

Консп.лекций_ПАЙКА
.pdfМинистерство образования и науки Украины
Национальный технический университет Украины
«Киевский политехнический институт»
Е.А. Денисевич
ПАЙКА МЕТАЛЛОВ
Конспект лекций
Киев
2006
1
Пайка металлов: Конспект лекций по дисциплине ―Пайка металлов‖
для студентов направления 0923 ―Сварка и родственные процессы‖.
Составитель Е.А.Денисевич -К: 2006 -140с.
УЧЕБНОЕ ИЗДАНИЕ
Пайка металлов
Конспект лекций по дисциплине ―Пайка металлов‖ для студентов направления 0923 ―Сварка и родственные процессы‖
Составитель: Денисевич Елена Аполлинариевна, канд. техн. наук доцент
Ответственный редактор: А.С.Карпенко, канд. техн. наук доцент
Рецензенты: О.А.Гаєвський, канд. техн. наук доцент Б.В.Медко, канд. техн. наук доцент
Киев
2006
2
Содержание
Вступление Лекция 1. Физическая сущность пайки. Характеристика автономного
плавления и особенности |
контактного плавления в условиях |
пайки. |
Совместимость паяемого металла и припоя |
|
|
Лекция 2. Анализ типовых диаграмм состояния взаимодействующих |
||
материалов |
|
|
Лекция 3. Характеристика и условия образования спаев. |
|
|
Лекция 4. Адгезионное |
и когезионное взаимодействия при |
пайке. |
Характеристика процесса смачивания.
Лекция 5. Развитие процессов диффузии в процессе пайки. Процессы растворения и испарения
Лекция 6. Особенности процесса кристаллизации при пайке Лекция 7. Особенности процессов флюсования при пайке Лекция 8. Технологическая характеристика припоев для пайки Лекция 9. Самофлюсующие и композийионные припои Лекция 10. Способы капиллярной и некапиллярной пайки Лекция 11. Основные этапы проектирования технологии пайки
Лекция 12. Технология пайки металлических материалов. Пайка меди и сплавов. Пайка алюминия и сплавов
Лекция 13. Технология пайки металлических материалов. Пайка титана и сплавов. Пайка сталей и чугуна
Лекция 14. Технология пайки неметаллических материалов Лекция 15. Технология и оборудование печной пайки Лекция 16. Технология и оборудование для пайки погружением
Литература Приложение. Контрольные вопросы
Вступление
Вконспекте лекций показаны основные виды взаимодействия металлов
впроцессе пайки, природа и условия образования спаев, основные механизмы удаления оксидных пленок при использовании флюсов, активных и нейтральных газовых сред и самофлюсующих припоев. Теоретические положения, которые основаны на фундаментальных законах физики, только показывают направление протекания процессов при физико-химическом взаимодействии на границе фаз. Информация об экспериментальных исследованиях в различных системах паяемый металл - припой позволяет найти связь между теорией и реальными процессами в условиях пайки и прогнозировать пути управления процессами пайки конкретных материалов.
3
Лекция 1 Физическая сущность процесса пайки. Совместимость паяемого металла и припоя
Пайка является одним из самых первых способов соединения металлов. В истории развития пайки можно выделить три периода, которые связаны с развитием источников нагрева и особенностями развития техники. Первый период начался в бронзовом веке, когда человечество начало изготовлять из бронзы бытовые вещи, оружие, украшения. Источником нагрева при паяльных работах служило биологическое топливо. Второй период в развитии пайки связан с применением электрических источников нагрева. Третье, современное развитие пайки, началось с 1930 - 1940-х годов, когда возникли проблемы с освоением техники из новых металлов и их сплавов – алюминиевых, титановых, циркония, вольфрама, высокопрочных и жаропрочных сталей и сплавов. Во второй половине ХХ ст. были разработаны принципиально новые способы пайки. Знания о сущности техники пайки были известны практикам в течение всего исторического периода развития процессов пайки, и только последние полвека пайка интенсивно изучается и разрабатывается научными работниками. В настоящее время технические возможности пайки значительно расширились, и во многих случаях технология пайки является единственно возможной технологией соединения новых материалов.
Внастоящее время технология пайки является высокоразвитой технологией изготовления изделий различного назначения из разнообразных металлов и сплавов. Пайка находит использование в разных отраслях для соединения как мельчайших деталей, например, в электронных приборах, так
иузлов крупногабаритной техники в ракетостроении, энергетике и других отраслях.
