

Контрольные вопросы
1 Назначение и область применения станка.
2 Устройство и работа основных механизмов станка.
3 Принцип программного управления данного станка.
4 Виды режимов работы станка и их назначение.
Эскиз обрабатываемой детали:
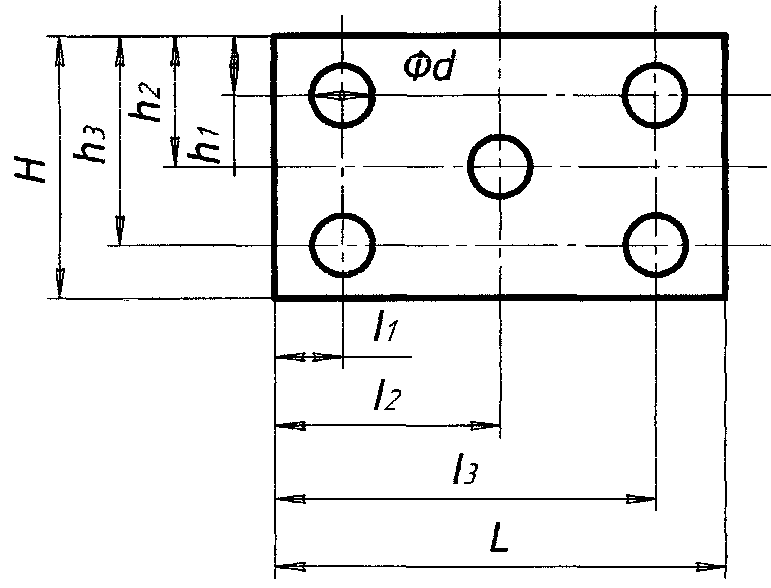
Рисунок 1 – плита
105
Таблица 1 Размеры обрабатываемой плиты
|
Размеры |
H |
h1 |
h2 |
h3 |
L |
l1 |
l2 |
l3 |
|
1 |
240 |
40 |
120 |
200 |
300 |
50 |
150 |
250 |
|
2 |
200 |
35 |
100 |
165 |
250 |
40 |
125 |
210 |
|
3 |
300 |
50 |
150 |
250 |
320 |
55 |
160 |
265 |
|
4 |
290 |
45 |
145 |
245 |
350 |
70 |
175 |
265 |
|
5 |
220 |
35 |
110 |
185 |
270 |
45 |
135 |
225 |
|
6 |
310 |
55 |
155 |
255 |
400 |
90 |
200 |
310 |
|
7 |
190 |
25 |
95 |
165 |
290 |
50 |
145 |
240 |
|
8 |
320 |
60 |
160 |
260 |
420 |
95 |
210 |
325 |
|
9 |
380 |
80 |
190 |
300 |
500 |
125 |
250 |
375 |
|
10 |
330 |
65 |
165 |
265 |
480 |
120 |
240 |
360 |
|
11 |
260 |
40 |
130 |
220 |
340 |
65 |
170 |
275 |
|
12 |
400 |
75 |
200 |
325 |
520 |
140 |
260 |
380 |
|
13 |
370 |
70 |
185 |
300 |
450 |
110 |
225 |
340 |
|
14 |
350 |
60 |
175 |
290 |
390 |
85 |
195 |
305 |
|
15 |
250 |
80 |
125 |
220 |
280 |
45 |
140 |
235 |
|
16 |
390 |
85 |
145 |
305 |
440 |
700 |
220 |
340 |
|
17 |
420 |
90 |
210 |
330 |
510 |
130 |
255 |
380 |
|
18 |
290 |
30 |
115 |
200 |
310 |
50 |
155 |
260 |
|
19 |
300 |
45 |
150 |
255 |
420 |
90 |
210 |
330 |
|
20 |
410 |
75 |
205 |
335 |
470 |
115 |
235 |
355 |
|
21 |
190 |
20 |
95 |
170 |
260 |
40 |
130 |
220 |
|
22 |
430 |
95 |
215 |
335 |
530 |
140 |
235 |
390 |
|
23 |
440 |
100 |
220 |
340 |
540 |
145 |
270 |
395 |
|
24 |
450 |
105 |
225 |
345 |
550 |
150 |
275 |
400 |
|
25 |
460 |
110 |
230 |
350 |
560 |
155 |
280 |
405 |
|
26 |
470 |
115 |
235 |
355 |
570 |
160 |
285 |
510 |
106
Таблица 2 Режимы обработки

|
Режимы
|
Vм/мин сверло |
S мм/об сверло |
d мм сверло |
Vм/мин зенкер |
S мм/об зенкер |
d мм зенкер |
Vм/мин фреза |
S мм/мин фреза |
d мм фреза |
|
1 |
50 |
0,1 |
12 |
46 |
0,14 |
13 |
230 |
320 |
130 |
|
2 |
45 |
0,12 |
16 |
45 |
0,18 |
17 |
310 |
340 |
110 |
|
3 |
45 |
0,14 |
14 |
45 |
0,20 |
15 |
265 |
