

[ТМиП]metodichka_part2
.pdf применения
применения
 Склейка
Склейка
 Уплотнение
Уплотнение
Кроме клеящих веществ, отвердевающих чисто под воздействием тепла, имеются также другие клеи, которые используют теплополимеризацию в качестве дополнительного механизма. Например, анаэробные клеи могут отверждаться при температуре 120 oC.
Теплополимеризующиеся клеевые вещества имеют широкий диапазон свойств в зависимости от химического состава (например, эпоксидные смолы, метакрилаты).
Типичные, полимеризующиеся при нагреве, эпоксидные смолы имеют следующие основные особенности:
прочность от средней до высокой
хорошая адгезия к различным материалам
хорошая заполняемость зазоров
хорошая стойкость к воздействию агрессивных сред
Типичные области применения:
 Область применения
Область применения
 Чипбондеры (электроника)
Чипбондеры (электроника)
 Герметизация реле
Герметизация реле
 Пропитка
Пропитка
Фиксация резьбы, уплотнение резьб,
формирование прокладок, вал-
втулочная фиксация
 Склеивание
Склеивание
Типовые операции технологического процесса склеивания деталей.
1. Предварительная подготовка склеиваемых поверхностей
Проведение предварительной подготовки поверхностей является необходимым условием для достижения наилучших результатов склейки. Прочность склейки в значительной степени определяется адгезией между соединяемыми поверхностями и клеем. Очень важно понимать, что клеевые соединения обретают тем большую прочность, чем полнее и тщательнее проводится предварительная очистка поверхностей (рис. 3).
Адгезия улучшается, если:
99

удаляются нежелательные поверхностные пленки путем обезжиривания или механической очисткой
создаются новые активные поверхности путем нанесения праймеров
изменяется активность поверхности путем протравки металла, коронирующей обработки, плазменной обработки и т.д.
Рис. 3, слева: Загрязнения на склеиваемых поверхностях снижают адгезию.
2. Обезжиривание склеиваемых поверхностей
Для достижения наилучшего результата необходимо полностью удалить масло, смазку, пыль и другие остатки грязи с поверхности, подлежащей склейке. Для этого подходят растворители, которые испаряются без остатков. Основные растворители и их очистительные свойства приведены в таблице.
Щелочные и кислотные водные системы почти всегда содержат ингибиторы коррозии. Если они остаются на очищенных склеиваемых поверхностях, это может привести к снижению адгезии или замедлению процесса полимеризации клея. Перед использованием таких очистителей необходимо предварительно провести испытание. В каждом случае все поверхности должны быть полностью промыты и высушены.
|
|
|
|
|
|
|
|
Растворитель |
|
Очищающая |
|
Воспламеня- |
|
|
|
|
способность |
|
емость или |
|
|
|
|
||||
|
|
|
|
|
горючесть |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Гидрокарбоны |
|
Хор. |
|
Да |
|
|
(типа |
|
|
|
|
|
|
|
|
|
|
|
|
|
Изопарафина) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Кетоны (типа |
|
Хор. |
|
Да |
|
|
Ацетона) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
100

|
Спирты (типа |
|
Средн. |
|
Да |
|
|
|
|
|
|||
|
Изопропанола) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Водн. основа |
|
Хор. |
|
Нет |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Если используются специальные обезжиривающие ванны для больших производственных линий, желательно провести предварительную очистку сильно загрязненных поверхностей, с тем, чтобы не загрязнять ванны. Часто используются испаряющиеся очистители. В этом случае раствор нагревается до точки кипения и испаряется. Достигая контакта с холодными поверхностями, очиститель конденсируется на них. Образуемая жидкость удаляет частицы грязи и смазки. Обезжиривание производится внутри герметично закрытых механизмов с использованием обезжиривающих растворов.
В большинстве случаев, достаточно предварительной обработки поверхностей быстродействующими очистителями. Они удаляют масло, смазки, остатки грязи, подготавливая тем самым поверхности для склеивания. При очистке растворителями в дополнение к химическому обезжириванию хорошие результаты удаления грязи с поверхности дает механическая обработка (протирочные ткани, щетки).
3. Механическая предварительная обработка
Загрязненные металлические поверхности часто покрыты окислами, которые не удаляются обезжириванием. В таких случаях необходима предварительная механическая обработка, типа пескоструйной обработки, шлифовки или очистки проволочной щеткой.