Всоздании новых материалов, оборудования и технологий пайки значительный вклад сделали ученые ведущих научных школ, которые образовались в научно - исследовательских институтах, учебных заведениях, отраслевых лабораториях разных стран. В Украине материалы и технику пайки разрабатывали и продолжают разрабатывать в Институте электросварки имени Е.О.Патона и Институте проблем материаловедения имени И.М. Францевича, в других научно–исследовательских институтах и
лабораториях |
и учебных заведениях, в том числе и в |
Киевском |
политехническом институте на кафедре сварочного производства. |
|
|
Пайка становится в настоящее время практически единственным способом получения надежного соединения между материалами, которые обладают малой пластичностью или не могут быть нагреты до высокой температуры. Речь идет о соединении полупроводниковых кристаллов, керамики, стекла и сочетаний металлов, образующих при нагреве интерметаллические соединения, либо обладающих резко отличающимися температурой плавления (например, соединения алюминий - сталь, медь - титан, цирконий - алюминий) и коэффициентами термического расширения.
4
Пайка - процесс получения неразъемного соединения материалов в процессе нагрева ниже температуры их автономного расплавления, при локальном контактном плавлении соединяемых материалов, при смачивании, растекании и заполнении зазора между ними расплавленным припоем и сцеплении их при кристаллизации шва с образованием спая.
В отличие от автономного плавления - одностадийного процесса, который протекает в объеме при температуре, равной или выше температуры солидус соединяемых материалов, контактное плавление того же материала протекает при контактном равновесии по поверхности контакта с твердым, жидким или газообразным телом, иным по составу; это многостадийный процесс, при котором на различных этапах происходит смачивание, растворение, диффузия, испарение компонентов паяемого металла и припоя; жидкая фаза при контактном плавлении твердого тела образуется ниже его температуры солидус.
Преимущества пайки как технологического процесса и преимущества паяных соединений обусловлены главным образом возможностью
формирования паяного шва ниже температуры автономного плавления соединяемых материалов.
Такое формирование шва происходит в результате неавтономного, контактного плавления паяемого металла в жидком припое, который может быть внесен в соединительный зазор извне, либо быть восстановленным из солей флюса, или образовываться при контактно-реактивном плавлении металлов, контактирующих прослоек или паяемых металлов с прослойкам.
Поэтому возникает возможность осуществлять общий нагрев паяемого узла или всего изделия до температуры пайки, а это позволяет получать соединения в скрытых и малодоступных узлах конструкции и изготавливать сложные конструкции за один прием, сокращая их металлоемкость, повышая коэффициент использования материала.
Технологические процессы пайки позволяют соединять при необходимости детали не по контуру, а одновременно по всей поверхности, обеспеченивая высокую производительности процесса и прочность соединений. При пайке возможно соединять разнородные металлические и неметаллические материалы, возможно предотвращать развитие значительных термических деформаций и обеспечивать получение изделия без нарушения его формы, осуществлять групповую пайку, широкую механизацию и автоматизацию процесса. Еще одним преимуществом пайки является возможность разъединения при необходимости деталей и узлов путѐм их распайки ниже температуры автономного плавления паяемого материала и ремонтировать изделия в полевых условиях.
Для получения прочных, бездефектных и работоспособных в условиях продолжительной эксплуатации паяных соединений следует учитывать следующие факторы: физико-химические, технологические,
конструкционные, эксплуатационные.
5
К физико-химическим факторам относятся физико-химические характеристики паяемого металла и припоя; характер физико-химического взаимодействия припоя и паяемого металла на границе раздела фаз; влияние флюсующих сред на припой и паяемый металл; условия и характер кристаллизации при пайке. Физико-химическое взаимодействие паяемого металла и расплава припоя - это многостадийный процесс, который сопровождается изменением состава и свойств жидкой и твердой фаз.
Конструкционные факторы: тип паяного соединения, его геометрические параметры и расположение паяных соединений в изделии.
Основными технологическими факторами являются: подготовка поверхности соединений к сборке и пайке; способ обработки поверхности перед пайкой и в процессе пайки; способ и режим нагрева; обработка соединений после пайки.
К эксплуатационным факторам относятся условия эксплуатации соединений и характер нагружения изделия.
Возможность образования спая между паяемым материалом и припоем характеризуется паяемостью, т.е. способностью паяемого материала
вступать в физико-химическое взаимодействие с расплавленным припоем и образовывать паяное соединение.
Практически пайкой можно соединить все металлы, металлы с неметаллами и неметаллы между собой. Необходимо только обеспечить такую активацию их поверхности, при которой стало бы возможно установление между атомами соединяемых материалов и припоем прочных химических связей.
С точки зрения физико-химических процессов паяемость определяется типом связей, образующихся между твердым и жидким металлом, и зависит от природы паяемого металла и припоя.
