

ПРП
.docxМіністерство освіти й науки України
Вищий навчальний заклад
Київський національний університет технологій та дизайну
Кафедра машин легкої промисловості
Реферат
На тему: « Обладнання підготовчого і розрійного цехів»
Виконала студентка:
Гр. БШЕск – 13
Свиренко В.Ю.
Київ 2014
План реферату
1.Вступ
2.Загальні відомості про підготовче виробництво
3. Підйомно-транспортне обладнання, яке в підготовчому цеху
4.Обладнання для кількісної приймання тканини
5.Обладнання для виготовлення лекал
6.Вимірювання площі лекал
7. Копіювання розкладок лекал у зменшеному масштабі
8. Загальні відомості про раскрійне виробництво
9. Настилання тканин
10.Розкрійні машини
1.Вступ
Підготовчо-розкрійне
виробництво (ПРП) займає одне з
найважливіших місць у процесі виготовлення
швейних виробів. На його етапах
забезпечується раціональне використання
матеріалів, висока якість крою на базі
широкого застосування комп'ютерної
техніки та високопродуктивного
обладнання, закладаються раціональні
методи обробки швейних виробів, що
дозволяє зробити їх виготовлення
високоефективним. Здійснюється
технологічний процес підготовчо-розкрійного
виробництва в експериментальному,
підготовчому і раскройном
цехах
швейного
підприємства.
Основним
завданням експериментального цеху є
своєчасна і якісна підготовка моделей
до запуску у виробництво, до якої
належать:
-
Розробка перспективного та поточного
асортименту виробів з урахуванням
вивченого попиту, кон'юктури ринку та
напрямки моди;
-
Моделювання;
-
Конструкторська і технологічна
опрацювання нових моделей;
-
Розробка оптимальних режимів технологічного
процесу;
-
Виготовлення лекал, трафаретів і
світлокопій, нормування витрати всіх
матеріалів;
-
Підготовка технічної документації на
модель.
Експериментальних
цех безпосередньо пов'язаний з усіма
основними цехами, хоча сам у випуску
виробів не бере.
Так,
підготовчий цех отримує з експериментального
лекала, норми матеріалів для розрахунку
шматків, замальовки експериментальних
розкладок лекал.
У
розкрійний цех з експериментального
надходять лекала, трафарети і светокопіі
контурів лекал для розкрою настилів і
полотен з дефектами, для вирізання
деталей на стаціонарних стрічкових
машинах.
2.Загальні
відомості про підготовче виробництво
Завдання
підготовчого виробництва на швейному
підприємстві полягає в ритмічному
забезпеченні матеріалами розкрійного
цеху. З
метою економії матеріалів та покращення
їх використання в підготовчому виробництві
проводяться кількісна та якісна оцінка
матеріалів, їх комплектування, розрахунок
шматків тканини та інших матеріалів.
Особливе значення має створення певних
запасів матеріалів, які не тільки
гарантують безперебійну роботу швейної
фабрики, але істотно впливають на
економію використання матеріалів.
На
сучасних швейних фабриках підготовче
провадження виділено в самостійні
підготовчі цехи.
Виробничий
процес підготовчого цеху розчленований
на наступні операції:
-
Приймання від постачальників матеріалів
з перевіркою документації та цілісності
тари;
-
Розпакування матеріалів;
-
Зберігання розпакованих матеріалів;
-
Кількісна та якісна оцінка матеріалів
(вимірювання довжини і ширини тканин
та інших матеріалів, контроль);
-
Зберігання переглянутих матеріалів;
-
Конфекціонірованіе;
-
Розрахунок шматків тканин та інших
матеріалів;
-
Комплектування матеріалів для відправки
в розкрійний цех.
На
швейних фабриках в підготовчому цеху
застосовуються різноманітні засоби
механізації для переміщення, укладання
на зберігання рулонів тканини та інших
матеріалів. Створюються і застосовуються
механізовані й автоматизовані склади
для зберігання матеріалів.
3.
Підйомно-транспортне обладнання, яке
в підготовчому цеху
Підйомно-транспортне
обладнання, яке в підготовчому цеху
швейних підприємств, підрозділяється
на дві великі групи: конструктивно
пов'язане зі складськими приміщеннями
(скати, тельфери, елеватори та ін); не
пов'язане зі складським приміщення,
тобто транспортні засоби з вільним
переміщенням (безрейкові і ручні
транспортні засоби).
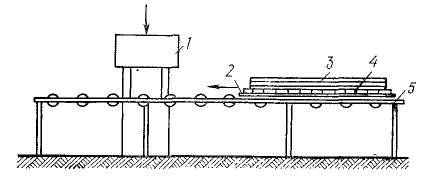
Скати з
вільним пробігом вантажу є найбільш
простим транспортним устаткуванням
(малюнок 1). Довжина шляху вільного
ковзання вантажу залежить від маси
вантажу і виду тари. 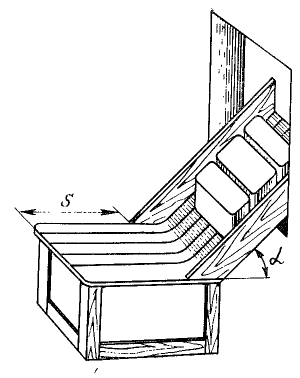
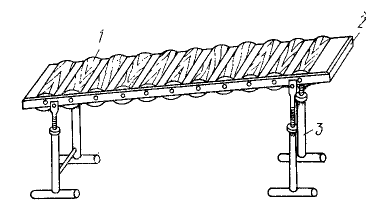
Кут нахилу ската визначається експериментально і залежить від виду матеріалу покриття ската і матеріалу для упаковки тканини. Роликовий конвеєр являє собою ряд роликів 1 (малюнок 2), осі яких закріплені на нерухомій рамі 2, встановленої на регульованих по висоті стійках 3. Ролики вільно обертаються навколо своєї осі. Рисунок 1 - Скат з вільним пробігом вантажу
Відстань
між роликами 50-100 мм, ширина роликових
конвеєрів становить 450-500 мм. Для
переміщення вантажів по дузі застосовують
конічні ролики. Радіус дуги повинен
становити не менше трьох-чотирьох довжин
ролика.
Рисунок
2 - Роликовий конвеєр
Для
перевезення вантажів масою 100 кг і більше
замість гравітаційних роликових
конвеєрів застосовують роликові конвеєри
з приводом. Ролики на підшипниках
приводяться в рух від ланцюгової
передачі.
