

Сагит РПЗ от Аманжолова
.pdf
|
|
|
max |
х |
77; |
min |
0,7069 , (2.56) |
|
||||
|
N |
|
347 10 |
|
211,2МПа R |
|
|
228 МПа |
(2.57) |
|||
|
|
|
c |
|||||||||
|
A |
0,706 34,4 |
|
|
y |
|
|
|
||||
|
|
|
|
|
|
|
|
|||||
Раскос ВД, ДЖ
NВД=183 кН, с=0,95
|
lefx |
0,8 428 342см , |
lefy 428см |
||
Требуемая площадь сечения |
|
|
|||
А |
N |
|
183 10 |
13.02см 2 |
(2.58) |
|
|
||||
тр |
Ry c |
|
240 0,95 |
|
|
|
|
|
|
||
Подбираем сечение из двух равнополочных уголков 2L75х5
А=8,78·2=17,56см2; ix=3,08см; iy=4,44см.
Проверка прочности
|
N |
|
183 10 |
217,4МПа R |
|
|
228МПа |
(2.59) |
|||||
|
|
c |
|||||||||||
|
A 17,56 |
|
|
|
y |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||
Гибкость стержня |
x |
lefx |
/ ix |
342 / 3,08 111 350; |
(2.60) |
||||||||
y |
lefy |
/ iy |
428 / 4,44 96,4 350 |
||||||||||
|
|
|
|
|
|||||||||
Стойки
Стойка ГД
NГД= 66,77 кН, с=0,8
lefx 0,8 305 244см , |
lefy 305см (2.61) |
Задаемся гибкостью λ=100 (λ=100…200), тогда φ=0,542
Требуемая площадь сечения и радиусы инерции
А |
N |
|
66,77 10 |
9,8см 2 |
(2.62) |
|
|
|
|
||||
|
|
|
||||
тр |
Ry |
c |
|
0,542 240 0,8 |
|
|
|
|
|
|
|||
Так как расчетное усилие небольшое и требуемая площадь получается незначительной, подбираем сечение по предельной гибкости
150; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
i |
|
|
|
lefx |
|
|
|
244 |
1,63см, |
|
i |
|
|
|
lefу |
|
|
305 |
2,03см |
(2.63) |
|||||
х |
|
|
150 |
|
у |
|
|
150 |
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
Подбираем |
|
сечение из |
двух |
|
|
равнополочных уголков 2L75х5, |
|||||||||||||||||||
А=8,78см2; ix=3,08см; iy=4,44см. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
x lefx |
/ ix |
244 / 3.08 80; |
|
y |
|
lefy / iy 305 / 4,44 69 (2.64) |
|||||||||||||||||||
Тогда при |
|
|
|
|
|
|
|
|
|
|
|
max |
х |
80; |
min 0,307 |
||||||||||
|
|
N |
|
|
66,77 10 |
307МПа Ry c 192МПа (2.65) |
|||||||||||||||||||
|
|
|
|
|
|
|
|
||||||||||||||||||
min A |
0,386 |
12,26 |
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
Стойка ЗИ
NЗИ= 40кН, с=0,8;
Расчетные длины |
|
lefx |
244см , lefy |
305см |
|
|||
100; φ=0,542 |
|
|
|
|
|
|
|
|
Атр |
|
N |
|
40 10 |
|
|
3,84см 2 |
(2.66) |
|
|
|
|
|||||
Ry c |
0,542 240 |
|
|
|||||
|
|
|
0,8 |
|
||||
Подбираем сечение из уголков 2L50х5,А=4,88∙2=9,76см2; ix=1,53см; iy=2,45см
|
|
|
244 |
|
159; у |
305 |
124; |
|
0,46 |
|||
x |
|
|
min |
|||||||||
|
|
1,53 |
|
|
2,45 |
|
|
|||||
|
|
|
|
|
|
|
|
|||||
|
|
|
N |
|
|
40 10 |
64МПа Ry |
c 192МПа (2.67) |
||||
|
|
|
|
|
||||||||
|
A |
|
0,46 13,72 |
|||||||||
|
|
|
|
|
|
|
|
|
|
|||
По данным компонуем ферму из 5 типоразмеров уголков
2.6. Расчет и конструирование узлов ферм
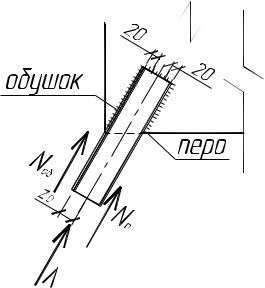
2.6.1.Прикрепление раскосов и стоек к узловымфасонкам
Стержни решетки из парных уголков прикрепляются к узловымфасонкам угловыми швами по обушку и по перу (рис. 2.6.1)
Рисунок 2.6.1
Величину усилий Nn и Nоб определяются по формулам:
Nп = N/2; Nоб = (1 - ) N/2,
где = z0 / b; N - расчетное усилие.
