

[ТМиП]metodichka_part2
.pdf8.5Графические зависимости параметров шероховатости от скорости резания.
8.6Выводы.
9.КОНТРОЛЬНЫЕ ВОПРОСЫ
9.1Виды отклонений обработанной поверхности по геометрическим признакам.
9.2Факторы, влияющие на качество обработанной поверхности.
9.3Что называется шероховатостью поверхности? Виды шероховатости.
9.4Параметры шероховатости поверхности. Единицы измерения.
9.5Методика расчета по профилограмме параметров Rа> R2, 1р.
9.6Как влияют на шероховатость поверхности режимы обработки?
9.7Виды контроля шероховатости поверхности.
9.8Средства и методы, применяемые для контроля шероховатости поверхности.
10.ЛИТЕРАТУРА
10.1Егоров М.Е. Технология машиностроения. М., Высш.шк.,1976, с. 81-85.
10.2Методические указания по внедрению ГОСТ 2789-73, М., Издательство стандартов, 1975, 16 с.
10.3Шероховатость поверхности. Параметры, характеристики, обозначения. ГОСТ 278973, М., Издательство стандартов, 1981.
10.4Якушев А.И, Справочник контролера машиностроительного завода. М., 1980,с. 356-
370.
10.5Колесов И.М. Основы технологии машиностроения. М., Высшая школа 1999, с. 246-
260.
Лабораторная работа №12 Изготовление клеевых соединений и оценка их прочности.
Цель работы: Овладеть методикой проектирования и расчета клеевых
соединений, изучфить преимущества и область применения клеевых соединение, исследовать влияние технологических факторов на механическую прочность клеевых соединений и методы оценки прочности клеевых соединений.
89
Задачи работы
1.Изучить область применения клеевых соединений.
2.Рассчитать клеевое соединение.
3.Спроектировать клеевое соединение, разработать технологический процесс
склеивания заготовок, изготовить образцы и испытать их на прочность.
Инструмент, материалы и принадлежности
1.Набор образцов.
2.Приспособление для склеивания образцов.
3.Расходные материалы.
4.Приспособление для испытания клеевого соединения
Теоретическая часть
ОБЩАЯ ИНФОРМАЦИЯ ПО КЛЕЕВЫМ ТЕХНОЛОГИЯМ
Структура технологии производства клеев подобна любой другой структуре: в основе лежат соответствующее планирование и всестороннее знание используемых материалов.
Первоначально склеивание разрабатывалось наряду со сваркой, пайкой, клепкой и т.д., как промышленный метод соединения. Для оценки наиболее важных параметров соединения было проведено много исследований и разработок.
Адгезивы (клеи) - это своеобразные соединительные мосты между материалами, независимо от типов их поверхности. Механизм соединения зависит от:
Прочности соединения клея с поверхностью, называемой адгезией; и
Прочности самого клея, называемой когезией (см. рис. 1).
Адгезия
"Адгезия" (от лат. adhaesio - прилипание)- сцепление поверхностей разнородных тел. Физические силы притяжения и адсорбции, которые описаны как Ван-дер-Ваальсовые силы, имеют огромное значение в процессе склеивания. Прочность этих межмолекулярных сил значительно ниже, если адгезивный материал не входит в близкий контакт со склеиваемой поверхностью из-за шероховатости механически обработанной детали.
Адгезив должен быстро и полностью проникать в микронеровности поверхности. На увлажненной клеем поверхности достигается наиболее полный межмолекулярный обмен. Прочность сцепления, таким образом, зависит и от смачивания поверхности (чтобы достичь наиболее полного межмолекулярного взаимодействия), и адгезионных свойств поверхности. При данном поверхностном натяжении клея, смачивание зависит от поверхностной энергии материала, вязкости клея и чистоты поверхности. Смачиваемость также снижается при наличии загрязнения поверхности.
90
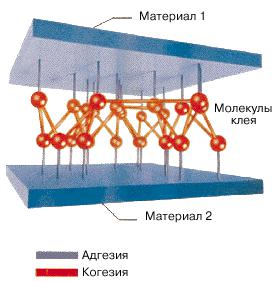
Рис. 1: Склеивающие силы в клеевых соединениях.
"Когезия" (от лат. cohaesus - связанный, сцепленный)- сцепление (притяжение) молекул внутри клея, скрепляющего материалы. Эти силы включают в себя:
межмолекулярные силы притяжения (Ван-Дер-Ваальсовы силы)
сцепление между собой молекул полимеров.
Согласно правилу, что цепочка настолько же сильна, насколько сильно ее самое слабое звено, силы адгезии и когезии в склеиваемом соединении должны быть относительно равны.
Механизм полимеризации клеев
Большинство клеев - реактивные полимеры. Они переходят из жидкого состояния в твердое посредством различных полимеризационных реакций.. В зависимости от механизма полимеризации отверждения клеев можно классифицировать следующим образом:
анаэробная реакция
воздействие ультрафиолетовых (УФ) лучей (также как второй способ полимеризации)
анионная реакция (цианоакрилаты)
активация (модифицированные акрилы)
влажностное отверждение (силиконы, уретаны)
тепловое отверждение (эпоксиды)
Клеи, отверждаемые по анаэробной реакции
Анаэробные клеи - это однокомпонентные материалы, которые отверждаются при комнатной температуре при условии отсутствия контакта с кислородом. Жидкий компонент отверждения остается неактивным до тех пор, пока он находится в контакте с
91
атмосферным кислородом. Если клей лишен доступа атмосферного кислорода, например, при соединении деталей, происходит быстрое отверждение - особенно при одновременном контакте с металлом.