Стаціонарний
стрічковий конвеєр являє
собою замкнуту стрічку, що огинає два
барабани, встановлених на кінцях
рами.
Один
барабан, з'єднаний системою передач з
електродвигуном, є провідним, а інший,
розташований на протилежному кінці
рами, - холостим.
Стрічки
для конвеєра можуть бути різної ширини
- від 300 до 1200 мм.
Для
пересування стрічки і знаходиться на
ній вантажу на верхній частині рами
конвеєра розташовані робочі ролики на
рівній відстані один від одного. У нижній
частині рами встановлені холості ролики
для направлення і підтримки незавантаженій
стрічки. Кут нахилу стрічкового конвеєра
залежить від маси і форми вантажів. Стаціонарні
стрічкові конвеєри можуть мати довжину
від 5 до 20 м, висота розвантаження від
1,3 до 7 м, швидкість руху стрічки від 0,63
до 4 м / с.
Ручні
візки випускаються
декількох типів. До найбільш простих
належать візки ТС-300 і МС-500.
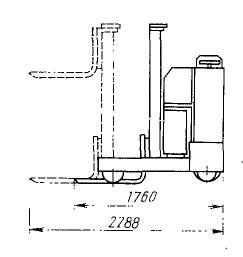
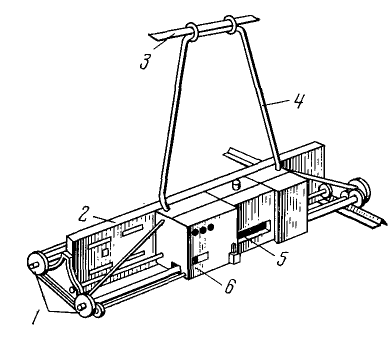
Візок
з підйомною платформою ТПП (малюнок
3) призначається д ля
ручного транспортування вантажів. При
завантаженні візок з опущеною платформою
підкочують під вантажний стіл до виступу,
що знаходиться в передній частині рами
візка. Користуючись рукояткою підйомного
пристрою, піднімають платформу разом
з вантажним столом доти, поки затримує
гак не захопить поперечний валик
платформи для попередження її опускання.
При такому положенні платформи
відбувається транспортування
вантажу.
Рисунок
3 - Візок з підйомною платформою 
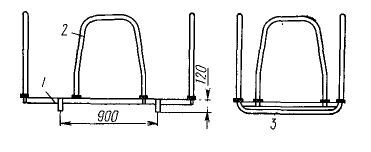
Візок
для перевезення піддонів ТШП-94 призначена
для віку порожніх піддонів від
промерочная-разбраковочних машин в
зону розпакування тканини.
Візок
складається з плоскої платформи 3
(малюнок 4), до якої до репятся
поворотні 2 і неповоротні 1 колеса. До
платформи кріпиться рукоятка 4, яка може
займати кілька фіксованих положень. На
візок можна укладати піддони У27-71 всіх
типорозмірів зі знятими огородженнями.
Рисунок
4 - Візок ТШП-94 для перевезення
порожніх
піддонів
Піддон
У27-71 призначено
партионного зберігання рулонів тканин
і штучних виробів.
Піддон
являє собою платформу на суцільнозварний
рамі 1 (малюнок 5) і опорах 3. У втулки рами
на коротких або довгих сторонах платформи
вставлені огорожі
Ш огрядні
вироби укладають уздовж або поперек
платформи в залежності від їх габаритів
і прийнятої схеми укладання.
Рисунок
5 - Піддон У27-71
Акумуляторні
візки призначені
для перевезень вантажів між цехами і в
межах площі складу. Візок АТ-500 має
підйомну платформу, ЕК-2 - стаціонарну
платформу, ЕТВ-0, 5 - вила для навантаження
і переміщення вантажів.
Автонавантажувач
4016 призначений
для навантаження і розвантаження
стандартних залізничних контейнерів
з автомобільних платформ і їхніх
причепів, залізничних платформ і
напіввагонів. Експлуатується на відкритих
майданчиках з твердим покриттям.
Робочим
органом автонавантажувача є консольна
стріла змінного струму викочування,
але можуть бути вила чи ківш місткістю
0,57 м 3.
 Малюнок
7 - Електроштабелер
ЕШ-181-1, 8
Малюнок
6 - Електронавантажувач
4004-А
Електронавантажувачі (малюнок
6) призначені для навантаження,
вертикального і горизонтального
переміщення вантажу, штабелювання або
укладання вантажу на машину. Робочим
органом є вила.
Трак (малюнок
7) відносяться до підйомно-транспортним
машинам, особливість яких полягає в
тому, що вантажопідйомник з вилами можна
висувати на спеціальному візку до виходу
вил з межі рами машини. Електроштабелер
має електричний привід, що живиться від
акумуляторних батарей.
Нерухомі
стрічкові конвеєри призначені
для транспортування тканин та інших
вантажів при доставці їх від автомашини
в Розпаковуючі відділення підготовчого
цеху.
Конвеєр
являє собою замкнуту текстильну стрічку,
натягнуту на приводний і натяжна барабан.
Барабани встановлені на зварний рамі,
шарнірно закріпленої на візку для
переміщення конвеєра в межах складу.
Грузовоз
ТШП-82 являє
собою самохідну рейкову візок (малюнок
8) з плоскою платформою, яка може бути
забезпечена причепом. Грузовоз призначений
для транспортування універсальних
контейнерів з рулонами тканини або
готовими виробами.
Малюнок
7 - Електроштабелер
ЕШ-181-1, 8
Малюнок
6 - Електронавантажувач
4004-А
Електронавантажувачі (малюнок
6) призначені для навантаження,
вертикального і горизонтального
переміщення вантажу, штабелювання або
укладання вантажу на машину. Робочим
органом є вила.
Трак (малюнок
7) відносяться до підйомно-транспортним
машинам, особливість яких полягає в
тому, що вантажопідйомник з вилами можна
висувати на спеціальному візку до виходу
вил з межі рами машини. Електроштабелер
має електричний привід, що живиться від
акумуляторних батарей.
Нерухомі
стрічкові конвеєри призначені
для транспортування тканин та інших
вантажів при доставці їх від автомашини
в Розпаковуючі відділення підготовчого
цеху.
Конвеєр
являє собою замкнуту текстильну стрічку,
натягнуту на приводний і натяжна барабан.
Барабани встановлені на зварний рамі,
шарнірно закріпленої на візку для
переміщення конвеєра в межах складу.
