

9.2. Физико-химические основы пайки
9.2.1. Образование спаев
Если процесс пайки прекращается на стадии возникновения химических связей, когда взаимной диффузией паяемого металла и расплава припоя можно пренебречь, то образуется бездиффузионный cпай. Последующая выдержка создает условия для развития диффузионных и растворно-диффузионных процессов. В данном случае образуется растворно-диффузионный спай. Спаи, возникающие в результате контактного плавления – перехода в жидкое состояние разнородных материалов при температурах ниже их точек плавления, относятся к контактно-реакционным.
Особые случаи получения спаев. При обеспечении соответствующего перегрева можно получить спаи между металлами, в обычных условиях не сплавляющихся и не образующих химические соединения. Например, вольфрам не образует сплавов с медью, марганцем, серебром, оловом. Однако при пайке происходит смачивание вольфрама данными металлами. Образующаяся жидкая фаза затекает в зазоры и обеспечивает формирование паяных соединений. В этом случаях происходит не истинное растворение паяемого металла в припоях, а диспергирование более тугоплавкого металла в результате снижения свободной поверхностной энергии под действием расплава припоя. Такие спаи называются диспергированными.
9.2.2. Флюсование, смачивание, капиллярное течение
Флюсование и самофлюсование. На поверхности незащищенного металла всегда имеется слой оксидной пленки. Для удаления оксидных пленок с поверхности паяемого металла и припоя в процессе пайки применяют флюсы, активные газовые среды, вакуум.
Флюс – активное химическое вещество, предназначенное для очистки и поддержания в чистоте поверхностей паяемого металла с целью снижения поверхностного натяжения и улучшения растекания жидкого припоя. Для этих же целей в состав припоев вводят компоненты, выполняющие роль флюсов (бор, фосфор, кремний, германий, барий и щелочные металлы – литий, калий, натрий).
Флюсование – это комплекс физико-химических явлений, протекающих при смачивании основного металла флюсом. Активность взаимодействия между флюсами и оксидной пленкой на основном металле зависит от степени окисления основного металла. Наихудшую смачиваемость имеет неокисленное железо.
Из применяющихся в пайке неорганических флюсов можно выделить две основные группы – оксидные и галоидные. Оксидные флюсы в процессе флюсования взаимодействуют главным образом с оксидной пленкой, галоидные – с основным металлом. К оксидным относятся наиболее распространенные флюсы на основе тетраборнокислого натрия и борной кислоты, а также на основе стекол. Флюсующую активность тетраборнокислого натрия можно оценить на основе растворимости в нем оксидов металлов.
Влияние основного металла на процесс самофлюсования связано с природой и строением образующейся на нем оксидной пленки, со способностью ее разрушаться под действием нагрева, образовывать легкоплавкие шлаки с оксидами припоя, а также растворяться в припое.
Смачивание и растекание припоев
Согласно первому закону капиллярности (формула Лапласа), выведенному для жидкостей, не взаимодействующих с твердым телом,
![]() , (9.1)
, (9.1)
где p1 и p2 – давления соответственно с вогнутой и выпуклой сторон поверхности жидкости; 12 – поверхностное натяжение жидкости на границе с газовой средой; R1 и R2 – радиусы кривизны поверхности.
Из формулы (9.1) следует, что капиллярные явления определяет поверхностный слой жидкости, имеющий кривизну и производящий на жидкость добавочное давление по сравнению с тем, какое она испытывает при наличии плоской поверхности. При растекании капли жидкости по плоской поверхности твердого тела условия ее равновесия выражаются в виде равновесия векторов сил поверхностного натяжения в точке на границе трех фаз. Этой границей является периметр смачивания (рис. 9.3)
13=23+12cos, (9.2)
где 13 – поверхностное натяжение между твердым телом и газовой средой, действующее на каплю по периметру ее основания; 23 – поверхностное натяжение жидкости на границе с твердым телом; – краевой угол смачивания.
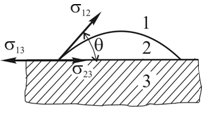
Рис. 9.3. Схема сил поверхностного натяжения капли жидкости на поверхности твердого тела: 1 – газ; 2 – жидкость; 3 – твердое тело
Здесь cos – коэффициент смачивания, характеризующий смачивающую способность жидкости.
В процессе пайки происходит активное взаимодействие между основным металлом и расплавленным припоем, поэтому капиллярные явления, протекающие при пайке, более сложны.
Растекание расплава припоя, как и всякой жидкости, по поверхности твердого тела определяется соотношением сил адгезии припоя к поверхности основного металла и когезии, характеризуемой силами связи между частицами припоя.
Капиллярное течение припоев. Согласно статической теории избыточное давление может быть выражено через высоту столба жидкости над заданным уровнем и через его плотность. Например, если жидкость заполняет капилляр, характеризующийся размером d, (рис. 9.4, а), то высота ее поднятия над заданным уровнем поверхности ванны согласно первому уравнению капиллярности:
![]() ,
(9.3)
,
(9.3)
где – плотность жидкости; g – ускорение свободного падения.
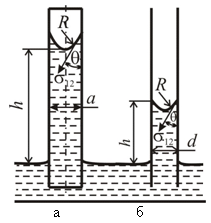
Рис. 9.4. Схема поднятия жидкости по капилляру круглого сечения (а) и в зазоре между параллельными пластинами (б)
В случае капиллярного течения между двумя параллельными пластинами (см. рис. 9.4, б) высота поднятия жидкости
![]() ,
(9.4)
,
(9.4)
где а – размер зазора.
В реальных условиях процесс заполнения зазора расплавленным припоем зависит от многих факторов, поэтому на практике высота поднятия припоя в зазоре для каждого конкретного сочетания: паяемый материал – припой часто определяется экспериментально.