Значение приближенно принимаем: = 0,3 - для равнобоких уголков.
Требуемую длину сварных швов прикрепления определяем из условия прочности угловых швов на условный срез по металлу шва:
lwоб |
|
|
Nоб |
|
|
10 мм , |
|
f |
k обf |
|
|
|
|||
|
|
|
Rwf |
||||
lwп |
|
|
Nп |
|
|
|
10 мм , |
f |
k пf |
|
|
|
|||
|
|
Rwf |
|||||
где kобf,kпf - катет швов соответственно по обушку и по перу; Rwf = 180 МПа - расчетное сопротивление углового шва; f- коэффициент глубины проплавления .
Для автоматической и полуавтоматической сварки электродной проволокой диаметром 1,4…2 мм принимаем:
f = 0,9 при kf = 3…8 мм;f = 0,8 при kf = 9…12 мм;
f = 0,7 при kf = 14…16 мм.
Максимальная величина катета швов kf не должна превышать: tmin maxkобf, где tmin – толщина фасонки или полки уголка;
maxkпf tуг - , гдеtуг – толщина полки уголка; = 1 мм для уголков с размерами до L90х7 и = 2 мм для более крупных уголков.
Следуя этим формулам и условиям, расчет прикрепления стержней решетки выполняется в табличной форме, приведенной ниже.
№ |
Сечение |
Расчет.усилие, |
|
|
Шов по обушку |
|
Шов по перу |
|
||||
стержня |
кН |
|
|
|
|
|
|
|
|
|
|
|
kf |
об |
|
Nоб,кН |
об |
п |
|
Nп,кН |
|
п |
|||
|
|
|
|
|||||||||
|
|
|
,мм |
lw ,мм |
kf ,мм |
lw ,мм |
||||||
АВ |
L50х5 |
+81 |
|
5 |
|
23 |
40 |
4 |
|
15 |
|
40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
ВГ;ГЖ |
L110х8 |
-503,273 |
|
8 |
|
-142,09 |
120 |
6 |
|
-60,89 |
|
75 |
|
|
|
|
|
|
|
|
|
|
|
|
|
ЖЗ |
L110х8 |
-532,36 |
|
8 |
|
-150,29 |
130 |
6 |
|
-64,41 |
|
80 |
|
|
|
|
|
|
|
|
|
|
|
|
|
БД |
L100х6,5 |
+537,5 |
|
6 |
|
+89,97 |
95 |
4 |
|
+38,56 |
|
65 |
|
|
|
|
|
|
|
|
|
|
|
|
|
ДИ |
L110х8 |
+447,359 |
|
8 |
|
+156,58 |
135 |
6 |
|
+67,1 |
|
80 |
|
|
|
|
|
|
|
|
|
|
|
|
|
БВ |
L110х8 |
-437,05 |
|
8 |
|
-121,76 |
105 |
6 |
|
-52,18 |
|
65 |
|
|
|
|
|
|
|
|
|
|
|
|
|
ВД |
L75х5 |
+217,65 |
|
5 |
|
+64,27 |
90 |
4 |
|
+27,54 |
|
55 |
|
|
|
|
|
|
|
|
|
|
|
|
|
ДЖ |
L75х5 |
-83,23 |
|
5 |
|
-25,67 |
40 |
4 |
|
-12,07 |
|
40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
ЖИ |
L75х6 |
-39,4 |
|
6 |
|
-10,05 |
40 |
5 |
|
-4,31 |
|
40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
ГД |
L75х5 |
-77,82 |
|
5 |
|
-23,37 |
40 |
4 |
|
-10,02 |
|
40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
ЗИ |
L50х5 |
+62,12 |
|
5 |
|
+14,02 |
40 |
4 |
|
+6,01 |
|
40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Для уменьшения сварочных напряжений в фасонках минимальное расстояние принимаем:
a = 6 tф – 20 =6 10 – 20=40 мм,
где tф = 10 мм – толщина фасонки.