Грузовоз
ТШП-82 являє
собою самохідну рейкову візок (малюнок
8) з плоскою платформою, яка може бути
забезпечена причепом. Грузовоз призначений
для транспортування універсальних
контейнерів з рулонами тканини або
готовими виробами.
 Рисунок
8 - Грузовоз ТШП-82
Тунельний
грузовоз КШП-53 є
самохідної рейкової візком з плоскою
платформою, реверсивним електроприводом
і системою блоків, на яких розміщується
шлейфовий кабель для живлення
електродвигуна. Вироби закріплюють
ременями на платформі Грузовоз.
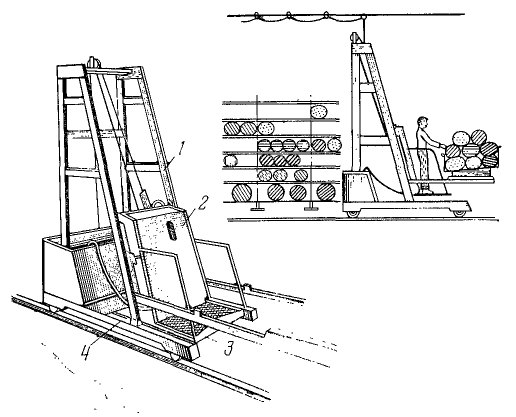
Штабелер
ТШП-89 являє
собою самохідну рейкову візок 4 (малюнок
9) з підйомною платформою 3, переміщається
по напрямних 1. На платформі 3 розміщується
робітник-оператор. Для безпеки оператора
платформа має поручні і захисну огорожу
2.
Рисунок
8 - Грузовоз ТШП-82
Тунельний
грузовоз КШП-53 є
самохідної рейкової візком з плоскою
платформою, реверсивним електроприводом
і системою блоків, на яких розміщується
шлейфовий кабель для живлення
електродвигуна. Вироби закріплюють
ременями на платформі Грузовоз.
Штабелер
ТШП-89 являє
собою самохідну рейкову візок 4 (малюнок
9) з підйомною платформою 3, переміщається
по напрямних 1. На платформі 3 розміщується
робітник-оператор. Для безпеки оператора
платформа має поручні і захисну огорожу
2.
 Рисунок
9 - Штабелер ТШП-89
На
передній частині платформи є пристрої
для захоплення візків, навантажених
рулонами тканини.
Переміщення
штабелера здійснюється від електроприводу
через фрикционную передачу, передача
руху на механізм підйому каретки через
канат.
Опорні
крани-штабелери складаються
з моста 1 (малюнок 10) і кранової візки 2
з поворотною вертикальної колоною 3, по
якій переміщається вантажний захоплення
4. Міст крана-штабелера пересувається
по рейкових шляхах, покладеним на
стелажах.
Підвісні
монорельсові дороги складаються
з електроталі (малюнок 11) і механізму
пересування талі по монорельсу. Талі
призначені для підйому (опускання) і
горизонтального переміщення
вантажів.
Рисунок
9 - Штабелер ТШП-89
На
передній частині платформи є пристрої
для захоплення візків, навантажених
рулонами тканини.
Переміщення
штабелера здійснюється від електроприводу
через фрикционную передачу, передача
руху на механізм підйому каретки через
канат.
Опорні
крани-штабелери складаються
з моста 1 (малюнок 10) і кранової візки 2
з поворотною вертикальної колоною 3, по
якій переміщається вантажний захоплення
4. Міст крана-штабелера пересувається
по рейкових шляхах, покладеним на
стелажах.
Підвісні
монорельсові дороги складаються
з електроталі (малюнок 11) і механізму
пересування талі по монорельсу. Талі
призначені для підйому (опускання) і
горизонтального переміщення
вантажів.
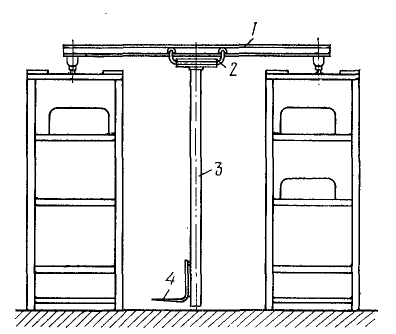
 Рисунок
10 - Опорний кран-штабелер Малюнок 11 -
Електроталь
4.Обладнання
для кількісної приймання тканини
Контроль
довжини і ширини тканини є обов'язковим
для всіх швейних підприємств. Довжина
тканини в шматку визначається як відстань
між початком і кінцем шматка, ширина -
як відстань між двома краями тканини
разом із крайками або без них в напрямку,
перпендикулярному ниткам основи.
Вимірювання
розмірів шматка тканини виконують на
горизонтальному промерочная столі
нескладною вимірювальною лінійкою з
ціною поділки 1 мм. Крім промерочная
столу, застосовують промерочная або
промерочная-разбраковочную машину,
помилка вимірювання на якій складає ±
0,3% в порівнянні з результатами вимірювання
на промерочная столі. Кришка
промерочная столу (рисунок 12) має форму
прямокутника довжиною 3000 мм, а ширина
більше ширини вимірюваних тканин. У
кришці столу монтуються вимірювальні
лінійки з ціною поділки 1 мм: дві лінійки
по довжині столу, одна - по ширині.
Рисунок
10 - Опорний кран-штабелер Малюнок 11 -
Електроталь
4.Обладнання
для кількісної приймання тканини
Контроль
довжини і ширини тканини є обов'язковим
для всіх швейних підприємств. Довжина
тканини в шматку визначається як відстань
між початком і кінцем шматка, ширина -
як відстань між двома краями тканини
разом із крайками або без них в напрямку,
перпендикулярному ниткам основи.
Вимірювання
розмірів шматка тканини виконують на
горизонтальному промерочная столі
нескладною вимірювальною лінійкою з
ціною поділки 1 мм. Крім промерочная
столу, застосовують промерочная або
промерочная-разбраковочную машину,
помилка вимірювання на якій складає ±
0,3% в порівнянні з результатами вимірювання
на промерочная столі. Кришка
промерочная столу (рисунок 12) має форму
прямокутника довжиною 3000 мм, а ширина
більше ширини вимірюваних тканин. У
кришці столу монтуються вимірювальні
лінійки з ціною поділки 1 мм: дві лінійки
по довжині столу, одна - по ширині.
 Рисунок
12 - Схема вимірювання шматків тканини
на промерочная столі
При
визначенні довжини тканини на промірочній
або промірочно-разбраковочной машині
довжина шматка тканини реєструється
лічильником.