305 |
160 |
|
4 |
40 |
0,18 |
20 |
42 |
0,25 |
21 |
260 |
315 |
150 |
|
5 |
38 |
0,38 |
28 |
30 |
0,50 |
29 |
300 |
330 |
120 |
|
6 |
50 |
0,15 |
15 |
43 |
0,22 |
16 |
260 |
305 |
160 |
|
7 |
40 |
0,20 |
22 |
40 |
0,3 |
23 |
320 |
350 |
100 |
|
8 |
35 |
0,4 |
30 |
30 |
0,55 |
31 |
250 |
300 |
170 |
|
9 |
42 |
0,18 |
19 |
42 |
0,26 |
20 |
240 |
275 |
200 |
|
10 |
36 |
0,36 |
25 |
38 |
0,54 |
26 |
250 |
300 |
170 |
|
11 |
32 |
0,45 |
32 |
26 |
0,26 |
33 |
270 |
320 |
140 |
|
12 |
52 |
0,08 |
10 |
50 |
0,12 |
11 |
235 |
265 |
270 |
|
13 |
48 |
0,1 |
12 |
46 |
0,15 |
13 |
245 |
280 |
100 |
|
14 |
45 |
0,16 |
17 |
44 |
0,24 |
18 |
245 |
290 |
280 |
|
15 |
38 |
0,38 |
26 |
37 |
0,55 |
27 |
280 |
325 |
130 |
|
16 |
45 |
0,48 |
18 |
41 |
0,27 |
19 |
235 |
270 |
200 |
|
17 |
32 |
0,45 |
33 |
25 |
0,65 |
34 |
230 |
250 |
220 |
|
18 |
40 |
0,2 |
27 |
36 |
0,3 |
28 |
295 |
330 |
150 |
|
19 |
45 |
0,26 |
15 |
45 |
0,35 |
16 |
265 |
305 |
160 |
|
20 |
34 |
0,18 |
31 |
25 |
0,25 |
32 |
240 |
260 |
210 |
|
21 |
48 |
0,3 |
16 |
43 |
0,4 |
17 |
320 |
345 |
100 |
|
22 |
35 |
0,21 |
35 |
23 |
0,3 |
36 |
225 |
245 |
220 |
|
23 |
42 |
0,25 |
20 |
42 |
0,37 |
21 |
220 |
230 |
230 |
|
24 |
45 |
0,27 |
19 |
41 |
0,4 |
20 |
215 |
220 |
230 |
|
25 |
35 |
0,15 |
30 |
30 |
0,22 |
31 |
210 |
210 |
240 |
|
26 |
40 |
0,2 |
26 |
37 |
0,3 |
27 |
190 |
200 |
250 |
107
Практическая работа №7
«Настройка зубодолбёжного станка модели 514 на обработку цилиндрического колеса
с прямым зубом»
1 Цель работы:
1.1 Ознакомиться с приёмами нарезания зубчатых колёс модульными долбяками.
1.2 Изучить основные узлы станка и органы управления.
1.3 Изучить методику настройки станка.
1.4 Провести расчёт настройки станка.
1.5 Научиться устанавливать инструмент, заготовку,
подбирать и устанавливать сменные колёса.
1.6 Освоить приёмы работы на станке.
1.7 Нарезать зубчатое колёсо с прямым зубом.
2 Оборудование, приспособления, инструмент:
2.1 Зубодолбёжный станок модели 514.
2.2 Заготовка.
2.3 Долбяк.
2.4 Оправка для заготовки.
2.5 Оправка для долбяка.
2.6 Штангензубомер.
3 Порядок проведения работы:
3.1 Ознакомиться с содержанием работы.