Для плавной передачи усилий от стержня к фасонке угол между краями фасонки и уголка принимаем 20 .
3. Техкарта на изготовление фермы ФС1.
Наиболее распространенными способами изготовления плоских решетчатых конструкций являются сборка по копиру и в кондукторе.
Сборку ферм производят в виде отправочных марок. При изготовлении негабаритных ферм, элементы которых отправляют россыпью с завода, необходимо произвести контрольную сборку первой фермы во избежание ошибок в геометрии.
3.1 Выбор способа изготовления.
Сборка ферм по копиру. Процесс сборки ферм разделяют на три основных этапа:
1.Сборка копира.
2.Сборка по копиру одной половины фермы относительно оси симметрии, лежащей в плоскости фермы.
3.Полное оформление ферм.
Копир изготавливают по разметке на сборочной плите или на сборочных козелках. На плите вычерчивают в натуральную величину геометрическую схему фермы, линии обушков уголков и положение фасонок.
По намеченной схеме раскладывают листы фасонок и уголки элементов фермы. Затем производят проверку правильности раскладки элементов фермы путем промеров и скрепляют их электроприхватками. В собранном копире измеряют диагонали, строительный подъем с помощью стальной струны. Копир перемещают на сборочный стеллаж, кантуют его на 180°.
Наиболее ответственной операцией является оформление копира деталями опирания строительных ферм. Наконцевыхфасонках наносят центровые риски, укладывают их на пояса, совмещая риски. Фасонки прикрепляют к поясам струбцинами. Далее производят тщательную выверку правильности установки, замеряя расстояние от центров монтажных отверстий до оси симметрии фермы; перпендикулярность линии монтажных отверстий к осям поясных уголков; расстояние от торца поясного уголка до оси монтажных отверстий; расстояние между центрами крайних отверстий фасонок.
Натянутой струной проверяют соосность монтажных отверстий верхней и нижней концевых фасонок, которые затем крепят прихватками к поясным уголкам. Готовый копир сдают контролеру ОТК для оценки качества сборки. Фланец при опирании на него фермы устанавливается по фиксирующему упору или по шаблону.
Сборку ферм по копиру производят в такой последовательности:
а) на узловые фасонки копира укладывают фасонки второй половины фермы; б) фиксируют детали опирания фермы; в) укладывают поясные уголки, совмещая их с уголками копира; г) укладывают уголки раскосов и стоек;
д) с помощью струбцин или специальных приспособлений производят подтяжку уложенных уголков к узловым фасонкам копира; е) намечают по копиру положение прокладок на уголках поясов, стоек и раскосов;
ж) снимают собранную половину фермы и кантуют ее на 180 на смежные стеллажи; з) устанавливают прокладки согласно наметке и прихватывают их;
и) накрывают собранную половину фермы обратными уголками, совмещая вертикальные плоскости полок уголков, их торцы и монтажные отверстия; к) устанавливают опорные детали; л) производят подтяжку деталей и их прихватку.
Затем производят сварку деталей фермы, переходя от узла к узлу. Для устранения явления коробления фермы при сварке устанавливаются временные распорки между опорными фасонками в месте стыка поясных уголков.
