

3.2. Схема сборки привода распределителя
Закончив изучение и анализ технических требований на привод распределителя, мысленно расчленяем его на сборочные единицы 1, 2-го порядка и отдельные детали.
Схема сборки привода распределителя представлена на первом листе графической части курсового проекта.
3.3. Маршрутный технологический процесс сборки привода распределителя
Нормирование сборки привода распределителя осуществлено мною по нормативам [2]. Его результаты приведёны в табл. 2.
Таблица 2
Результаты нормирования сборки привода распределителя
|
№ рабочей позиции и содержание работы |
Факторы |
№ карты и позиция |
Опера-тивное время Топ, мин |
|
1. Установить пластину 3 в валик 1 |
Длина продвижения 8 мм |
К. 57, п. 1 |
0,18 |
|
2. Запрессовать штифт 6 |
Штифт 3х12 |
К. 78, п. 1 |
0,23 |
|
3. Установить втулку 8 на валик 1 |
Длина продвижения 25 мм |
К. 57, п. 1 |
0,18 |
|
4. Запрессовать штифт 7 |
Штифт 4х25 |
К. 78, п. 1 |
0,28 |
|
5. Установить валик 1 в сборе в корпус 2 |
Длина продвижения 169,5 мм |
К. 57, п. 2 |
0,22 |
|
6. Установить шайбу 5 на валик 1 |
Длина продвижения 127,25 мм |
К. 133, п. 1 |
0,1 |
|
7. Установить шестерню 4 на валик 1 |
Длина продвижения 125 мм |
К. 57, п. 2 |
0,22 |
|
8 Запрессовать штифт 7 |
Штифт 4х25 |
К. 78, п. 1 |
0,28 |
|
Итого |
|
|
1,69 |
Штучное время определяем по формуле

где Аобс - время на обслуживание рабочего места в процентах от оперативного времени (То+Тв) [4];
Аотд - время на отдых и личные надобности места в процентах от оперативного времени [4].
![]()
Число основных рабочих определяем по формуле
Rсб = (Тсб ∙ П)/(60∙Фд.р. ∙ Квн),
где Фд.р – действительный годовой фонд времени рабочих, Фд.р = 4015 ч [4]; П – объем выпуска, П=100000 шт;
Квн – коэффициент перевыполнения норм выработки, Квн = 1,05 [4].
Rсб = (1,94∙100000)/(60∙4015∙1,05) =0,77.
Принимаем одну операцию сборки привода распределителя и одного сборщика.
Так как форма организации сборки поточная и число сборщиков - 1 человек, то планировка участка сборки может выглядеть следующим образом (рис. 4).

