндра, шара, параллелепипеда) для случаев охлаждения их в различных закалочных средах (рис. 8.6).

Рис. 8.6. Номограмма для определения прокаливаемости стали
Для нахождения критического диаметра прокаливаемости пользуются номограммой (рис. 8.6). По номограмме нужно определить методом торцевой закалки расстояние от водоохлаждаемого торца до полумартенситной зоны и отложить эту величину на одной из шкал I или II, проведенной в верхней части номограммы. Шкала I используется для случая определения наибольшего размера изделия чисто мартенситной структурой по всему сечению, а шкала II – для случая определения наибольшего размера изделия с полумартенситной структурой в сердцевине. Из найденной точки опустить перпендикуляр до пересечения с линией, указывающей идеальное охлаждение (под идеальным охлаждением подразумевается охлаждение в "идеальной" закалочной жидкости, отводящей тепло с бесконечно большой скоростью), затем провести горизонтальную линию влево до пересечения с линией номограммы, соответствующей нужному случаю охлаждения (вода, масло, воздух и т.д.), после чего снова опустить перпендикуляр на одну из горизонтальных шкал, где указан размер изделия определенной формы. Этот размер будет соответствовать наибольшему сечению изделия, полностью прокаливающемуся в выбранной закалочной среде, т.е. критическому диаметру прокаливаемости.
Таким образом, метод торцевой закалки при использовании приведенной номограммы позволяет путем испытания одного стандартного образца быстро решить целый ряд вопросов, связанных с прокаливаемостью данной стали в различных условиях. Этот метод применим, как для углеродистых сталей, так и для легированных сталей, кроме сталей высоколегированных, закаливающихся на воздухе.
8.4 Порядок выполнения работы
Для исследования прокаливаемости методом торцевой закалки группа студентов получает 2 стандартных образца, изготовленных из стали 40 и стали 40Х. Для определения критического диаметра необходимо:
8.4.1 Выбрать и установить в печи температуру нагрева под закалку.
8.4.2 Провести торцевую закалку 2-х образцов.
8.4.3 Зачистить площадки вдоль образующей и замерить твердость по длине закаленных образцов через каждые 2 мм (на приборе Роквелла, шкала С). Результаты замера твердости внести в таблицу 8.1.
Таблица 8.1
Результаты исследований
|
Сталь 40 |
Сталь 40Х |
||
|
Расстояние от торца, мм |
HRC |
Расстояние от торца, мм |
HRC |
8.4.4 Построить кривые изменения твердости в зависимости от расстояния до водоохлаждающего торца (рис. 8.4).
8.4.5 Нанести на экспериментальный график значение полумартенситной твердости и определить, на каком расстоянии от торца находится слой с полумартенситной структурой, так называемое характеристическое расстояние, для двух марок стали.
8.4.6 Используя номограмму М.Е. Блантера (рис. 8.6) определить критический диаметр для углеродистой стали 40 и легированной стали 40Х и занести в таблицу 8.2.
8.4.7 По результатам исследования сделать вывод о влиянии легирующей добавки на критический диаметр.
8.5 Отчет о работе
8.5.1 Название работы, цель и задание.
8.5.2 Порядок выполнения работы.
8.5.3 Схема охлаждения образца при торцевой закалке (рис. 8.1).
8.5.4 Таблицы 8.1 и 8.2 с результатами исследования.
8.5.5 График прокаливаемости (зависимости твердости HRC - расстояния от закаливаемого торца, мм).
8.5.6 Вывод о влиянии легирующих добавок на прокаливаемость стали.
8.5.7 Ответ на индивидуальный вопрос.
8.6 Контрольные вопросы
1. Что такое закаливаемость, прокаливаемость стали?
2. Как количественно оцениваются величины прокаливаемости стали?
3. Факторы, влияющие на прокаливаемость стали?
4. Какими методами определяется прокаливаемость стали?
5. Сущность метода торцевой закалки определения прокаливаемости.
6. Как влияют легирующие добавки на прокаливаемость стали?
7. Влияет ли углерод на прокаливаемость стали?
8. Как влияет температура аустенизации на закаливаемость и прокаливаемость стали?
9. Как влияет критическая скорость закалки на прокаливаемость стали?
10. Что такое полумартенситная зона?
11. Как влияет нагрев аустенита на прокаливаемость стали?
12. Можно ли в целях увеличения прокаливаемости рекомендовать высокие температуры нагрева для закалки? Почему?