

9.9. Технологические особенности пайки различных материалов
9.9.1. Пайка сталей и чугуна
Пайка низкоуглеродистых и низколегированных сталей. Высокотемпературную пайку низкоуглеродистых и низколегированных сталей выполняют медью, медно-цинковыми и серебряными припоями.
Оксидная пленка, образующаяся на поверхности низкоуглеродистых и низколегированных сталей, химически нестойкая. Она легко восстанавливается в атмосфере водорода, диссоциированного аммиака, в продуктах сгорания смесей воздуха с городским газом, пропаном, генераторным газом и др. При пайке горелками и в печах применяют буру, флюсы ПВ200, ПВ201 и ПВ209.
Распространенным методом является пайка медью в печи с восстановительной атмосферой в контейнерах (рис. 9.5).
Контейнер (рис. 9.5, а), герметизированный засыпкой 2, состоит из собственно контейнера 4, крышки 3 и трубопроводов 1 для подачи и отвода газовой среды. В контейнере, показанном на рис. 9.5, б, после загрузки узлов крышку приваривают к фланцу контейнера. На рис. 9.5, в изображен жесткий контейнер 4 с водоохлаждаемой крышкой 3, уплотненной эластичной прокладкой. Через патрубок с двумя трубками осуществляется подача и отвод среды. Для уменьшения нагрева уплотнения на фланце контейнера установлены теплоизоляционные экраны 9.
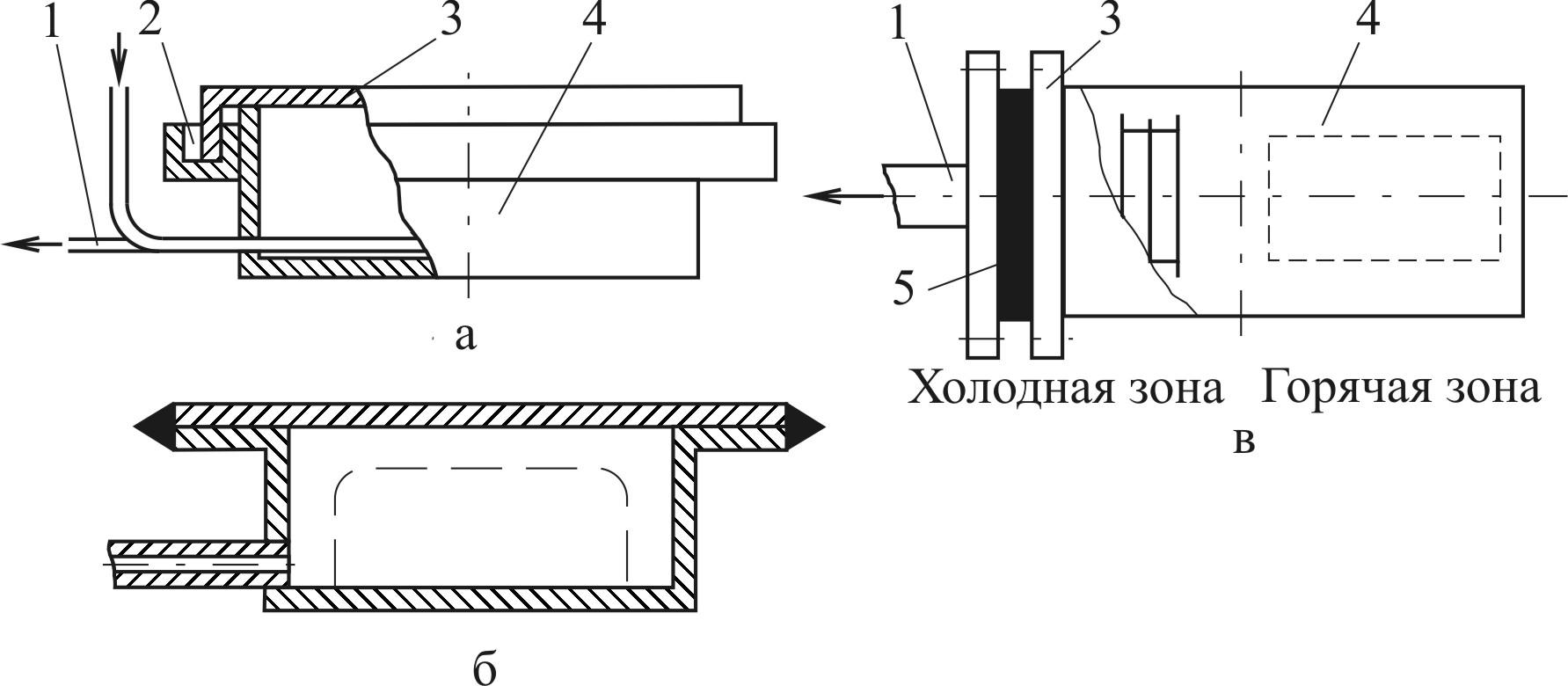
Рис. 9.5. Жесткие контейнеры для пайки изделий в контролируемой среде
Низкотемпературную пайку низкоуглеродистых и низколегированных сталей осуществляют оловянно-свинцовыми припоями с использованием в качестве флюсов водных растворов хлористого цинка.