Рис. 4. Планировка участка сборки: 1 – стеллажи; 2 – верстак; 3 – стенд для узловой сборки; 4 – ленточный конвейер
3.4. Разработка технологических эскизов сборки привода распределителя
Технологические эскизы сборки привода распределителя приведены на 1 листе в графической части курсового проекта.
3.5. Текстовые технологические документы
После разработки технологического процесса сборки привода распределителя заполняем технологические документы, в частности маршрутную карту слесарно-сборочных работ (см. прил. 1).
4. Технологический процесс изготовления корпуса
4.1. Служебное назначение корпуса
Корпус (см. чертеж 414-1016019) является базовой деталью, на которой монтируются сборочные единицы и обеспечивает точность соединения и взаимного расположения, которые должны сохраняться как в статике, так и в процессе работы. В соответствии с этим корпус должен иметь требуемую точность цилиндрических поверхностей, точность расположения цилиндрических поверхностей, точность положения торцов, жесткость, что обеспечивает правильную работу механизма, отсутствие вибраций, заклинивания.
4.2. Анализ и разработка технических требований на корпус
Техническое требование № 1
Радиальное биение поверхности Б корпуса относительно оси отверстия А не должно превышать 0,08 мм.
Невыполнение данного требования приведет к неточной сборке корпуса и шестерни, к неправильному зацеплению зубчатых колес, что повлияет на их износостойкость и работоспособность, могут возникнуть шум и вибрация при работе изделия.
Схема контроля представлена на рис. 5.
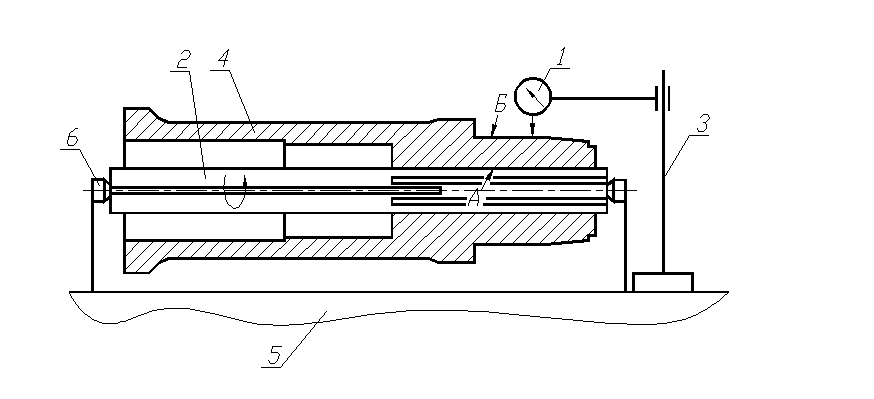
Рис. 5. Схема контроля радиального биения: 1 – индикатор часового типа ИЧ05 ГОСТ 577-79 (цена деления 0,01 мм); 2 – оправка разжимная; 3 – штатив; 4 – корпус; 5 – плита; 6 – центр ГОСТ 8742-79
Контролируемый корпус 4 устанавливается на разжимную оправку 2, затем оправка 2 поджимается центрами 6. Игла индикатора 1 подводится к поверхности Б корпуса 4, после чего корпус 4 поворачивают на 360°. Разность наибольшего и наименьшего показания индикатора даст значение радиального биения.
Техническое требование № 2
Торцовое биение поверхности Б корпуса относительно отверстия А не должно превышать 0,025 мм.
Невыполнение данного требования приведет к неточной сборке корпуса и шайбы, шайба будет неплотно прилегать к корпусу, что может привести к заклиниванию шестерни.
Схема контроля представлена на рис. 6.
Контролируемый корпус 4 устанавливается на разжимную оправку 2, затем оправка 2 поджимается центрами 6. Игла индикатора 1 подводится к поверхности Б, после чего корпус 4 поворачивают на 360°. Разность наибольшего и наименьшего показания индикатора даст значение торцового биения.
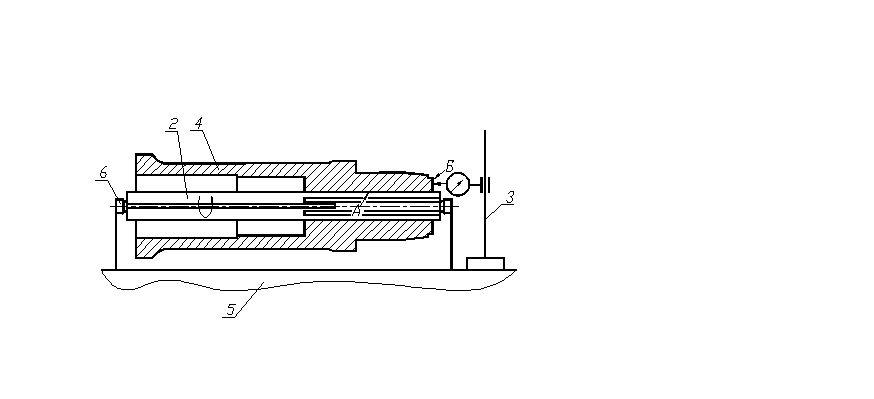
Рис. 6. Схема контроля торцового биения: 1 – индикатор часового типа ИЧ05 ГОСТ 577-79 (цена деления 0,01 мм); 2 – оправка разжимная; 3 – штатив; 4 – корпус; 5 – плита; 6 – центр ГОСТ 8742-79
Техническое требование № 3
Отсутствие трещин и сколов любого характера.
При наличии трещин может произойти поломка корпуса.
Контроль: визуальный.