

4. Метрологічна характеристика використаних інструментів
Таблиця 4
|
Найменування та тип інструменту |
Діапазон вимірювання L, мм |
Точність випадку і, мм |
Ціна поділки на стеблі с, мм
|
Гранична похибка ±∆ lim, мкм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Роботу виконав ________________ ____________________________
підпис, дата П.І.Б.
Роботу перевірив _________________ ____________________________
підпис, дата П.І.Б.
Роботу прийняв _______________ ____________________________
підпис, дата П.І.Б.
Лабораторна робота 4
ВИМІРЮВАННЯ ДЕТАЛЕЙ ІНДИКАТОРНИМИ ПРИЛАДАМИ *
1. Завдання для самостійної підготовки до виконання роботи
1). Вивчити принцип дії індикатора годинникового типу;
2). Ознайомитися з основними метрологічними показниками індикатора годинникового типу (діапазон вимірювання, точність відліку, розташування атестованої ділянки шкали);
3).Ознайомитися з галуззю застосування індикаторів;
4).Вивчити принцип дії індикаторного нутроміра, індикаторної скоби.
2. Вказівки до аудиторного виконання роботи
2.1.Мета роботи
1). Вивчити призначення, улаштування та методи вимірювання індикаторами приладами.
2).На практиці навчитися проводити вимірювання за допомогою індикаторних приладів.
2.2.Програма роботи
1). Виміряти індикаторною головкою радіальне та торцьове биття валу.
2). Настроїти індикаторну скобу.
3). Заміряти індикаторною скобою діаметр поршневого пальця двигуна СМД-14.
4). Настроїти індикаторний нутромір.
5). Заміряти індикаторним нутроміром діаметр гільзи двигуна СМД-14.
6). Визначити овальність та конусоподібність гільзи двигуна СМД-14.
7). В журналі звіту накреслити схеми проведення вимірювань діаметрів гільзи циліндрів, діаметрів поршневого пальця та визначення торцьового і радіального биття. Привести результати проведених замірів та розрахунків.
8). В журналі звіту привести метрологічну характеристику приладів, що використовувались.
2.3.Оснащення лабораторної роботи
1). Індикатори годинникового типу ИЧ-10, ИЧЦ-10.
2). Центри.
3). Нутромір індикаторний НИ-160.
4). Набір кінцевих мір та комплект оснащення до нього.
5). Індикаторна скоба СИ-50.
* - Розроблено старшим викладачем Є.В. Калганковим
2.4. Рекомендації до виконання роботи
2.4.1. Вимірювання індикатором годинникового типу
Загальні положення. В основу дії індикатора покладено перетворення поступального переміщення вимірювального стержня в обертальний рух стрілки, що виконується за допомогою передаточного механізму.
На вимірювальному стержні 1 (рис.1) нарізана зубчата рейка яка зчіплюються з зубчастим колесом 2. На одній осі з колесом насаджено велике зубчасте колесо 3. При переміщенні вимірювального стержня 1 колесо 2 викликає обертання колеса 3, яке знаходиться в зачепленні з трібкою 4. На трібці насаджена стрілка. Таким чином, переміщення вимірювального стержня викликає поворот стрілки 5. Зубчасте колесо 7 з приєднаним до нього пружинним волоском 8 також зчіплюється з трібкою 4 і призначено для знищення мертвого ходу. Пружина 9 утримує вимірювальний стержень 1 в висунутому положенні. Вимірювальний стержень запобігається від повороту за допомогою спеціальної шпонки.

Рис.1. Принципова схема індикатора: Рис.2. Нормальний індикатор 1- вимірювальний стержень; 2- мале годинникового типу:
зубчате колесо; 3- велике зубчате ко- 1- корпус; 2- стопор обвідка
лесо; 4- трібка; 5- стрілка; 6- шкала;
7- зубчате колесо; 8- пружинний во-
лосок; 9- пружина
Виготовлені по такій схемі індикатори носять назву індикаторів годинникового типу або індикаторів з зубчастою передачею.
В машинобудуванні використовують наступні індикатори годинникового типу: нормальні (рис.2), малогабаритні (рис.3) і малогабаритні торцеві (рис.4), з ціною: поділки 0,01мм.
Шлях, який проходить наконечник вимірювального стержня від крайнього нижнього до крайнього верхнього положення, називається діапазон показань індикатора. Нормальні індикатори виготовляють з діапазоном показань 0-5 та 0-10 мм, а малогабаритні - з діапазоном показань 0-2 та 0-3 мм. За звичай на всьому діапазоні вимірювань не проводять; індикатор встановлюють так, щоб вимірювання проходили в середній частині діапазону.
Найбільш розповсюджений нормальний індикатор з ціною поділки 0,01 мм, у якого поступальному переміщенню вимірювального стержня на 0,01 мм відповідає переміщення великої стрілки на оду поділку шкали.
Ділянка розміром в 0,1 мм, відповідає приблизно другому оберту великої стрілки, називається нормованим, так як на ньому перевіряють похибки показань приладу. При вимірюваннях слід по можливості користуватися цією ділянкою шкали.