С точки зрения технологии паяемость – это реакция соединяемых материалов и припоя на основные процессы, происходящие при пайке: нагрев, плавление, смачивание, капиллярное течение, растворнодифузионное взаимодействие, кристаллизация, охлаждение нагретого металла, деформация, взаимодействие металлов с газами, флюсами, шлаками. Отсутствие паяемости или плохая паяемость с этой точки зрения характеризуется отсутствием или слабой связью в зоне спаев, нежелательными изменениями физико-химических свойств паяемого металла в зоне паяного соединения, склонностью паяемого металла к образованию горячих и холодных трещин.
Итак, паяемость зависит не только от физико-химической природы соединяемых материалов и припоя, но и от способа и режима пайки, от флюсующих сред, условий подготовки поверхности под сборку и пайку.
Паяемость того или иного материала нельзя рассматривать как способность его подвергаться пайке различными припоями. Можно рассматривать только конкретную пару паяемый металл и используемый припой, и в конкретных условиях пайки. При физической возможности образования спая (физической паяемости) уже в какой-то мере гарантирована
6

паяемость с технологической точки зрения при обеспечении соответствующих условий проведения процесса пайки.
Паяное соединение (рис.1) – это элемент паяной конструкции, в который входит паяный шов и диффузионные зоны при общем нагреве изделия, и паяный шов и зоны термического влияния – при локальном нагреве изделия.
Паяный шов - это участок паяного соединения с литой структурой, который кристаллизуется в процессе пайки.
Участок паяного шва, который образуется у края зазора на внешних поверхностях соединяемых деталей под действием капиллярных сил,
называется галтелью паяного шва.
Диффузионная зона – это участок паяного соединения с измененным химическим составом, который образуется в результате диффузии компонентов припоя и паяемого материала.
Рис. 1. Схема строения паяного соединения
Зона спая – переходной слой на границе основной металл - паяный шов, состоящий из диффузионной зоны и прикристаллизованого слоя, образовавшегося в результате выделения из расплава тугоплавкой составляющей.
Характеризуя физико-химическую совместимость паяемого металла и припоя, необходимо обратится к диаграммам состояния, которые, с учетом кинетического фактора, позволяют прогнозировать направление развития физико-химических процессов на границе контакта твердой и жидкой фаз и в паяном соединении как при пайке, так и в процессе эксплуатации паяных соединений.
Далее рассматриваются двойные диаграммы состояния взаимодействующих компонентов в порядке увеличения химической активности между взаимодействующими элементами (рис.2-10): система с отсутствием химического взаимодействия между компонентами; система с ограниченной растворимостью в жидком состоянии и отсутствием растворимости в твердом состоянии; системы с неограниченной растворимостью в жидком состоянии, а именно с образованием монотектики, эвтектики и перитектики; системы с неограниченной растворимостью в
7
жидком и твердом состоянии, с минимумом на кривой ликвидус и без минимума; системы с образованием химических соединений, стойких и нестойких.
Наибольшее число двойных систем, которые могут характеризовать паяемый металл и припой и имеют в настоящее время практическое значение, это системы с неразрывным рядом твердых растворов и системы с образованием эвтектики, в том числе и с неконгруентным химическим соединением.
Если сплавы взаимодействуют с образованием химических соединений (интерметаллидов), то в контакте паяемого металла А с жидким припоем В может образоваться прослойка химического соединения, что приводит к охрупчиванию и понижению прочности паяных швов.
В настоящее время для изготовления паяных изделий и конструкций используются конструкционные материалы, имеющие сложные физикохимические характеристики. Для обеспечения специальных свойств паяных соединений и совместимости с паяемым металлом используют комплексно легированные припои сложного состава.
Лекция 2 Анализ типовых диаграмм состояния взаимодействующих
материалов
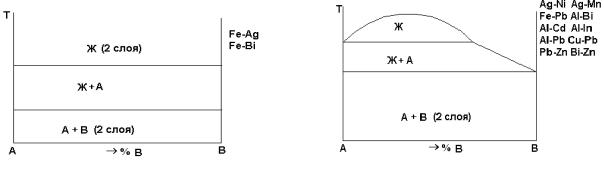
Диаграммы состояния с отсутствием и слабым взаимодействием между элементами. При отсутствии между элементами А и В химической связи они не образуют между собой сплавов ни в твѐрдом, ни в жидком состоянии (рис. 2).
Рис. 2. Типовые диаграммы состояния с отсутствием и слабым взаимодействием между компонентами.
Рассмотрим взаимодействие припоя с паяемым металлом, которое описывается диаграммой состояния с неограниченной растворимостью в жидком состоянии и с ограниченной растворимостью в твѐрдом состоянии.
