

Лабораторная работа №2. Электронно-лучевое напыление пленочных покрытий.
Цель работы:
1. Ознакомление с особенностями оборудования для электронно-лучевого напыления пленочных покрытий.
2. Ознакомление с устройством и принципами работы электронно-лучевых испарителей.
3. Освоение методики расчета скорости и равномерности осаждения пленок.
4. Освоение методики упрощенного расчета электронно-лучевого нагрева поверхности мишени в зоне облучения.
Продолжительность работы – 4 часа.
Теоретические сведения.
В современной технологии изготовления микроструктур, а также в их исследовании важную роль играют методы, основанные на взаимодействии сфокусированных пучков частиц с поверхностью твердого тела. В большинстве случаев результатом такого взаимодействия является нагрев поверхности в зоне облучения. К наиболее распространенным видам лучевого энергетического воздействия можно отнести лазерную, электронно- и ионнолучевую обработку. Каждый из указанных методов имеет свои особенности, достоинства и недостатки. Общими преимуществами лучевого нагрева по сравнению с традиционными методами являются:
- возможность локализации нагрева;
- анизотропность воздействия;
- малая инерционность переходных тепловых процессов;
- возможность как непрерывной, так и импульсной обработки.
Концентрация
энергии в электронно-лучевых нагревательных
устройствах может достигать
![]() .
В зоне обработки можно получать
температуры вплоть до 6000 К. Возможность
гибкого управления энергетическими и
геометрическими характеристиками
электронного луча позволяет использовать
этот метод для пайки, резки, прошивки,
сварки, напыления пленок самых различных
материалов, в том числе тугоплавких.
.
В зоне обработки можно получать
температуры вплоть до 6000 К. Возможность
гибкого управления энергетическими и
геометрическими характеристиками
электронного луча позволяет использовать
этот метод для пайки, резки, прошивки,
сварки, напыления пленок самых различных
материалов, в том числе тугоплавких.
Оборудование
для электронно-лучевого напыления
пленок.![]()
Любая технологическая установка для нанесения пленок в вакууме состоит из следующих функциональных блоков (см рис.1а): блока осаждения; вакуумной системы; блока питания; системы автоматического управления.
В свою очередь, блок осаждения, как правило, включает в себя (см. рис.1б): испарительную систему; вакуумную камеру; устройство крепления подложек; устройство нагрева подложек (нагреватель); вспомогательные устройства (датчики контроля скорости осаждения или толщины пленок, заслонки, устройства механического перемещения камеры, вращения подложкодержателя; натекатели для напуска атмосферы в камеру и т.д.)
Основные этапы процесса нанесения пленки:
- образование атомарного потока вещества из испарителя;
- доставка атомов от испарителя к подложке;
- конденсация на подложке.
Основные параметры процесса:
- температура подложки - определяет адгезию и структуру слоев;
- температура и рабочая площадь испарителя - определяют скорость нанесения, структуру и чистоту слоев;
- расстояние от испарителя до подложки - определяет скорость нанесения и качество слоев;
- остаточное давление - определяет чистоту и свойства слоев.
Последовательность проведения процесса;
1.Загрузка испарителя, установка пластин и герметизация камеры;
2. Откачка вакуумной камеры до рабочего давления;
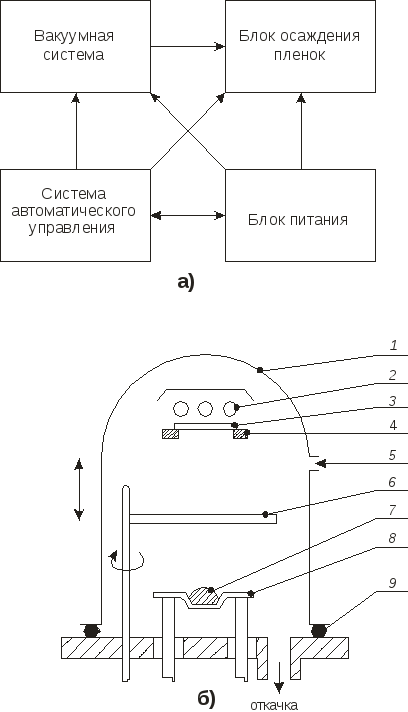
Рис. 1 Установка для напыления пленок в вакууме.
а) Блок-схема. б) Блок осаждения пленок.