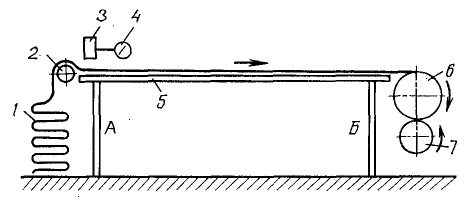
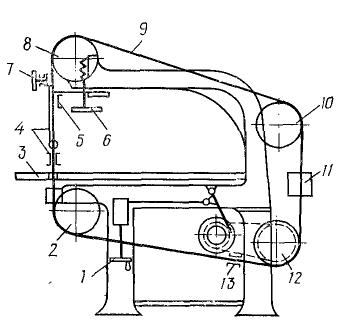
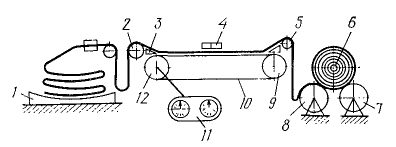
Лічильник
11 промерочная машини МП-1 (рисунок 13)
приводиться в дію від барабана 12. Він
реєструє довжину пробігу транспортних
Кардострічки 10, які огинають барабани
9 і 12. Рулон
тканини 3 (рисунок 14) отримує обертання
від барабанів 1 і 2. Відмотати від рулону
частину тканини простягається через
вирівнювач по ширині 5 до оглядового
екрана 7 і заправляється між транспортуючими
валами 9. Обертаючись, вали переміщують
тканина по екрану 7 і подають тканину в
укладальник 10 для складання її «в книжку»
11.
У
нижній частині оглядового екрану
знаходяться пристрій 6 для вимірювання
ширини тканини та пристрій для вимірювання
довжини тканини.Так як промерочная-разбраковочная
машина служить і для візуальної якісної
оцінки тканини, то для освітлення
поверхні тканини застосовуються
світильники 8.
Рисунок
12 - Схема вимірювання шматків тканини
на промерочная столі
При
визначенні довжини тканини на промірочній
або промірочно-разбраковочной машині
довжина шматка тканини реєструється
лічильником.
Лічильник
11 промерочная машини МП-1 (рисунок 13)
приводиться в дію від барабана 12. Він
реєструє довжину пробігу транспортних
Кардострічки 10, які огинають барабани
9 і 12. Рулон
тканини 3 (рисунок 14) отримує обертання
від барабанів 1 і 2. Відмотати від рулону
частину тканини простягається через
вирівнювач по ширині 5 до оглядового
екрана 7 і заправляється між транспортуючими
валами 9. Обертаючись, вали переміщують
тканина по екрану 7 і подають тканину в
укладальник 10 для складання її «в книжку»
11.
У
нижній частині оглядового екрану
знаходяться пристрій 6 для вимірювання
ширини тканини та пристрій для вимірювання
довжини тканини.Так як промерочная-разбраковочная
машина служить і для візуальної якісної
оцінки тканини, то для освітлення
поверхні тканини застосовуються
світильники 8.
 Малюнок
13 - Схема промірочної
машини
5.Обладнання
для виготовлення лекал
Для
вирізування картонних заготовок лекал з
рулону призначена машина РЛЗ-2.
Виконавчими
інструментами машини є:
-
Механізм подачі картону з двома барабанами
для розмотування рулону картону та
напрямними барабанами для подачі картону
на стіл;
-
Механізм розрізання з нерухомим верхнім
ножем над робочим столом і рухомим
нижнім ножем під робочим столом.
Для пробивання фігурних отворів на
лекалах призначена
машина вло-1.
Машина
забезпечена п'ятьма пуансонами різної
конфігурації. При пробитті отворів під
петлі лекала фіксуються.
Для
розрізання лекал по внутрішньому
контуру (виточки,
складки і т.д.) призначена машина
ВЛВ-1.
Виконавчими
інструментами машини є:
-
Ніж, здійснює зворотно-поступальні
рухи;
-
Механізм подачі лекала на певну величину
з зубчастої рейкою;
-
Притискної ролик, який бере участь в
подачі лекала.
Для клеймування лекал по зрізах призначена
машина КЛС-1. Лекало безперервно
транспортується між роликами. За
допомогою обертового упору відстань
від зрізу лекала до клейма підтримується
постійним і рівним 1 мм.
Лекала
зберігаються підвішеними на стаціонарних
кронштейнах або на одно-або двох'ярусному
ланцюговому підвісному конвеєрі.
6.Вимірювання площі лекал
У
масовому виробництві вимір площі лекал
виконується за допомогою фотоелектронної
машини ІЛ-1.Принцип безконтактного
вимірювання площі лекал заснований на
розкладанні площі лекала на елементарні
оптичні майданчики, подальшому
перетворенні оптичних елементів
розкладання в електричні імпульси за
допомогою фотоелектричного пристрою
і підрахунку площі виміряних лекал за
кількістю електричних імпульсів.
Площа
одного лекала або комплекту лекал
вимірюють три рази без скидання показань
лічильника. Величина площі лекал
встановлюється як середньоарифметичне
результатів трьох вимірювань.
Рисунок
17 - Схема машини ІЛ-1
7.
Копіювання розкладок лекал у зменшеному
масштабі
Для
копіювання розкладок лекал використовують
фотоапарат або електрографічний
установку ПКУ-3. Фотоапарат закріплюють
на рухомій каретці, що знаходиться на
деякій висоті відносно стола, на якому
виконана розкладка лекал. Установка
ПКУ-3 має каретку 1 (малюнок 18), що
переміщається над столом з розкладкою
лекал зі швидкістю 0,15 м / с, з трьома
відсіками для розміщення електроустаткування
6, єлектрографической камери 5 і приводу
установки. Зовні відсіки закриті
огородженнями. По всій довжині несучого
каркаса 2 розташовані лампи, для
охолодження яких передбачені жалюзі.
До каретці на стійках 4 кріпиться
дзеркальний відбивач 3.
Установка
розміщується на робочому столі з
дерев'яною кришкою, напрямними для
переміщення каретки, кронштейнами і
кінцевими упорами для зупину
каретки.
Неодружені
переміщення вздовж столу вперед і назад
виконуються вручну.
Малюнок
18 - Рухлива копіювальна установка
ПКУ-3
8.
Загальні відомості про раскрійне
виробництво
Завдання
розкрійного цеху полягає в ритмічному
і безперебійному постачанні швейних
цехів кроєм швейних виробів в асортименті
і кількості, наказаному добовим завданням
на серії.
