

Министерство образования и науки РФ
Государственное образовательное учреждение
высшего профессионального образования
«Тульский государственный университет»
Политехнический институт
Кафедра «Сварка, литье и технология конструкционных материалов»
Теоретические материалы для самостоятельного изучения
по дисциплине
Технология конструкционных материалов Раздел №9 «Пайка»
Направление подготовки:
Специальность:
Формы обучения очная
Тула 2011 г.
Раздел 9. Пайка
План:
9.1. Основные понятия и определения
9.2. Физико-химические основы пайки
9.2.1. Образование спаев
9.2.2. Флюсование, смачивание, капиллярное течение
9.2.3. Кристаллизация, формирование паяного соединения
9.3. Материалы для пайки
9.3.1. Припои
9.3.2. Флюсы и газовые среды
9.4. Классификация способов пайки
9.9. Технологические особенности пайки различных материалов
9.9.1. Пайка сталей и чугуна
9.9.2. Пайка инструментальных сталей и твердых сплавов
9.9.3. Пайка медных и никелевых сплавов
9.9.4. Пайка легких металлов
9.9.9. Пайка металлов с неметаллическими материалами
9.1. Основные понятия и определения
Область применения. Пайка – физико-химический процесс получения соединения в результате взаимодействия твердого паяемого (основного) и жидкого присадочного металла (припоя). Образующиеся в результате этого взаимодействия переходные слои на границах шва и соединяемых поверхностях деталей называются спаями.
Для получения спая необходимо удалить с соединяемых поверхностей оксидную пленку и создать условия взаимодействия твердого и жидкого металлов. При кристаллизации вступившего во взаимодействие с материалом паяемых деталей более легкоплавкого связующего металла (припоя) образуется паяное соединение.
Пайку применяют в машино- и приборостроении, строительстве, в радиоэлектронной, электротехнической промышленности и других отраслях.
Пайка имеет сходство со сваркой плавлением, но между ними есть принципиальные различия. Если при сварке основной и присадочный материалы находятся в сварочной ванне в расплавленном состоянии, то при пайке паяемый металл не плавится. Пайка, в отличие от сварки плавлением, осуществляется при температурах, лежащих ниже температуры плавления паяемого металла, и может происходить в широком интервале температур.
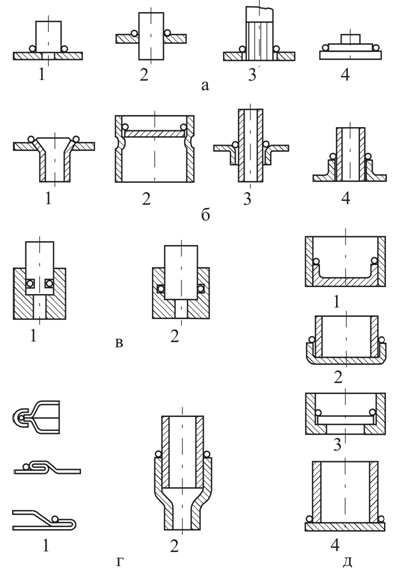
Рис. 9.1. Типовые примеры паяных конструкций: а – пайка деталей к фланцам (фиксация: 1 – на выточке; 2 – кернением; 3 – накаткой; 4 – точечной сваркой); б – пайка труб с фланцем (фиксация: 1 – развальцовкой; 2 – зиговкой; 3 – кернением; 4 – на приспособлении); в – пайка стержней с бобышками (укладка припоя: 1 – в проточке стержня; 2 – в проточке бобышки); г – соединение деталей при пайке легкоплавкими припоями (1 и 2); д – пайка труб с днищами, перегородками (1-4)
Преимущества пайки. Одним из преимуществ пайки является возможность соединения за один прием в единое целое множества элементов, составляющих изделие. Поэтому пайка как ни один другой способ соединения отвечает условиям массового производства. Она позволяет соединять разнородные металлы, а также металлы со стеклом, керамикой, графитом и другими неметаллическими материалами.
При пайке не происходит расплавления кромок паяемых деталей, поэтому проще сохранить в процессе нагрева требуемые форму и размеры изделия. Низкотемпературная пайка позволяет сохранить неизменными структуру и свойства металла соединяемых деталей. Важное преимущество пайки – разъемность паяных соединений, что делает ее незаменимой при монтажных и ремонтных работах.
Примеры фиксации деталей, размещения и закрепления припоя в сборке приведены на рис. 9.1.