3.2 Внимательно изучить назначение, устройство, кинематическую схему, органы управления станком.
3.3 Произвести расчёт настройки станка в соответствии с вариантом задания /Приложение А/.
3.4 После проверки правильности произведённых расчётов, с руководителем работы произвести наладку станка.
3.5 Произвести обработку зубчатого колеса.
3.6 Проверить качество нарезаемого колеса.
3.7 Убрать рабочее место.
3.8 Оформить отчёт по работе.
108
4 Назначение, устройство и принцип работы станка
С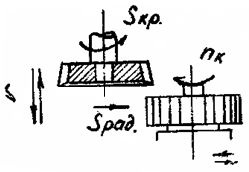 танок
предназначен для нарезания цилиндрических
шестерен с прямым и винтовым зубом, как
наружного, так и внутреннего зацепления.
На станке можно нарезать блоки шестерен
с небольшим расстоянием между ними.
Станок работает по методу обкатки,
воспроизводя зацепление двух цилиндрических
колёс, одно из которых является режущим
инструментом (долбяком), а второе
заготовкой. Долбяк крепится на штосселе
и вместе с ним совершает вертикальные
возвратно-поступательные движения со
скоростью резания. При движении долбяка
вниз совершается рабочий ход, а обратный
ход долбяка является холостым. В это
время стол с заготовкой отводится от
долбяка на небольшое расстояние, для
того чтобы не повредить обработанную
поверхность зуба (вспомогательное
движение).
танок
предназначен для нарезания цилиндрических
шестерен с прямым и винтовым зубом, как
наружного, так и внутреннего зацепления.
На станке можно нарезать блоки шестерен
с небольшим расстоянием между ними.
Станок работает по методу обкатки,
воспроизводя зацепление двух цилиндрических
колёс, одно из которых является режущим
инструментом (долбяком), а второе
заготовкой. Долбяк крепится на штосселе
и вместе с ним совершает вертикальные
возвратно-поступательные движения со
скоростью резания. При движении долбяка
вниз совершается рабочий ход, а обратный
ход долбяка является холостым. В это
время стол с заготовкой отводится от
долбяка на небольшое расстояние, для
того чтобы не повредить обработанную
поверхность зуба (вспомогательное
движение).
Вращение долбяка вокруг своей оси является круговой подачей.
Радиальное перемещение шпиндельной головки период врезания является радиальной подачей.
Связывающее вращение долбяка с вращением заготовки является де- Рисунок 1– Схема лительным движением.
обработки
Техническая характеристика станка модели 514
1 Пределы диаметров нарезаемых зубчатых
колёс………………………………..…………………….20 – 500 мм
2 Наибольшая ширина нарезаемых колёс……………105 мм
3 Пределы модулей нарезаемых колёс………………2 – 6 мм
4 Число ступеней двойных ходов долбяка……………..4
5 Пределы чисел двойных ходов ползуна
в минуту……………………………………..125 – 359 дв/ход.мин
6 Пределы круговых подач долбяка на 1
двойной ход………………………………..0,17 – 0,44 мм/дв.ход
7 Радиальная подача долбяка на 1
двойной ход ……………………………………….0,05 мм/дв.ход
8 Мощность главного двигателя………………………….2,2 квт
109
9 Габаритные размеры станка……………1760×1270×2060 мм
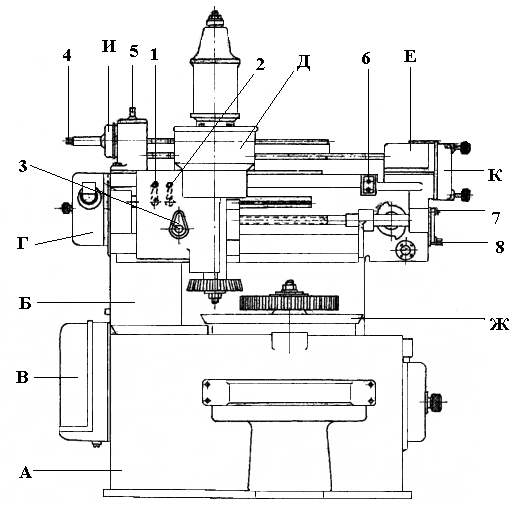
Рисунок 2 – Общий вид зубодолбёжного станка мод. 514