Операції,
що виконуються в раскройном цеху:
-
Настилання полотен;
-
Перевірка якості настилу;
-
Подмелка контурів деталей у разі
застосування замальовки з допомогою
крейди;
-
Таврування настилу;
-
Документальне оформлення настилу;
-
Розрізання настилу на частини і вирізання
великих деталей;
-
Транспортування частин настилу до
стаціонарної стрічкової машині;
-
Вирізання деталей на стаціонарній
стрічкової машині;
-
Контроль якості крою;
-
Комплектування крою;
-
Нумерація крою;
-
Комплектування основних деталей з
деталями підкладки та доповіді;
-
Упаковка скомплектованих деталей;
-
Зберігання крою;
-
Друкування прейскурантних ярликів і
навісних талонів.
9.
Настилання тканин
Настилання
може здійснюватися за допомогою
настильних машин або вручну на столах,
обладнаних Розмотувально пристроями,
лінійками для затиску заднього кінця
настилу, відрізання полотна і притиску
переднього кінця настилу.
Напівавтоматичний настилочний комплекс
ПНК (малюнок
19) складається з каретки 2, настильного
столу 4, ланцюгового конвеєра 5 для
зберігання і подачі шматків тканини,
кінцевий лінійки з отрезающим пристроєм
1 і кінцевий лінійки 3 для притиснення
решт полотен. На машині можна настилати
полотна «обличчям вниз» і «обличчям до
обличчя».
Малюнок
13 - Схема промірочної
машини
5.Обладнання
для виготовлення лекал
Для
вирізування картонних заготовок лекал з
рулону призначена машина РЛЗ-2.
Виконавчими
інструментами машини є:
-
Механізм подачі картону з двома барабанами
для розмотування рулону картону та
напрямними барабанами для подачі картону
на стіл;
-
Механізм розрізання з нерухомим верхнім
ножем над робочим столом і рухомим
нижнім ножем під робочим столом.
Для пробивання фігурних отворів на
лекалах призначена
машина вло-1.
Машина
забезпечена п'ятьма пуансонами різної
конфігурації. При пробитті отворів під
петлі лекала фіксуються.
Для
розрізання лекал по внутрішньому
контуру (виточки,
складки і т.д.) призначена машина
ВЛВ-1.
Виконавчими
інструментами машини є:
-
Ніж, здійснює зворотно-поступальні
рухи;
-
Механізм подачі лекала на певну величину
з зубчастої рейкою;
-
Притискної ролик, який бере участь в
подачі лекала.
Для клеймування лекал по зрізах призначена
машина КЛС-1. Лекало безперервно
транспортується між роликами. За
допомогою обертового упору відстань
від зрізу лекала до клейма підтримується
постійним і рівним 1 мм.
Лекала
зберігаються підвішеними на стаціонарних
кронштейнах або на одно-або двох'ярусному
ланцюговому підвісному конвеєрі.
6.Вимірювання площі лекал
У
масовому виробництві вимір площі лекал
виконується за допомогою фотоелектронної
машини ІЛ-1.Принцип безконтактного
вимірювання площі лекал заснований на
розкладанні площі лекала на елементарні
оптичні майданчики, подальшому
перетворенні оптичних елементів
розкладання в електричні імпульси за
допомогою фотоелектричного пристрою
і підрахунку площі виміряних лекал за
кількістю електричних імпульсів.
Площа
одного лекала або комплекту лекал
вимірюють три рази без скидання показань
лічильника. Величина площі лекал
встановлюється як середньоарифметичне
результатів трьох вимірювань.
Рисунок
17 - Схема машини ІЛ-1
7.
Копіювання розкладок лекал у зменшеному
масштабі
Для
копіювання розкладок лекал використовують
фотоапарат або електрографічний
установку ПКУ-3. Фотоапарат закріплюють
на рухомій каретці, що знаходиться на
деякій висоті відносно стола, на якому
виконана розкладка лекал. Установка
ПКУ-3 має каретку 1 (малюнок 18), що
переміщається над столом з розкладкою
лекал зі швидкістю 0,15 м / с, з трьома
відсіками для розміщення електроустаткування
6, єлектрографической камери 5 і приводу
установки. Зовні відсіки закриті
огородженнями. По всій довжині несучого
каркаса 2 розташовані лампи, для
охолодження яких передбачені жалюзі.
До каретці на стійках 4 кріпиться
дзеркальний відбивач 3.
Установка
розміщується на робочому столі з
дерев'яною кришкою, напрямними для
переміщення каретки, кронштейнами і
кінцевими упорами для зупину
каретки.
Неодружені
переміщення вздовж столу вперед і назад
виконуються вручну.
Малюнок
18 - Рухлива копіювальна установка
ПКУ-3
8.
Загальні відомості про раскрійне
виробництво
Завдання
розкрійного цеху полягає в ритмічному
і безперебійному постачанні швейних
цехів кроєм швейних виробів в асортименті
і кількості, наказаному добовим завданням
на серії.
Операції,
що виконуються в раскройном цеху:
-
Настилання полотен;
-
Перевірка якості настилу;
-
Подмелка контурів деталей у разі
застосування замальовки з допомогою
крейди;
-
Таврування настилу;
-
Документальне оформлення настилу;
-
Розрізання настилу на частини і вирізання
великих деталей;
-
Транспортування частин настилу до
стаціонарної стрічкової машині;
-
Вирізання деталей на стаціонарній
стрічкової машині;
-
Контроль якості крою;
-
Комплектування крою;
-
Нумерація крою;
-
Комплектування основних деталей з
деталями підкладки та доповіді;
-
Упаковка скомплектованих деталей;
-
Зберігання крою;
-
Друкування прейскурантних ярликів і
навісних талонів.
9.
Настилання тканин
Настилання
може здійснюватися за допомогою
настильних машин або вручну на столах,
обладнаних Розмотувально пристроями,
лінійками для затиску заднього кінця
настилу, відрізання полотна і притиску
переднього кінця настилу.
Напівавтоматичний настилочний комплекс
ПНК (малюнок
19) складається з каретки 2, настильного
столу 4, ланцюгового конвеєра 5 для
зберігання і подачі шматків тканини,
кінцевий лінійки з отрезающим пристроєм
1 і кінцевий лінійки 3 для притиснення
решт полотен. На машині можна настилати
полотна «обличчям вниз» і «обличчям до
обличчя».
 Малюнок
19 - Напівавтоматичний настилочний
комплекс ПНК
Мірильно-різальна
машина МРМ (малюнок
20) призначена для розрізання шматка
тканини на полотна заданої довжини.
