

Выпрессовка инструмента
Выпрессовка инструмента из шпинделей Р.Г. осуществляется от электродвигателя М3 через зубчатые колеса 18-52
при включенной муфте М10, червячную передачу 21-21, вал XXII и эксцентрик Э2, установленный в пазу оси Р.Г.
55
13:86 37:37 37:37 (14:25) × 8 мм/мин.
2500





2000




1575
500 






 1250
400
1250
400
1000
315 



800
250 



720
200 



500
160 



400
125 



375
100 



250
80 



200
63 



157,5 50
40 



125




100
31,5 



80
25 



72,5
20 






 50
16
50
16


 12,5
12,5
10
Рисунок 4 – График подач
Смазка револьверного суппорта
Смазка револьверного суппорта осуществляется от электродвигателя М3 через зубчатые колеса 18-52-75, вал 15, на котором установлен эксцентрик Э3, приводящий в движение плунжерный насос.
56
Позиционирование
Позиционирование осуществляется перемещением стола и салазок. Редукторы продольного и поперечного перемещения одинаковы по конструкции и обеспечивают сначала быстрое, потом среднее, а затем медленное перемещение стола и салазок при подходе к заданной координате.
Быстрое перемещение осуществляется от электродвигателя М4 (N=1.1 кВт, n=1370 об/мин) через зубчатые колеса 18/32, при включенной муфте М2, зубчатые колеса 26/34, 34/55, 55/37, далее на шариковый винт с шагом Р = 5 мм. Скорость быстрого перемещения 7 м/мин.
Среднее перемещение осуществляется от электродвигателя М4 через зубчатые колеса 20/62, 27/55, 23/55, 40/40 при включенной муфте М13 и далее 16/55, 55/37, на ходовой винт. Скорость среднего перемещения 200 мм/мин. На этой скорости производится фрезерование.
Медленное перемещение осуществляется от электродвигателя М4 через зубчатые колеса 20/62, 27/55, 23/55,16/64, при включенной муфте М12 и далее 16/55, 55/37, на ходовой винт. Скорость медленного перемещения 50 мм/мин. Переключение скоростей осуществляется автоматически в зависимости от выбранного режима позиционирования.
57
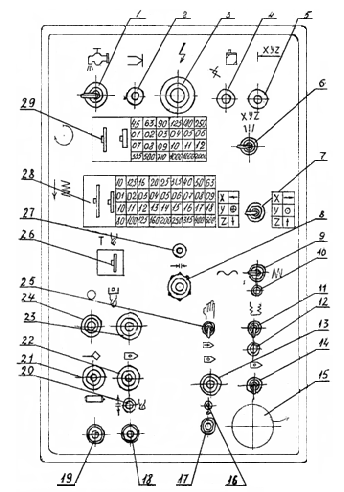
Рисунок 5 – Органы управления пульта управления станка и их назначение
58
Органы управления пульта управления станка и их
назначение
1 Тумблер – работы системы охлаждения
2 Сигнальная лампа – «конец программы»
3 Сигнальная лампа – «станок включен в сеть»
4 Сигнальная лампа – «смена инструмента в Р.Г.»
5 Сигнальная лампа – «предельное положение рабочих
органов»
6 Тумблер – «выбор рабочей оси»
7 Тумблер – «выбор направления перемещения рабочих органов станка»
8 Кнопка – «поворот Р.Г.»
9 Тумблер – «выбор скорости перемещения рабочих органов станка»
10 Сигнальная лампа – «резьбонарезание»
11 Тумблер – «резьбонарезание»
12 Сигнальная лампа – «предварительный стоп в цикле»
13 Кнопка – «стоп программы»
14 Тумблер – «предварительный стоп в цикле»
15 Кнопка – «аварийный стоп»
16 Сигнальная лампа – «0» станка»
17 Кнопка – «установка «0» станка»
18 Кнопка – «выпрессовка инструмента из шпинделя»
19 Кнопка – «пуска станка»
20 Сигнальная лампа – «выпрессовка инструмента из шпинделя»
21 Кнопка – «ввод следующего кадра программы»
22 Кнопка – «пуск программы»
23 Кнопка – «вращения шпинделя»
24 Сигнальная лампа – «включение вращения шпинделя»