Сварка фермпроизводится полуавтоматами в среде углекислого газа. Ферма укладывается на сварочные стеллажи, места наложения швов зачищаются от грязи и ржавчины, а прихватки – от шлака. Сварка фермы производится последовательно от узла к узлу. В каждом узле швы начинают с кромки фасонки и заводят на торец уголков стоек и раскосов на 20-40 мм. После окончания сварки на одной плоскости фермы швы зачищают от шлака, перекантовывают ферму и в таком же порядке производят окончательную сварку фермы.
Отклонения параметров изготовленных ферм от номинальных не должны превышать допуски, указанные в табл. 3.1
Таблица 3.1 Допуски параметров ферм
Параметры |
Допускаемое отклонение, мм |
|
|
|
|
Пролет фермы – расстояние между наружными |
±7 (при пролетах менее 15 м) |
|
плоскостями опорных фланцев или осями |
||
±8 (при пролетах более 15 м) |
||
монтажных отверстий в концевых фасонках |
||
|
||
|
|
|
Стрелка прогиба элементов между узлами |
1 / 750 длины элемента, но не |
|
более 15 |
||
|
||
|
|
|
Расстояние между группами отверстий в деталях |
±3 |
|
опорных узлов верхнего и нижнего поясов |
||
|
||
|
|
|
Смещение осей элементов решетки от центра узла |
3 |
|
|
||
(расцентровка) |
|
|
|
|
3.2 Определение теоретической трудоемкости и себестоимости
Определим теоретическую трудоемкость и себестоимость изготовления металлической рамы с переменными сечениями пролетом 24 м.
Количество основных деталей no=11 шт (стенка, пояса, опорные ребра), их вес Go= 0,827 т.
Количество дополнительных деталей nд=22 шт. Полный вес отправочной марки G= 0,964т, материал – сталь 245.
Строительный коэффициент веса:
Где G – полный вес отправочного элемента; Go –вес основных деталей.
Коэффициент детальности:
Определяем строительный коэффициент трудоемкости :
= 1.87
[ ] – коэффициент пропорциональности,принимаемой по табл.10
.
Трудоемкость изготовления отправочной марки Р1 по основным технологическим операциям:
Кт – коэффициент увеличения удельной трудоемкости изготовления из стали Ст.3, равной при ручной сварке – 1,15; С – технологический коэффициент принимаемой по таблице 10. (С=1,5); Ксер – коэффициент серииности, принимаемой по таблице 9.( Ксер=1)
Полная трудоемкость изготовления отправочной марки:
Себестоимость изготовления отправочной марки:

a – 0.6-0.7 у.е. среднее часовая з/п рабочих, занятых на основных процессах; Н – 11 у.е./т постоянная часть накладных расходов; Кн – 2,5- коэффициент накладных расходов.
Удельная трудоемкость изготовления:
4 Технология и организация строительства.
4.1 Технология строительного производства
В данном разделе разрабатывается технологическая карта на монтаж каркаса кузнечно-штамповочного цеха.