Машина має розмотувальний пристрій,
направляючий вал і спрямовуючу пластину
(для подачі полотна тканини на конвеєр),
конвеєр (для просування тканини до
відрізаних пристрою), знімну пластину,
відрізав і рахункове пристрою.
Малюнок
19 - Напівавтоматичний настилочний
комплекс ПНК
Мірильно-різальна
машина МРМ (малюнок
20) призначена для розрізання шматка
тканини на полотна заданої довжини.
Машина має розмотувальний пристрій,
направляючий вал і спрямовуючу пластину
(для подачі полотна тканини на конвеєр),
конвеєр (для просування тканини до
відрізаних пристрою), знімну пластину,
відрізав і рахункове пристрою.
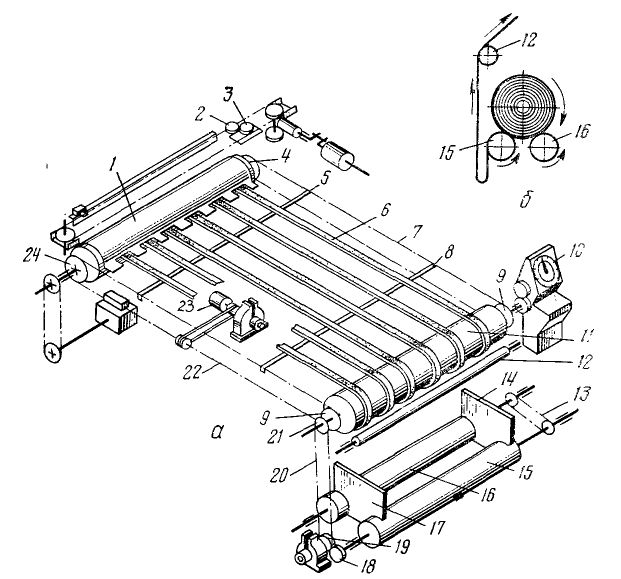 Рисунок
20 - мірильний-різальна машина МРМ
Настилочна
машина МНТ-2 (рисунок
21) призначена для настилання попередньо
розрізаних на полотна тканин «обличчям
до обличчя» і «обличчям вниз». Виконавчими
інструментами машини є стрічка для
переміщення полотна, пристрій для
автоматичного підйому стрічки (у
вертикальному напрямку) на товщину
полотна, ровнітель кромки тканини,
направляючі вали для правильної подачі
тканини на стрічку. Стрічка
є грузонесущим елементом конвеєра для
переміщення Настилати тканини. Один
кінець цієї стрічки закріплений на
нерухомій планці, розташованої на
торцевій стороні настильного столу,
інший закріплений на корпусі
машини.
Рисунок
20 - мірильний-різальна машина МРМ
Настилочна
машина МНТ-2 (рисунок
21) призначена для настилання попередньо
розрізаних на полотна тканин «обличчям
до обличчя» і «обличчям вниз». Виконавчими
інструментами машини є стрічка для
переміщення полотна, пристрій для
автоматичного підйому стрічки (у
вертикальному напрямку) на товщину
полотна, ровнітель кромки тканини,
направляючі вали для правильної подачі
тканини на стрічку. Стрічка
є грузонесущим елементом конвеєра для
переміщення Настилати тканини. Один
кінець цієї стрічки закріплений на
нерухомій планці, розташованої на
торцевій стороні настильного столу,
інший закріплений на корпусі
машини.
 Рисунок
21 - Схема роботи настилочної машини
МНТ-2
Для
підвищення коефіцієнта використання
часу роботи настильних машин настили
тканин потрібно видаляти з робочої зони
машини. Однією
з можливостей вирішення цього завдання
є розміщення двох настильних столів
встик торцовими сторонами і заміна
кришок столів замкнутими стрічками
(малюнок 22). У такому виконанні виконаний
настилочний-розкрійний стіл ПРС. Ширина
стрічок дорівнює ширині настилочний-розкрійних
столів. Настилання тканин здійснюється
на стрічку. Після
виготовлення настилу включаються обидві
стрічки і настил передається з одного
столу на інший. Перший стіл звільняється
для наступного настилу, а на другому
розсікають настил на частини і вирізують
деякі деталі ручними пересувними
розкрійні машинами.
Рисунок
21 - Схема роботи настилочної машини
МНТ-2
Для
підвищення коефіцієнта використання
часу роботи настильних машин настили
тканин потрібно видаляти з робочої зони
машини. Однією
з можливостей вирішення цього завдання
є розміщення двох настильних столів
встик торцовими сторонами і заміна
кришок столів замкнутими стрічками
(малюнок 22). У такому виконанні виконаний
настилочний-розкрійний стіл ПРС. Ширина
стрічок дорівнює ширині настилочний-розкрійних
столів. Настилання тканин здійснюється
на стрічку. Після
виготовлення настилу включаються обидві
стрічки і настил передається з одного
столу на інший. Перший стіл звільняється
для наступного настилу, а на другому
розсікають настил на частини і вирізують
деякі деталі ручними пересувними
розкрійні машинами.
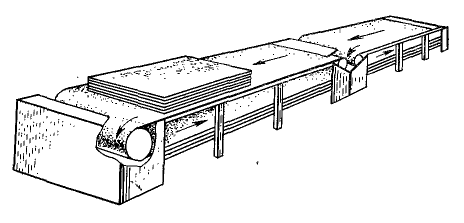 Малюнок
22 - настилу столи з конвеєрними стрічками
10.Розкрійні
машини
Розкрійні
машини призначаються для розрізання
настилів тканин або інших матеріалів,
розсікання настилів на частини і
вирізання деталей. У
промисловості застосовуються розкрійні
машини двох типів: пересувні з вертикальним
або дисковим ножем і стаціонарні з ножем
у вигляді нескінченної сталевої
стрічки.
Пересувні
розкрійні машини з вертикальним ножем
застосовуються для розсікання настилів
на частини і вирізання деталей швейних
виробів з вовняних і бавовняних тканин,
прокладкових тканин, ватину. Пересувні
розкрійні машини з дисковим ножем
застосовуються для розсікання настилів
на частини і вирізання деталей нескладної
конфігурації. Стаціонарні
машини використовують для вирізання
дрібних деталей і деталей складних
конфігурацій з попередньо розітнутих
частин настилу.