Пескоструйная обработка является хорошим способом для очистки больших поверхностей. Шероховатость поверхности, достигнутая таким способом, дает очень хорошие результаты для склейки, если используется не очень грубый песок. Шлифовка также дает хорошую шероховатость поверхности. В этом случае очень важно использовать соответствующее зерно шероховатости (например, 300-600 для алюминия, 100 - для стали). После пескоструйной обработки, также как и после шлифовки или обработки щеткой, детали должны быть обезжирены с целью удаления всех остатков обработки. Сильно загрязненные детали необходимо также обезжиривать перед механической обработкой с тем, чтобы используемый песок или абразив не оставляли после себя на поверхности твердые частицы. На практике, методы предварительной механической обработки очень просты и общедоступны для обеспечения адекватной прочности склеивания.
Если необходимо склеить пластмассовые или резиновые детали, загрязнения, такие как поверхностные пленки, плесневые отложения и вулканизационные пленки, также должны быть предварительно удалены. Для обработки пластмасс эффективны абразивы из чугунных шариков или окиси алюминия. Резиновые поверхности могут быть очищены растворителями или шлифовкой.
4. Протравка
101
Для протравки поверхностей используются относительно агрессивные химикаты. В зависимости от поверхности используются сильные кислоты или щелочи. Протравка приводит к изменению структуры поверхности, т.к. добавляются реактивные группы и образуются полости, которые обеспечивают места для механической фиксации клея. Результаты такой обработки варьируются в зависимости от типа поверхностей. Промышленное применение метода протравки ограничено из-за своей дороговизны.
Праймеры
Праймеры, как правило, содержат растворимые реактивные химические соединения. Праймер наносится кисточкой или распыляется на поверхность материала. Оставшиеся после обработки частицы растворителя можно нейтрализовать. В зависимости от типа праймера поверхность может быть немедленно готова для склеивания, как в случае полиолефиновых праймеров для цианоакрилатов. Поверхностные праймеры улучшают склеиваемость поверхности, действуя как химический мостик между поверхностью и клеем. Обычно, реагирующая составляющая в праймере многофункциональна с одним набором реактивных групп, вступающих в реакцию с поверхностью и дополнительными группами, которые имеют высокое сродство с клеем.
Рекомендации по подготовке поверхности к склеиванию для различных материалов
|
|
|
Материал |
|
Методы обработки |
|
|
|
|
|
|
Обезжиривани |
Механическа |
Травлени |
Праймер |
Коронирующи |
Плазма |
е |
я обработка |
е |
ы |
й разряд |
низкого |
|
|
|
(зависит |
|
давлени |
|
|
|
от клея) |
|
|
|
|
|
|
я |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Металлы |
|
xxx |
|
xxx |
|
x |
|
x |
|
|
|
x |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Стекло |
|
xxx |
|
x |
|
x |
|
x |
|
x |
|
x |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Керамика |
|
xxx |
|
|
|
x |
|
x |
|
x |
|
x |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Пластмасс |
|
xxx |
|
xxx |
|
x |
|
x |
|
xxx |
|
xxx |
|
|
ы |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Резина |
|
xxx |
|
x |
|
|
|
x |
|
x |
|
x |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Дерево |
|
x |
|
xxx |
|
|
|
x |
|
|
|
x |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
xxx = предпочтительный метод
x = альтернативный метод или дополнительный метод
102
Испытание на смачиваемость
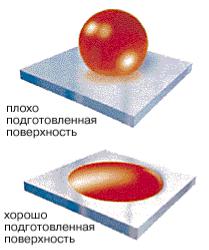
Подготовленность поверхности для склейки можно определить методом отталкивания воды. Несколько капель чистой воды наносится на очищенную поверхность. На недостаточно очищенной поверхности сферическая форма капли сохраняется, следовательно, поверхность надлежит очистить еще раз. Если вода растекается по обработанной поверхности, значит склеиваемая поверхность достаточно чистая.
Данный способ не применим для анодированных алюминиевых и магниевых поверхностей.
Преимущество метода испытания на водоотталкивание состоит в его легкодоступности.
Однако, этот метод бывает не всегда приемлем из-за жесткости воды, что приводит к разному поверхностному напряжению. В некоторых случаях даже дистиллированная вода не может дать надежных результатов в испытании на водоотталкивание. Следовательно, в особых случаях рекомендуются использовать поверхностно напряженные жидкости, поверхностное напряжение которых известно. Необходимо учесть, что испытание на водоотталкивание дает возможность проверить только подготовленность поверхности, но не саму возможность склейки.
103
Рис. 4: Подготовка поверхности может быть проверена методом "отталкивания воды" или тестовыми поверхностно активными жидкостями
.
