

13 Настраиваем цепь радиальной подачи (цепь врезания).
Радиальной подачей называется перемещение долбяка в радиальном направлении за один двойной ход.
Конечные звенья: штоссель с долбяком – кулачёк.
Расчётные перемещения: 1 двойной ход долбяка – Sрад мм перемещения долбяка, где Sрад – радиальная подача мм/дв.ход.
Подбираем сменные шестерни гитары радиальных подач.
115
Расчётная формула:
![]() .
.![]() =
=
![]() , (5)
, (5)
в1
=
с1
= 30 Н =
![]() ,
(6)
,
(6)
где Sрад – радиальная подача долбяка;
Н – величина подъёма архимедовой спирали кулачка в мм.
К станку прилагается набор сменных шестерен с числом зубьев: 25, 40, 40, 50 и паразитное колесо 30.
На станке можно получить три величины радиальной подачи: 0,024, 0,048, 0,096, мм/дв.ход.
Sрад выбирают по таблице:
Таблица 4 Величина радиальной подачи, в зависимости
от материала и модуля нарезаемого колеса
|
Материал и модуль нарезаемого колеса |
Sрад мм/дв.ход |
|
Особо твёрдая сталь НВ = 270…250 при m > 8 мм |
0,03 |
|
Твёрдая сталь НВ = 250…220 при m > 8 мм |
0,06 |
|
Сталь средней твёрдости НВ = 220…190 при m > 8 мм |
0,1 |
|
Чугун и мягкая сталь НВ = 190 при m < 8 мм |
0,2 |
|
Чугун НВ = 180 при m < 8 мм |
0,4 |
116
Сменные шестерни можно подбирать, пользуясь этой таблицей:
Таблица 5 Подбор сменных колёс, в зависимости от
величины радиальной подачи
|
Величина радиальной подачи |
Sрад |
0.024 |
0.048 |
0.096 |
|
Число зубьев сменных колёс |
a1 |
25 |
40 |
50 |
|
d1 |
50 |
40 |
25 |
Выбор кулачка
Радиальная подача обеспечивается сменными кулачками, которые могут быть одно-, двух- и трёхпроходными.
При однопроходном кулачке обработка происходит за один оборот заготовки, при двухпроходном – за два оборота, при трёхпроходном – за три оборота.
Однопроходный кулачёк применяется при нарезании колёс сразу на полную высоту с модулем до 3 мм из мягкой углеродистой стали, а также при нарезании колёс большого модуля за два прохода.
Двухпроходный кулачёк применяется при нарезании колёс с модулем до 5 мм из материала средней твёрдости.
Трёхпроходный кулачёк применяется при нарезании колёс с модулем свыше 5 мм из твёрдой стали.
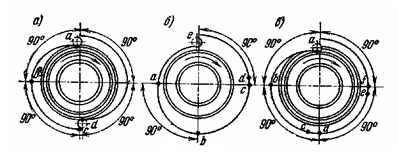
Рисунок 5 – Кулачки радиальной подачи
А) однопроходный; б) двухпроходный; в) трёхпроходный
Работа однопроходного кулачка идёт на двух участках: ab – c подъёмом спирали для врезания и bc, который
117
имеет постоянный радиус. Обработка заканчивается за ½ оборота кулачка. Вторая половина кулачка аналогична первой. Двухпроходный кулачок имеет участки: ab – первое врезание, bc – нарезание зубьев на неполный профиль; cd – второе врезание, de – окончательная обработка зубьев. Аналогичное построение и для трёхпроходного кулачка. Участки cd и ef второго и третьего врезания имеют подъём по 0,5 мм.
Выбранный кулачёк устанавливаем на станке.
Настройка на глубину врезания.
Глубина врезания зависит от высоты зубьев обрабатываемого колеса:
h = 2,25 m, (7)
где h – высота зуба;
m – модуль зацепления.
Вращая вручную диск с кривошипным пальцем устанавливаем долбяк по высоте так, чтобы режущая кромка находилась против заготовки. С помощью рычага 7 нужно включить муфту радиальной подачи и, вращая квад-
рат 8, установить кулачёк в такое положение, чтобы ролик находился на дуге окружности кулачка около его впадины. После этого, вращая рукояткой квадрат 3 ручного перемещения долбёжной головки, подводим долбяк до касания вершины зуба с головкой.
Вращая вручную диск с кривошипным пальцем, поднимаем долбяк в верхнее положение. После подъёма долбяка на поверхности изделия должен остаться чуть заметный след от соприкосновения с зубом долбяка.
Вращая квадрат 3 передвигаем долбёжную головку с долбяком в сторону изделия на величину hд, близкую к высоте нарезаемых зубьев:
hд = h – 0,1m, (8)
118
где h – высота нарезаемых зубьев;
m – модуль нарезаемого колеса.
Величина 0,1m берётся из предосторожности – чтобы износ зубьев долбяка (из-за переточек) не связался на размерах нарезаемых зубьев.
Отсчёт величины перемещения долбёжной головки ведётся по нониусу у квадрата 3. С помощью квадрата 8 вращаем кулачёк так, чтобы ролик оказался в его впадине, а долбяк отошёл от изделия влево.
После этого, вращением диска с кривошипным пальцем, снова устанавливаем долбяк на высоте изделия.
Вновь поворачиваем кулачёк так, чтобы его очерченный по спирали участок нажал на ролик и передвинул долбёжную головку вправо, до соприкосновения долбяка с заготовкой.