8
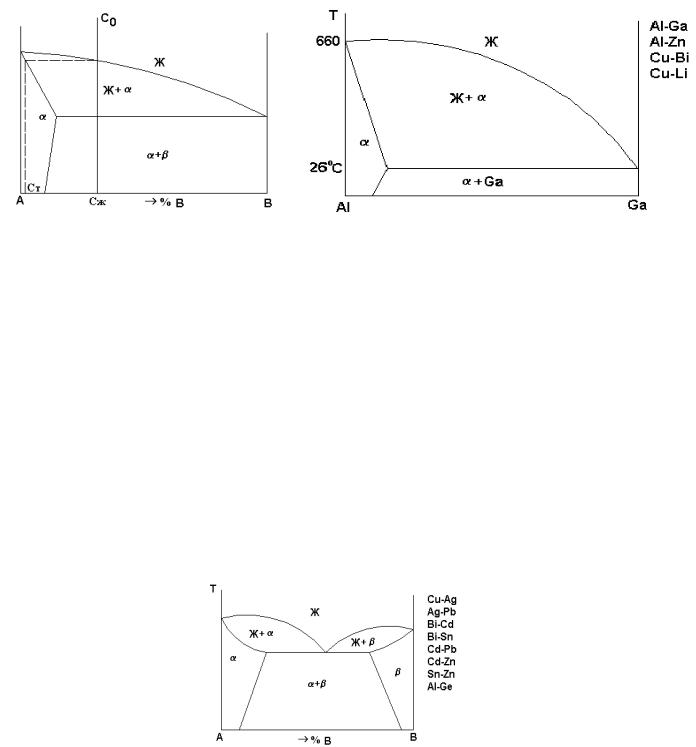
Рис. 3. Диаграммы состояния компонентов, образующих монотектику.
При образовании между паяемым металлом А и припоем В диаграммы состояния с монотектикой степень их физико-химического взаимодействия ещѐ весьма невелика и взаимодействие между паяемым металлом и припоем может быть слабым (рис.3).
Состав шва будет определяться в основном величиной растворимости Сж паяемого металла в жидком припое при температуре пайки. При таком их взаимодействии механические свойства паяного шва определяются свойствами припоя и его сцеплением с паяемым металлом по контактной границе.
Диаграммы состояния с образованием между компонентами эвтектик. В практике пайки часто основной металл и припой взаимодействуют с образованием эвтектик при наличии или отсутствии области растворимости в твердом состоянии (рис. 4).
Рис.4. Типовая диаграмма состояния с образованием эвтектики.
Как пример рассмотрим взаимодействие в системе Zп - Cd (рис.5).
При достижении температуры пайки Тп (припоем служит чистый Cd) или Тп2 ( припоем может служить сплав, например, соответствующий точке
9
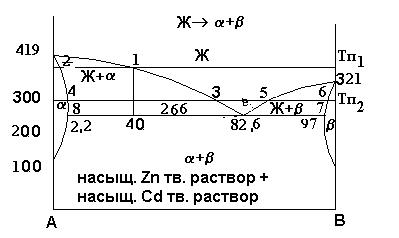
е) взаимодействие между жидким припоем В и твердым паяемым металлом А будет определяться линиями ликвидус и солидус и температурой пайки. При температуре Тп состав жидкой части шва будет определяться точкой 1, а состав паяемого металла на границе с зоной сплавления - точкой 2.
Соответственно при температуре Тп2 состав жидкой части шва определяется точкой 3, а состав сплава на границе диффузионной зоны с зоной сплавления - точкой 4 ( если припой – евтектика Zп - Cd) .
Рис. 5. К описанию взаимодействия в системе Zп – Cd.
Если паяемым металлом является компонент В (например при Тп2), а припоем сплав состава, соответствующего точке е , т.е. эвтектика Zп - Cd , то для рассмотрения их взаимодействия следует обратиться к соответствующему углу диаграммы состояния. Концы коноды 6 и 5 укажут
составы фаз, находящихся в равновесии при Тп2. |
|
|
||
Если |
паяемым металлом |
является компонент |
А |
(Zп), то при |
охлаждении |
паяного соединения |
от температуры Тп |
в |
шве начинает |
кристаллизоваться жидкий сплав состава, который соответствует точке 1. Из него выделяются кристаллы твердого раствора на основе компонента А (Zп) в форме отдельных слоев, ячеек, дендритов (в зависимости от величины зазора и условий кристаллизации). Эти кристаллы будут выпадать при снижении температуры до эвтектической.
Расплав состава, соответствующего точке е, распадается на мелко дисперсную смесь кристаллов твердого раствора на основе компонента В (точка 7 ) и А (точка 8).
Однако о количестве выделившихся первичных кристаллов твердого раствора на основе паяемого металла и количестве эвтектики судить по равновесной диаграмме состояния (по правилу рычага) невозможно, поскольку кристаллизация при пайке протекает в неравновесных условиях. При отсутствии растворимости в твердом состоянии эти закономерности сохраняются, но в качестве избыточной фазы выделяются чистые компоненты.
10