Активаторы
В дополнение к клеям также имеются активаторы. Для некоторых клеев (например, модифицированные акрилы) необходимы активаторы, инициирующие отверждение. Что касается других клеев (например, анаэробные), активатор является дополнительным средством улучшения и ускорения полимеризации. В отличие от праймеров активаторы обычно улучшают не адгезию, а когезию клеев, гарантируя надлежащее отверждение.
|
Основа |
|
Типичное применение |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
Углеводород/Спирт/Диметоксиметан
Углеводород/d-Лимонен
Идеально для очистки металла,
керамики, стекла, большинства
пластмасс - быстрое испарение
Идеально для всех материалов,
также пластмасс, удаляет
минеральные и синтетические масла,
включая силиконовые масла
|
|
|
|
|
|
Растворитель |
|
Используется с |
|
Типичное применение |
|
|
|
клеем |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
Изопропанол |
|
Все цианоакрилат |
|
Наносят на поверхность до склеивания |
|
|
|
|
|
для увеличения скорости |
|
|
|
|
|
полимеризации |
|
|
|
|
|
|
|
|
|
|
|
Наносят на не застывшую каплю или |
|
|
|
|
|
излишек цианоакрилата, чтобы |
|
|
|
|
|
избежать образования ореола |
|
|
|
|
|
|
|
|
|
|
|
|
|
Ацетон |
|
Все цианоакрилат |
|
Наносят на поверхность до склеивания |
|
|
|
|
|
для увеличения скорости |
|
|
|
|
|
полимеризации |
|
|
|
|
|
|
|
|
|
|
|
Наносят на не застывшую каплю или |
|
|
|
|
|
излишек цианоакрилата, чтобы |
|
|
|
|
|
|
|
104
|
|
|
|
|
|
|
|
|
|
|
Гептан |
|
Все цианоакрилат |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ацетон/Изопропанол
Ацетон
Все клеи
анаэробного
отверждения
Все клеи
анаэробного
отверждения
избежать образования ореола
Наносят на поверхность до склеивания для увеличения скорости полимеризации
Наносят на не застывшую каплю или излишек цианоакрилата, чтобы избежать образования ореола
Наносят на неактивные поверхности для поддержания процесса полимеризации
Наносят на одну поверхность для ускорения отверждения
Определение причин разрушения клеевого соединения
Некоторые важные причины разрушения клеевого соединения могут быть определены осмотром соединяемых деталей. Таким образом, можно установить, было ли нарушение адгезии или когезии соединений, или сами склеиваемые детали были разрушены.
Отсутствие адгезии, а клей может быть полностью отделен от одной поверхности.
Отсутствие когезии, а разрыв по клею. Остатки клея должны находиться на обеих поверхностях.
Оценка и методы увеличения прочности клеевого соединения:
Вид разрушения соединения говорит нам только о том, где находится слабая точка склеиваемого соединения, а не о причинах возникших проблем. Для решения проблемы, прежде всего, надо найти причину.
|
|
|
|
|
|
Причина разрушения |
|
Методы увеличения прочности |
|
|
|
|
|
|
|
|
|
|
|
|
Отсутствие адгезии |
|
Очевидно, что слабое место склейки находится на граничном |
|
|
|
|
слое между склеиваемой частью и клеем. Возможно, материал |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
непригоден для склеивания, или склеиваемая поверхность |
|
|
|
|
была загрязнена. |
|
|
|
|
Решение: В обоих случаях прочность может быть увеличена |
|
|
|
|
предварительной обработкой поверхности. |
|
|
|
|
|
|
|
|
|
|
|
105
|
Отсутствие когезии |
|
Клей подвергается избыточной нагрузке (например, пиковые |
|
|
|
|
||
|
|
|
нагрузки, температура, старение и т.п.). |
|
|
|
|
Решение: Изменение геометрии склеиваемой конструкции |
|
|
|
|
|
|
|
|
|
и/или подбор другого типа клея, соответствующего |
|
|
|
|
применению. |
|
|
|
|
|
|
Причины и методы устранения разрушения клеевых соединений:
|
|
|
Возможные причины |
|
Решение |
|
|
|
|
|
|
Дефектные поверхности
Загрязненные поверхности
Проверить допуски, зазоры и материалы, провести более тщательное обследование.
Проверить предварительную подготовку поверхностей и внести соответствующие изменения (например, очистители, процесс очистки, условия хранения и т.п.).
|
Неправильное выполнение склейки |
|
Проверить весь процесс выполнения склейки, |
|
|
|
|
||
|
|
|
оптимизировать способ и время фиксации, |
|
|
|
|
||
|
|
|
проверить, выдержаны ли все условия в стадии |
|
|
|
|
фиксирования. |
|
|
|
|
|
|
|
|
|
|
|
|
Неполное отверждение клея |
|
Проверить начальные условия отверждения |
|
|
|
|
(например, зазоры, наличие воздуха, температуру, |
|
|
|
|
|
|
|
|
|
влажность и т.п.). Сверить время отверждения в |
|
|
|
|
соответствии с тех. данными. Проверить, не |
|
|
|
|
превышен ли срок хранения клея. |
|
|
|
|
|
|
|
|
|
|
|
Механическая перегрузка или неблагоприятная нагрузка (расслаивание)
Тепловая перегрузка.