25 Тумблер – «переключение режима работы»
26 Переключатель – «выбор позиции Р.Г.»
27 Сигнальная лампа – «Р.Г. нажата»
28 Переключатель – «выбор величины подачи»
29 Переключатель – «выбор частоты вращения шпинделя»
59
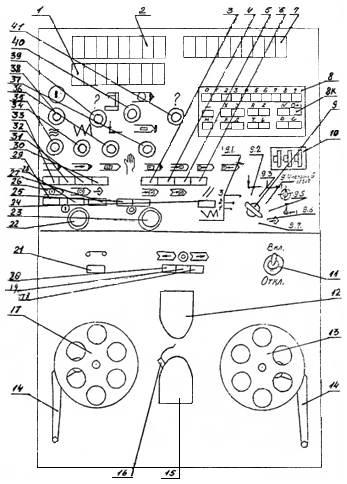
Рисунок 6 – Органы управления пульта ЧПУ
60
Органы управления пульта ЧПУ
1 Лампа цифровой индикации координаты «Y»
2 Лампа цифровой индикации координат «X» или «Z» или «Р»
3 Кнопка – «поиск главного кадра вперед»
4 Переключатель – «покадровый ввод программы»
5 Кнопка – «поиск главного кадра назад»
6 Кнопка – «поиск начала программы»
7 Лампы световой индикации по адресам
8 Кнопки
9 Переключатель режимов индикации
-
Индикация 1, 2, 3 установок зон торможения
-
Индикация 1, 2, 3 установок зоны контроля
-
Индикация 1, 2, 3 установок коррекции инструмента
-
Индикация 1, 2, 3 установок показатели датчика
-
Индикация 1, 2, 3 установок плавающего «0»
-
Индикация 1, 2, 3 установок памяти заданных координат
-
Работа во время движения показывает рассогласование между заданными и текущими координатами, а после остановки – «текущие координаты»
10 Переключатель задания величины неполного отвода инструмента
11 Переключатель – «включено» - «отключено» Ф.С.У.
12 Лампа Ф.С.У. (Фотосчитывающее устройство)
13 Наматывающий барабан
14 Натяжное устройство
15 Фотосчитывающая головка
16 Прижимное устройство программоносителя
17 Сматывающий барабан
18 Переключатель – «перемотка ленты вперед»
19 Переключатель – «стоп перемотки ленты»
20 Переключатель – «перемотка ленты назад»
21 Переключатель – «контроль обрыва ленты»
22 Кнопка – «выключения ЧПУ»
23 Кнопка – «включения ЧПУ»
24 Кнопка – «сброс» (начальная установка)
25 Кнопка – «поиск кадра»
61
26 Кнопка – «поиск кадра с восстановлением предыдущей информации»
27 Кнопка – «ввод следующего кадра программы»
28 Кнопка – «стоп программы»
29 Кнопка – «пуск программы»
30 Переключатель – «ручной режим»
31 Переключатель – «преднаборный режим»
32 Переключатель – «автоматический режим»
33 Переключатель – «работа ЭВМ»
34 Сигнальная лампа – «движение рабочего органа»
35 Сигнальная лампа – «сеть»
36 Сигнальная лампа – «зоны контроля»
37 Сигнальная лампа – «конец отработки кадра»
38 Сигнальная лампа – «устройство ЧПУ включено»
39 Сигнальная лампа – «сбой станка»
40 Сигнальная лампа – «конец программы»
41 Сигнальная лампа – «сбой ЧПУ»
Система ПУ станком
Управление работой станка осуществляется от электронного позиционного устройства Ч.П.У. модели 2П32-3. Данное устройство ЧПУ построено по замкнутому принципу и обеспечивает автоматические позиционирование стола, осуществление стандартных циклов сверления, резьбонарезания метчиком, оцинкования, зенкерования, развертывания, растачивания, фрезерование (фрезерование вдоль оси «Х» или «У» может осуществляется только подачей 200 мм/мин).
Устройство ЧПУ МОД.2П32-3 обеспечивает работу станка в автоматическом, преднаборном, ручном режимах, а также позволяет производить покадровую отработку управляющей программы. В качестве программоносителя используется восьмидорожечная перфолента шириной 25.4 мм, программирование осуществляется в коде ИСО-1 бит.
62