Рис.3. Малогабаритний індикатор Рис.4. Малогабаритний торцевий
годинникового типу індикатор
Шкала індикатора має 100 поділок, як наслідок, повний оберт центральної стрілки відповідає переміщенню вимірювального стержня на 1 мм.
В залежності від діапазонів показань (0-5 або 0-10) центральна стрілка виконує по шкалі прибору 5 або 10 обертів. Для визначення цілих обертів центральної стрілки є маленька стрілка, що називається показником числа обертів, і невеликий циферблат. Кожний повний оберт центральної стрілки відповідає повороту на одну поділку маленької стрілки по шкалі показника числа обертів. Отже, ціна поділки шкали показника обертів дорівнює 1 мм. В початковому (крайньому нижньому) положенні стержня індикатора стрілка показника числа обертів стоїть на нулі.
Шкала 3 (рис.2) індикатора разом з ободком 4 може бути повернута відносно корпуса так, щоб навпроти центральної стрілки 6 приладу можна було встановити любу поділку шкали 3. Для зручності обертання ободок 4 індикатора зроблено з насічкою.
Ободок зі шкалою обертають при встановленні приладу в нульове положення, коли напроти центральної стрілки встановлюється нульова поділка шкали. Індикатор має стопорний прилад 2, за допомогою якого шкала може бути закріплена в будь якому положенні і тим самим можна уникнути випадкового повороту.
Вимірювальний наконечник 10 вгвинчується в торець вимірювального стержня 9. В наконечник запресований загартований сталева кулька; інколи наконечник закінчується загартованим вістрям. Притискаючи шарик до деталі, що перевіряється (площині, поверхні), створюють контакт, тобто дотик наконечника індикатора з поверхнею деталі. Натиск відбувається за допомогою пружини, яка прагне перемістити стержень в крайнє нижнє положення. Сила натягнення пружини забезпечує постійний вимірювальний тиск.
Головка 11 вимірювального стержня служить для підняття наконечника. При вимірюваннях, коли необхідно підвести індикатор до деталі і встановити наконечник для контакту, головку вимірювального стержня обережно підіймають двома пальцями.
Вимірювальне зусилля, що створюється пружиною, діюче на вимірювальний стержень, не повинно перевищувати 200 г. Початкове вимірювальне зусилля повинно бути не менше 80 г.
Допустимі похибки показань індикаторів указані в табл.1.
Таблиця 1
Допустимі похибки показань індикаторів
|
Похибки показань в мм |
В межах 1мм на любій ділянці вимірювання в мм
|
В межах вказаної в атестаті ділянки шкали(0,1мм) в мм
|
Варіації показань
| ||
|
для індикаторів з діапазоном вимірювань | |||||
|
0-2 та 0-3 |
0-5 |
0-10 | |||
|
в межах всього інтервалу вимірювань | |||||
|
±0,015 |
±0,020 |
±0,025 |
±0,015 |
±0,008 |
3 |
Примітка. Під варіацією показань розуміється найбільша різниця між окремими повторними показаннями індикатора при багаторазовій перевірці однієї і тієї ж величини.
Похибки показань індикаторів перевіряють за допомогою спеціально пристосованого мікрометра (рис.5) на всьому діапазоні вимірювань через кожні 0,2 мм при прямому та зворотному переміщенні вимірювального стержня. На нормованій ділянці шкали (ділянка від 1 до 1,1 мм) похибки перевіряють через 0,01 мм.