Общие понятия. Образующееся при пайке соединение по своему строению и составу неоднородно, включает литую прослойку (шов), спаи, диффузионные и прикристаллизованные зоны (рис. 9.2).
Шов – неоднородная по составу и строению прослойка между соединяемыми деталями, образующаяся в результате взаимодействия расплава припоя с паяемым материалом и последующей кристаллизации расплава в зазоре.
Диффузионная зона – граничащий со спаем слой паяемого материала с измененными химическим составом и микроструктурой, образовавшийся в результате взаимной диффузии компонентов припоя и паяемого материала.
Прикристаллизационная зона – граничащий со спаем слой в шве, образовавшийся в результате выделения из расплава при кристаллизации на подложку фазы, обогащенной тугоплавкими компонентами.Взаимодействие между металлами при пайке может завершаться на разных стадиях развития процессов между основным металлом и припоем.
В соответствии с этим будут меняться состав, структура спаев и отдельных зон паяного соединения.
Взаимодействие между металлами при пайке может завершаться на разных стадиях развития процессов между основным металлом и припоем. В соответствии с этим будут меняться состав, структура спаев и отдельных зон паяного соединения.
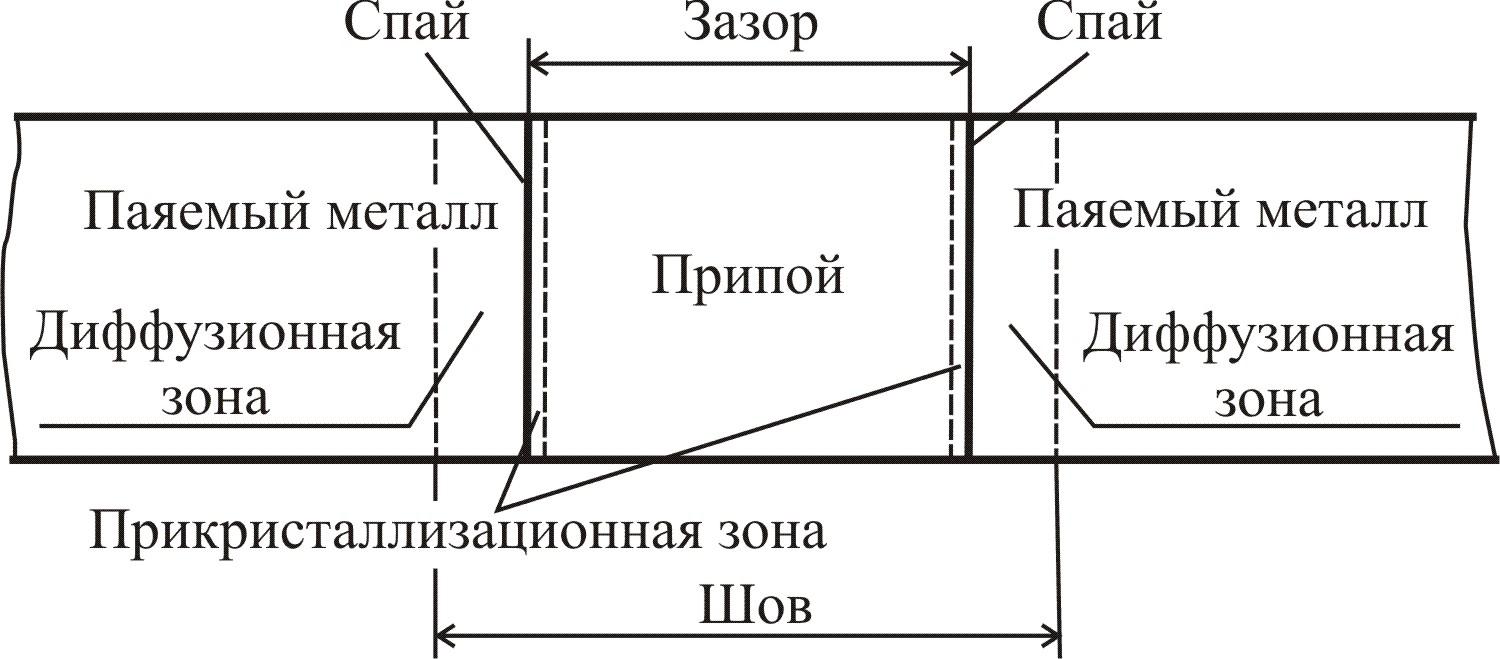
Рис. 9.2. Схема строения паяного соединения (схема)