4.1.1 Определение объемов работ
Таблица 4.1 Спецификация элементов сборных конструкций
|
|
Габариты элемента |
|
|
Масса |
|||
|
|
|
|
|
Масса |
Кол-во |
всех |
|
|
|
|
|
|
элем.да |
элемен- |
||
|
Наименование и |
|
|
|
элемента, |
|||
№ |
|
|
|
нной |
в |
|||
марка элемента |
ширина |
длина |
высота |
т |
||||
|
марки |
данной |
||||||
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
марки, т |
|
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 |
Колонна К1 |
380 |
1250 |
13000 |
2,669 |
10 |
26,69 |
|
|
|
|
|
|
|
|
|
|
2 |
Колонна К2 |
380 |
1250 |
8000 |
1,642 |
10 |
16,42 |
|
|
|
|
|
|
|
|
|
|
3 |
Колонна фахверка |
400 |
400 |
10500 |
3,478 |
2 |
6,955 |
|
Ф1 |
||||||||
|
|
|
|
|
|
|
||
4 |
Подкрановая балка |
45 |
12000 |
1600 |
3,23 |
8 |
25,84 |
|
БК1 |
||||||||
|
|
|
|
|
|
|
||
5 |
Ферма стропильная |
270 |
11800 |
3650 |
0,965 |
18 |
9,645 |
|
ФС1 |
||||||||
|
|
|
|
|
|
|
||
|
Ферма |
|
|
|
|
|
|
|
6 |
подстро-пильная |
100 |
12000 |
2150 |
1,235 |
8 |
9,88 |
|
|
ФП1 |
|
|
|
|
|
|
|
7 |
Связи гориз. СГ1 |
180 |
6000 |
180 |
0,098 |
36 |
3,528 |
|
|
|
|
|
|
|
|
|
|
8 |
Связи вертик. СВ1 |
300 |
6000 |
12300 |
0,729 |
4 |
2,916 |
|
|
|
|
|
|
|
|
|
|
9 |
Связи вертик. СВ2 |
180 |
6000 |
180 |
0,098 |
8 |
0,784 |
|
|
|
|
|
|
|
|
|
|
4.1.2 Выбор способов установки конструкций и методов производства монтажных работ
В зависимости от конструктивных особенностей зданий и сооружений и условий их работы в процессе монтажа используем полунавесную сборку. Отдельные конструктивные элементы или узлы при монтаже частично удерживаются с одной стороны либо временными опорами, либо растяжками, а с другой стороны прикрепляются к ранее смонтированным частям и конструкциям. Исходя из практики, для одноэтажных каркасных зданий рекомендуется применять комплексный метод монтажа по ячейкам.
В целях безопасности работ и сокращения сроков монтажа зданий необходимо предусмотреть поточную организацию монтажных работ.
Методы монтажа конструкций различаются в зависимости от применяемого подъемного монтажного оборудования, степени укрупнения сборных элементов, последовательности установки их в проектное положение, направление монтажа и движения крана, способов наведения и установки элементов на нижележащие опорные конструкций. Во всех случаях применение тех или иных методов должно обеспечить точность установки конструкций, устойчивость здания и его частей в процессе монтажа и безопасные способы производства работ.
Основным принципом рациональной организации монтажного процесса является поточность - непрерывное равномерное выполнение монтажных работ. Поточный метод монтажа здания обеспечивается:
-расчленением монтажного процесса на составляющие процессы.
-созданием установленного ритма, при котором выполняются одинаковыеобъемы работ при постоянном составе звена и комплекта механизмов.
-совмещением различных монтажных работ во времени.
1.2Технология возведения здания.
Таблица 4.2 Ведомость объемов работ
№ |
Наименование работ и процессов |
Ед. изм. |
Количество |
|
|
|
|
1 |
Укрупнительная сборка элементов фермы |
1 шт. |
9 |
|
|
|
|
2 |
Укрупнительная сборка колонн |
1 шт. |
12 |
|
|
|
|
3 |
Установка колонн |
1 шт. |
10 |
|
|
|
|
4 |
Установка колонн фахверка |
1 шт. |
2 |
|
|
|
|
5 |
Монтаж вертикальных связей по колоннам |
1 шт. |
4 |
|
|
|
|
6 |
Монтаж подкрановых балок |
1шт. |
8 |
|
|
|
|
7 |
Монтаж подстропильных ферм |
1 шт. |
8 |
|
|
|
|
8 |
Монтаж стропильных ферм |
1 шт. |
9 |
|
|
|
|
9 |
Монтаж горизонт.связей по фермам |
1 шт. |
36 |
|
|
|
|
10 |
Монтаж вертик.связей по фермам |
1 шт. |
8 |
|
|
|
|
Монтаж металлических конструкций осуществляют в соответствии с требованиями СНиП, рабочего проекта и инструкций заводов-изготовителей. Замена предусмотренных проектом конструкций и материалов допускается только по согласованию с проектной организацией и заказчиком. Во время производства работ на границах опасной зоны установить предупредительные знаки.