Рис.5. Перевірка індикатора спеціально пристосованим мікрометром
Галузь застосування індикаторів в машинобудуванні дуже широка. Широкому розповсюдженню індикаторів сприяє:
велика межа вимірювання по шкалі, що дає можливість користуватися індикатором як для відносних так і для абсолютних вимірювань;
велика ступінь збільшення передачі, як наслідок, і велика відстань між штрихами шкали, що створює зручності при відліку в процесі вимірювання;
можливість використання в комбінації з різноманітними пристосуваннями, що мають другу вимірювальну поверхню.
Індикатори також використовуються для виявлення відхилень від правильної геометричної форми (наприклад, вимірювання величини биття і т.д.), при контрольних операціях на повір очних плитах, при вивірці установки заготовок на верстатах, для перевірки взаємного розташування деталей в машинах, їх геометричної форми, при ремонті, складанні та перевірці верстатів і т.д.
При вимірюваннях індикатор повинен бути нерухомий. Для цього його закріплюють в різноманітних стійках (рис.6 та 7) так, щоб корпус не міняв свого положення в момент перевірки, а рухався тільки вимірювальний стержень з наконечником. Індикатор закріплюється або шляхом затискання гільзи в стійці (рис.8,а), або за вушко на задній кришці (рис.8,6). В обох випадках корпус індикатора буде жорстко скріплений зі стійкою.
Площина контрольної плити, на якій встановлена стійка з закріпленим індикатором, використовується як база для вимірювання, і тому необхідно, щоб основа стійки індикатора щільно прилягала до плити.. Нижню площину стійки, як ту що співпадає з базою вимірювання, необхідно оберігати від ударів по металевим речам, від корозії і завжди утримувати в чистоті, не допускаючи присипання бруду і т.д.

Рис.6. Встановлення індикатора Рис.7. Встановлення індикатора
на рухомій стійці на нерухомій стійці

Рис. 8. Кріплення індикатора
а) за гільзу ; б) за вушко
В стаціонарній стійці ( вимірюваний столик) базою вимірювання являється площина столика.
Індикатор можна використовувати як для абсолютних ,так і для відносних
вимірювань. Абсолютний метод вимірювання використовується в тому випадку, коли розмір деталей, що підлягають вимірюванню не перевищує меж вимірювання по шкалі. При відносному методі вимірювання деталь, що підлягає вимірюванню порівнюється з установчою мірою (блоком плоско паралельних плиток), по якій встановлюється індикатор. Більш точним являється відносний метод вимірювання.
Як при абсолютному, так і при відносному методах індикатор спочатку встановлюють по відношенню до плити (площині столика) або установчої міри як базі вимірювання. Потім, встановивши індикатор на нуль (або запам'ятавши його показання) і не міняючи положення індикатора відносно площини бази, підіймають вимірювальний стержень і підводять під наконечник деталь, що контролюється.
При вимірюванні і велика стрілка і стрілка показника числа обертів міняють своє положення. Величина відхилення від початкового положення визначається по шкалі.
Ціле число міліметрів буде рівне вимірюванню показання показника числа обертів. Число сотих часток міліметра буде рівнятися показанню центральної стрілки.
Перед початком роботи з індикатором його слід попередньо перевірити і впевнитись в тому, що вимірювальний стержень легко переміщується в гільзі і не западає, а пружина, що створює вимірювальний тиск, відтягує стержень з наконечником в крайнє положення; при цьому стрілка індикатора дає постійне показання.
Для перевірки стержень два — три рази підіймають за головку, після чого відпускають. Стержень при цьому кожен раз повинен відтягуватись пружиною в крайнє положення, а стрілка індикатора повинна встановлюватись на одній і тій поділці шкали.
При любому вимірюванні індикатором (абсолютному чи відносному) його необхідно встановити в деяке початкове положення. Для цього вимірювальний наконечник приводять в дотик з поверхнею установчої міри (або столика). Індикатор підводять так, щоб його стрілка зробила один - два оберти. Таким чином, стержню індикатора дається "натяг" для того, щоб в процесі вимірювання індикатор міг показати як від'ємні так і додаткові відхилення від початкового положення або установчої міри. Стрілка індикатора при цьому зупиняється навпроти будь - якої поділки шкали. Подальші відліки слід вести від цього показання стрілки, як від початкового. Щоб полегшити підрахунки, зазвичай приводять початкове показання до нуля.
Встановлення індикатора на нуль здійснюється поворотом циферблата (рис.9,а) або поворотом стержня (рис.9, б).
а) б)
Рис.9. Встановлення стрілки індикатора на нуль
а) з циферблатом, що обертається; б) з нерухомим циферблатом
Техніка вимірювання індикатором
1).Перевірити чистоту плити, площини основи стійки індикатора або площини столика та площин деталі, що контролюється, щоб пил та бруд не внесли похибку до результатів вимірювань.
2).Закріпити індикатор в стійці в вертикальному положенні. Перевірити вертикальне переміщення індикатора відносно плити (рис. 10).