Пристрій
пересувних розкрійних машин з вертикальним
ножем. Виконавчим
інструментом є ніж (малюнок 23) прямолінійної
форми, який здійснює зворотно-поступальний
рух у вертикальній площині. Ніж приводиться
в рух кривошипно-шатунним механізмом,
який кінематично пов'язаний з
електродвигуном, розміщеним на стійці
машини. Перед
лезом ножа рухомо укріплено притискне
пристосування, за допомогою якого
щільніше притискаються полотна настилу
і тим самим усувається їх зсув при
переміщенні машини. Висота установки
регулюється залежно від висоти настилу
матеріалу.
Малюнок
23 - Схема електрораскройной машини
з прямим ножем
Стержень
притискного пристосування виконує
одночасно функцію запобіжника, захищаючи
руки робітника від порізу ножем. Для
розрізання матеріалу робочий вручну
переміщає машину по столу за допомогою
рукояток. На нижній рукоятці знаходиться
вмикач машини.
Принциповий пристрій пересувних
розкрійних машин з дисковим
ножем. Виконавчими
інструментами в цих машинах є дисковий
ніж 3 (малюнок 24) і нерухомий ніж,
закріплений на вкладний планці 2 платформи
1. Ніж приводиться в обертання від
електродвигуна 5, змонтованого на стійці
машини, через пару конічних шестерень.
Похиле положення стійки дозволяє
спостерігати за процесом розрізання
матеріалу.
Перед
дисковим ножем знаходиться захисний
козирок 4, оберігає руки робітника від
порізу. Для заточування дискового ножа
в процесі роботи призначене пристосування
для заточування ножа 8. Робочий
вручну переміщає машину, тримаючись за
рукоятки 6 і 7. Вмикач машини змонтований
на нижній рукоятці 7.
Для
зменшення прилипання спеченого матеріалу
до ножа передбачене змащення ножа
маслом, що надходять через крапельну
маслянку.
Малюнок
24 - Схема елктрораскройной
машини
з дисковим ножем
Принципове пристрій стаціонарних
стрічкових розкрійних машин. Виконавчим
інструментом машин є ніж у вигляді
нескінченної стрічки 9 (малюнок 25),
натягнутою на чотири провідних шківа
8, 10, 12, 2. Вал ведучого шківа 12 отримує
обертання від електродвигуна через
варіатор швидкості і клиноременную
передачу. Для
регулювання швидкості стрічки призначено
маховик 1, кінематично пов'язаний з
варіатором швидкості.
Для
зміни натягу стрічки служить маховик
6, при повороті якого верхній шків 8
переміщується вгору або вниз. Механізм
натягу забезпечений пристроєм для
зменшення натягу стрічки непрацюючої
машини. Стійке
положення стрічки в зоні різання
забезпечують плоскі направітель
4. Машина
має два лентоулавлівающіх пристрої 5 і
13. При обриві стрічки електродвигун
відключається.
Рисунок
25 - Схема стаціонарної стрічкової розкрійної
машини
Вирубання
деталей швейних виробів
Вирубання
здійснюється за допомогою пресів.
Виконавчим інструментом при вирубці
служить різак - тонкий сталевий ніж,
вигнутий по контуру деталі, лезо якого
повирубує матеріал.
П ринцип
роботи преса для вирубування деталей
груповими різаками зображений на малюнку
26. Комплект обладнання для автоматичного
вирубання деталей швейних виробів
складається з преса 1, встановленого на
нерухомому підставі, і столу 5, на якому
розміщений транспортер 2. Транспортер
являє собою металеву плиту, що рухається
по напрямних столу 5. Управління
пересуванням кнопкове згідно заданому
автоматичному циклу.
Малюнок
26 - Схема роботи на вирубочном пресі
автоматичної дії
Ріжучими
інструментами є групові різаки, закріплені
на металевій плиті транспортера 2 і
розташовані згідно з розкладкою лекал.
Ріжучі леза різаків спрямовані вгору
і на них укладається настил матеріалу
3.
Безконтактні способи розкрою швейних
матеріалів
Розкрій
швейних матеріалів променем лазера
заснований на тепловій дії променя на
тканину, при якому відбувається згорання
тканини по заданої лінії. Розкрій
швейних матеріалів плазмою заснований
на тепловій дії плазмового струменя на
матеріал, в результаті чого відбувається
згорання матеріалу по заданій лінії.
Для
розрізання матеріалів можна застосовувати
дугове плазмову пальник - плазмотрон,
схема якої показана на малюнку 27. Між
електродами 1 і 3 утворюється дуга, що
викликає іонізацію газу, що надходить
через отвір 5 плазмотрона 2. Для охолодження
сопла, через яке закінчується плазмова
струмінь 4, використовується проточна
вода.
Використання
для розкрою тканин променя лазера або
микроплазменной дуги дає можливість
застосовувати для розкрою програмне
керування різанням, а отже, автоматизувати
процес розкрою.
Автоматизований
розкрій швейних матеріалів за допомогою
променя лазера або микроплазменной
дуги може виконуватися за допомогою
комплексних розкрійних установок, в
які входять пристрої для настилання,
розкрою та збору крою. Також для розкрою
можуть бути застосовані рухливі
вертикальні ножі, промінь лазера,
плазма,водянийструмінь, струмінь
кислоти.
Малюнок
27 - Схема плазмотрона
Малюнок
22 - настилу столи з конвеєрними стрічками
10.Розкрійні
машини
Розкрійні
машини призначаються для розрізання
настилів тканин або інших матеріалів,
розсікання настилів на частини і
вирізання деталей. У
промисловості застосовуються розкрійні
машини двох типів: пересувні з вертикальним
або дисковим ножем і стаціонарні з ножем
у вигляді нескінченної сталевої
стрічки.
Пересувні
розкрійні машини з вертикальним ножем
застосовуються для розсікання настилів
на частини і вирізання деталей швейних
виробів з вовняних і бавовняних тканин,
прокладкових тканин, ватину. Пересувні
розкрійні машини з дисковим ножем
застосовуються для розсікання настилів
на частини і вирізання деталей нескладної
конфігурації. Стаціонарні
машини використовують для вирізання
дрібних деталей і деталей складних
конфігурацій з попередньо розітнутих
частин настилу.