Пайка коррозионно-стойких сталей. К коррозионно-стойким сталям относятся стали ферритные, легированные хромом и никелем, мартенситные и аустенитно-мартенситные, легированные ферритообразующими элементами (алюминием, титаном, молибденом и др.) при малом содержании углерода.
На поверхностях этих сталей образуются оксиды хрома, химически более стойкие, чем на нелегированных сталях. Поэтому пайка коррозионно-стойких сталей представляет значительные затруднения и требует выбора активных флюсов и газовых сред.
При низкотемпературной пайке коррозионно-стойких сталей оловянно-свинцовыми припоями (паяльником, горелкой) обычные канифольно-спиртовые флюсы непригодны. Рекомендуются канифольно-спиртовой раствор с добавками ортофосфорной кислоты (ЛМ1) или водный раствор хлористого цинка с добавками неорганических кислот (НС1, HF, HNO3, Н3РО4), хлористых солей аммония, олова, меди.
Высокотемпературную пайку коррозионно-стойких сталей проводят серебряными, медными, никелевыми и другими припоями.
Пайка жаропрочных сталей и сплавов. Жаропрочные стали и сплавы имеют прочные и плотные поверхностные пленки, состоящие из оксидов хрома, титана, алюминия и других элементов. Эти оксиды обладают высокой термической и химической стойкостью, что вызывает необходимость выбора специальных флюсов и газовых сред для их удаления в процессе пайки. Используются флюсы, в состав которых входят тетраборат натрия и фториды.
В качестве защитной атмосферы применяются сухие и очень чистые газы (аргон, гелий, водород, водород в сочетании с парами галлоидных солей хрома или марганца и др.). Пайку в этом случае проводят в специальной камере.
Для высокотемпературной пайки жаропрочных сталей применяются серебряные, медные, марганцевые и никелевые припои.
Низкотемпературную пайку оловянно-свиицовыми припоями жаропрочных сталей и сплавов осуществляют паяльником, газопламенным нагревом или погружением в расплавленный припой. Флюс – водный раствор хлористого цинка с добавками соляной кислоты.
Пайка чугуна. Наличие в структуре чугуна графита значительно затрудняет смачивание его расплавленным припоем. Для удаления графита обычно применяют пескоструйную обработку, выжигание окислительным пламенем газовой горелки, а также электрохимическую обработку в соляной ванне при 450 – 510 °С.
Высокотемпературную пайку чугуна проводят припоями на основе меди: латунями или специально разработанными припоями, например ЛОМНА 49-05-10-4-0,4.
При низкотемпературной пайке чугуна оловянно-свинцовыми или другими легкоплавкими припоями паяемые поверхности подготавливаются обработкой флюсом ПВ209 или ПВ294Х при температурах 600 – 700 °С и обезжириваются бензином, ацетоном или раствором щелочи. Пайка производится паяльником или газовой горелкой с применением флюса на основе хлористого цинка с добавками хлористых солей меди и олова. Для облегчения пайки применяется гальваническое лужение или контактное меднение в растворе медного купороса.