Рис. 10. Вертикальне переміщення Рис.11. Встановлення індикатора
індикатора відносно бази вимірювання на необхідний розмір по плоско-
паралельним кінцевим мірам
3).Опустити індикатор до торкання наконечником плити (столика) або поверхні блоку кінцевих мір - плиток (рис. 11). Блок плиток на розміщують на столику таким чином, щоб середина плиток лежала навпроти осі наконечника індикатора.
Опускати індикатор необхідно з таким розрахунком, щоб отримати на
малій шкалі приблизно значення 1-2 мм; таким чином забезпечується деякий тиск наконечника на плиту або блок плиток. Потім закріплюють індикатор на цій висоті, затиснувши гвинт на стійці .
4).Перевірити правильність встановлення та постійність показань індикатора:
а) перпендикулярність вимірювального стержня до плити;
б) плавність переміщення стержня при підніманні та опусканні;
в) постійність показань індикатора після двох -, трьохкратного піднімання і опускання вимірювального стержня до упора наконечника в плиту або в блок плиток - стрілка індикатора кожен раз повинна зупинятись на одній і тій поділці циферблату.
5).Встановити стрілку на нуль, тобто повернути циферблат до спів падання нульової поділки зі стрілкою (при користуванні індикатором з рухомим циферблатом), або повертати головку стержня до спів падання стрілки з нульовою поділкою шкали (при використанні індикатора з нерухомим циферблатом).
6).Заново шляхом підняття та опускання перевірити постійність показань індикатора: стрілка повинна повертатись на нульову поділку при дотику до плити наконечником. Зняти блок плиток, злегка піднявши стержень.
Цим закінчується встановлення або настройка приладу.
7).Піднявши стержень, підвести деталь, що контролюється під наконечник індикатора і обережно опустити стержень до дотику з поверхнею контролюємої деталі (рис. 12).
8).Зняти показання стрілки індикатора, перевірити постійність показань, для чого підняти стержень і заново опустити його.
Так як вістря стрілки знаходиться на деякій відстані від циферблату, то можливе погіршення показань в наслідок паралакса. Тому при знятті показань луч зору повинен бути перпендикулярний площині циферблата в місці положення вістря стрілки (рис. 13). На стрілку не можна дивитися з боку. Якщо стрілка зупинилась між поділками, то приблизно визначають долю поділки, яку необхідно додати до числа цілих сотих часток міліметра, відмічених стрілкою.

Рис. 12. Встановлення деталі для Рис. 13. Схематичне зображення
визначення індикатором її розмі- направлення променю зору при
ру відносним методом вимірювання зніманні показань індикатора
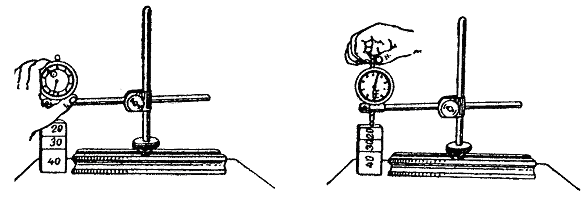
На рис. 14 показано спосіб визначення биття деталі за допомогою індикатора.
Закріплений в стійці або в штативі індикатор підводять до дотику з деталлю, яка встановлена в центрах і роблять "натяг" 2 мм. Після настройки індикатора деталь обережно прокручують і фіксують найбільше та найменше показання індикатора. Розмах коливань стрілки за повний оберт деталі дорівнює биттю.

а) б)
Рис. 14. Встановлення індикатора для перевірки биття деталей.
а)- радіального ; б)- торцевого.
Індикатор необхідно оберігати від вологи, бруду та від зовнішніх механічних пошкоджень. Особливо важливо, щоб не зігнувся стержень з вимірювальним наконечником, щоб не розбилося скло, що закриває циферблат, і т.д.
Особливо небезпечні для інструмента різкі переміщення до крайніх положень вимірювального стержня, що викликають внутрішні удари і розхитують механізм та викликають заїдання і невиправний знос деталей механізму.