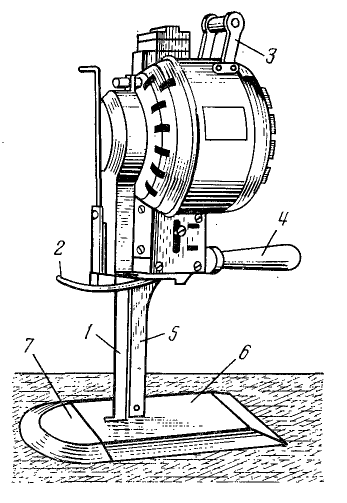
Пристрій
пересувних розкрійних машин з вертикальним
ножем. Виконавчим
інструментом є ніж (малюнок 23) прямолінійної
форми, який здійснює зворотно-поступальний
рух у вертикальній площині. Ніж приводиться
в рух кривошипно-шатунним механізмом,
який кінематично пов'язаний з
електродвигуном, розміщеним на стійці
машини. Перед
лезом ножа рухомо укріплено притискне
пристосування, за допомогою якого
щільніше притискаються полотна настилу
і тим самим усувається їх зсув при
переміщенні машини. Висота установки
регулюється залежно від висоти настилу
матеріалу.
Малюнок
23 - Схема електрораскройной машини
з прямим ножем
Стержень
притискного пристосування виконує
одночасно функцію запобіжника, захищаючи
руки робітника від порізу ножем. Для
розрізання матеріалу робочий вручну
переміщає машину по столу за допомогою
рукояток. На нижній рукоятці знаходиться
вмикач машини.
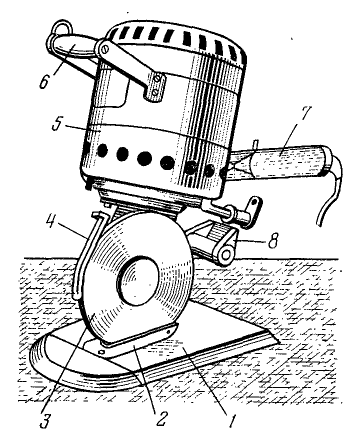
Принциповий пристрій пересувних
розкрійних машин з дисковим
ножем. Виконавчими
інструментами в цих машинах є дисковий
ніж 3 (малюнок 24) і нерухомий ніж,
закріплений на вкладний планці 2 платформи
1. Ніж приводиться в обертання від
електродвигуна 5, змонтованого на стійці
машини, через пару конічних шестерень.
Похиле положення стійки дозволяє
спостерігати за процесом розрізання
матеріалу.
Перед
дисковим ножем знаходиться захисний
козирок 4, оберігає руки робітника від
порізу. Для заточування дискового ножа
в процесі роботи призначене пристосування
для заточування ножа 8. Робочий
вручну переміщає машину, тримаючись за
рукоятки 6 і 7. Вмикач машини змонтований
на нижній рукоятці 7.
Для
зменшення прилипання спеченого матеріалу
до ножа передбачене змащення ножа
маслом, що надходять через крапельну
маслянку.
Малюнок
24 - Схема елктрораскройной
машини
з дисковим ножем
Принципове пристрій стаціонарних
стрічкових розкрійних машин. Виконавчим
інструментом машин є ніж у вигляді
нескінченної стрічки 9 (малюнок 25),
натягнутою на чотири провідних шківа
8, 10, 12, 2. Вал ведучого шківа 12 отримує
обертання від електродвигуна через
варіатор швидкості і клиноременную
передачу. Для
регулювання швидкості стрічки призначено
маховик 1, кінематично пов'язаний з
варіатором швидкості.
Для
зміни натягу стрічки служить маховик
6, при повороті якого верхній шків 8
переміщується вгору або вниз. Механізм
натягу забезпечений пристроєм для
зменшення натягу стрічки непрацюючої
машини. Стійке
положення стрічки в зоні різання
забезпечують плоскі направітель
4. Машина
має два лентоулавлівающіх пристрої 5 і
13. При обриві стрічки електродвигун
відключається.
Рисунок
25 - Схема стаціонарної стрічкової розкрійної
машини
Вирубання
деталей швейних виробів
Вирубання
здійснюється за допомогою пресів.
Виконавчим інструментом при вирубці
служить різак - тонкий сталевий ніж,
вигнутий по контуру деталі, лезо якого
повирубує матеріал.
П ринцип
роботи преса для вирубування деталей
груповими різаками зображений на малюнку
26. Комплект обладнання для автоматичного
вирубання деталей швейних виробів
складається з преса 1, встановленого на
нерухомому підставі, і столу 5, на якому
розміщений транспортер 2. Транспортер
являє собою металеву плиту, що рухається
по напрямних столу 5. Управління
пересуванням кнопкове згідно заданому
автоматичному циклу.
Малюнок
26 - Схема роботи на вирубочном пресі
автоматичної дії
Ріжучими
інструментами є групові різаки, закріплені
на металевій плиті транспортера 2 і
розташовані згідно з розкладкою лекал.
Ріжучі леза різаків спрямовані вгору
і на них укладається настил матеріалу
3.
Безконтактні способи розкрою швейних
матеріалів
Розкрій
швейних матеріалів променем лазера
заснований на тепловій дії променя на
тканину, при якому відбувається згорання
тканини по заданої лінії. Розкрій
швейних матеріалів плазмою заснований
на тепловій дії плазмового струменя на
матеріал, в результаті чого відбувається
згорання матеріалу по заданій лінії.
Для
розрізання матеріалів можна застосовувати
дугове плазмову пальник - плазмотрон,
схема якої показана на малюнку 27. Між
електродами 1 і 3 утворюється дуга, що
викликає іонізацію газу, що надходить
через отвір 5 плазмотрона 2. Для охолодження
сопла, через яке закінчується плазмова
струмінь 4, використовується проточна
вода.
Використання
для розкрою тканин променя лазера або
микроплазменной дуги дає можливість
застосовувати для розкрою програмне
керування різанням, а отже, автоматизувати
процес розкрою.
Автоматизований
розкрій швейних матеріалів за допомогою
променя лазера або микроплазменной
дуги може виконуватися за допомогою
комплексних розкрійних установок, в
які входять пристрої для настилання,
розкрою та збору крою. Також для розкрою
можуть бути застосовані рухливі
вертикальні ножі, промінь лазера,
плазма,водянийструмінь, струмінь
кислоти.
Малюнок
27 - Схема плазмотрона 



Список використаних джерел
1.Довідник з підготовки і розкрою матеріалів при виробництві одягу / Галинкер І.І., Гущина К.Г., Сафронова І.В. і др.-М.: Легка індустрія, 1980.-272 с., іл.
2.Підготовчо-розкрійне виробництво швейних підприємств: Учеб. Посібник / В.Т. Голубкова, Р.Н. Філімоненкова, М.А. Шайдоров та ін; За заг. Ред. В.Т. Голубкової, Р.Н. Філімоненковой.-Мн.: Виш. Шк., 2002 с.: Іл.