Разрушение клеевого слоя под влиянием коррозии или проникновения жидкости или газа
Увеличить поверхность склеивания и/или изменить геометрию соединения. Проверить пригодность клея по типу нагрузки (на растяжение, сдвиг и т.п.).
Выбрать клей с более высокой температуростойкостью.
Защитить клеевой зазор от воздействия агрессивной среды путем нанесения соответствующего покрытия или расположить склеиваемые детали таким образом, чтобы исключался контакт с неблагоприятной средой.
106
Поиск и устранение неполадок процесса склейки
Имеется много решений для успешного применения клея.
В обычных условиях большинство проблем, связанных с процессом склейки, могут быть классифицированы по следующим категориям.
Нет полимеризации/отверждения: Жидкий продукт не полимеризуется, как ожидалось, или что-то задерживает или останавливает процесс.
Отсутствие клея: Самым простым, как это может оказаться, решением проблемы является проверка наличия клея на местах соединения.
Нет адгезии: Проверить наличие загрязнений или нарушений поверхности, которые влияют на адгезию.
Результат склеивания неудовлетворительный: После проверки остальных факторов и процесса склейки подобрать другой тип клея.
.
Старение клеевых соединений
Эффект временного старения может быть предсказан только при тщательном рассмотрении многих взаимодействующих переменных, включая параметры проекта.
Сборка плоских поверхностей
Существует три основных метода сборки:
Механическая - с применением болтов, шурупов и заклепок Термическая - сваркой и пайкой твердыми и мягкими припоями Химическая (клеевая) - с использованием клеящих веществ.
Клеевая сборка
Клеевая сборка расширяет область промышленного применения, давая много преимуществ:
Распределение нагрузки: равномерное распределение нагрузки по всей поверхности. Устранение концентраторов напряжения просверленных отверстий.
Не требуется никаких структурных изменений: в отличие от термосборки при склейке все свойства материалов сохраняются.
Отсутствует деформация поверхности: в отличие от сварной сборки детали при склейке не нагреваются, поэтому компоненты с различными массами и размерами могут легко собираться.
Комбинирование различных материалов: это позволяет конструкторам выбирать и объединять материалы так, чтобы свойства каждого использовались с наибольшей эффективностью.
107
Герметичность соединения: клей также имеет герметизирующие свойства. Соединенные болтами или склепанные соединения часто необходимо герметизировать, что требует дополнительных трудовых и денежных затрат.
Изолирующие свойства: при клеевой сборке могут быть соединены металлы с различными электрохимическими свойствами, при этом коррозия, фрикционная эрозия и фреттинг исключаются
Уменьшение количества компонентов: отпадает необходимость в использовании шплинтов, болтов, заклепок, фиксаторов и т.д.
Улучшение внешнего вида изделия: клеевые соединения более гладкие. В отличие от сварной сборки швы после соединения клеящим веществом остаются невидимыми. Это преимущество дает конструкторам много возможностей для улучшения внешнего вида изделия.
Технологические критерии для клеевой сборки
Прочность и долговечность клеевого соединения, главным образом, определяется следующими параметрами:
Клей
Поверхность
Рабочая среда
Конструкция соединения
Нагрузка
Прочность адгезии и когезии в склеенном соединении определяются физическими и химическими свойствами клеящего вещества. От характера клея также зависит и долговечность сборки. С учетом модуля упругости (модуля Юнга) и степеней прочности различных клеящих веществ, клеевые технологии позволяют подобрать продукт с наилучшими адгезивными свойствами.
При подборе оптимального клеящего вещества или конструкции соединения важно учитывать не только тип поверхности и метод окончательной обработки, но также жесткость деталей и механические свойства материалов.
При подборе клеящего вещества также важно учитывать устойчивость продукта к воздействию рабочей окружающей среды (температуростойкость, химостойкость, растворимость, стойкость к воздействию влажности и т.д.). Среда и приложенные нагрузки являются наиболее важными параметрами в вопросах длительности срока эксплуатации сборки.
При подборе типа клея необходимо учитывать соответствие конструкции соединения с характеристиками продукта (например, методы отверждения, способность к заполнению зазоров и т.д.) и предполагаемые нагрузки, во избежание возможных разрушений соединения вследствие отслаивания или расщепления.
108