Капиллярный эффект позволяет проникать адгезивам даже в очень маленькие зазоры. Отвержденное клеящее вещество вклинивается в шероховатые поверхности деталей. Процесс полимеризации также стимулируется контактом клея с металлическими поверхностями, выступающими в качестве катализатора. Так как пассивные материалы имеют нулевой или минимальный каталитический эффект, то для ускорения и достижения окончательной полимеризации требуются активаторы. В таких случаях на одну или обе склеиваемые поверхности предварительно наносится жидкий активатор, а затем - клеящее вещество. Заранее смешивать компоненты неактивного клея и активатора нельзя.
Анаэробные клеи обладают следующими свойствами:
очень высокая прочность
хорошая термостойкость (от -55oC до +230 oC)
быстрое отверждение
легкость нанесения автоматическим дозатором, т.к. они однокомпонентны
не требуется финишная обработка частей; допустимая шероховатость поверхности
8 - 40 мкм (Ra)
одновременный эффект герметизации и высокой химостойкости
хорошая вибростойкость
хорошая стойкость к динамическим нагрузкам
Отверждение, особенно скорость отверждения анаэробных продуктов, главным образом, зависит от:
типа склеиваемых поверхностей
величины зазора между деталями
температуры
типа применяемого активатора
Области применения анаэробных клеев
 Применение
Применение
 Фиксация резьбы
Фиксация резьбы
 Герметизация резьбы
Герметизация резьбы
 Прокладки (уплотнение фланцев)
Прокладки (уплотнение фланцев)
Вал-втулочная фиксация (цилиндр.
детали)
 Склеивание
Склеивание
92
Клеи, отверждаемые ультрафиолетовым (УФ) светом
Время отверждения этих клеев зависит от интенсивности и длины волны УФ света. При полимеризации под воздействием УФ лучей всегда требуется очень точный подбор продукта и надлежащее воздействие излучения. Фотоинициаторы расщепляются под воздействием УФ излучения. Свободные радикалы, перейдя в другое состояние, начинают полимеризацию . Системы УФ отверждения излучают радиационный спектр, идеально согласованный с продуктами.
Обычно, задачи УФ полимеризации определяются тремя типами:
объемная полимеризация
поверхностная полимеризация
вспомогательная полимеризации
Объемная полимеризация
Для достижения максимальной глубины полимеризации длина излучаемых УФ волн должна находиться в диапазоне от 300 до 400 нм (ближний ультрафиолет).
Поверхностная полимеризация
Полимеризация поверхности особенно важна при герметизации или склеивании с помощью ультрафиолетовых материалов. Если источник ультрафиолета подобран неправильно, то поверхности могут остаться неотвержденными. Для предотвращения этого источник УФ излучения должен интенсивно излучать в полосе волн ниже 280 нм (Это в значительной степени эффективно для предотвращения нежелательного контакта склеиваемой поверхности с атмосферным кислородом, который не дает продукту полимеризоваться на поверхности .
Система вспомогательной полимеризации
Часто УФ лучи не могут достичь всех обработанных клеем областей. Поэтому были разработаны адгезивы со вспомогательными системами полимеризации для зон, которые не подвергаются воздействию ультрафиолетовых лучей:
анаэробная
тепловая
влажностная
Клеи УФ полимеризации, имеют следующие характеристики:
высокая прочность
хорошая заполняемость зазоров
очень высокая скорость полимеризации до достижения ручной прочности
хорошая стойкость к воздействию окружающей среды
легкость нанесения автоматическими дозаторами, т.к. они однокомпонентные
93
Клеи, отверждаемые по анионному механизму (цианоакрилаты)
Однокомпонентные цианоакрилатные клеи полимеризуются при контакте со слабощелочными поверхностями. Обычно, влажности окружающей среды (в воздухе и на поверхности склеиваемых материалов) достаточно для начала процесса полимеризации и достижения прочности склейки в течение нескольких секунд. Влага на поверхности соединения нейтрализует стабилизатор в клее и происходит полимеризация от одной поверхности до другой. Чтобы добиться наиболее быстрой полимеризации до ручной прочности, желательны условия нулевого зазора. Наилучшие результаты достигаются при относительной влажности окружающей среды от 40% до 60% при комнатной температуре. Более низкая влажность ведет к увеличению времени отверждения , более высокая влажность ускоряет процесс, но может отрицательно повлиять на окончательную прочность склейки.
Типичные области применения УФ клеев и герметиков:
 Склеивание стекла со стеклом или с металлом
Склеивание стекла со стеклом или с металлом
 Склеивание прозрачных пластмасс
Склеивание прозрачных пластмасс
 Герметизация электронных элементов (например, реле)
Герметизация электронных элементов (например, реле)
 Приклеивание электронных элементов - поверхностный монтаж
Приклеивание электронных элементов - поверхностный монтаж
 Защитное покрытие печатных плат (электроника)
Защитное покрытие печатных плат (электроника)
 Герметизация (склеивание) для высокотемпературного применения
Герметизация (склеивание) для высокотемпературного применения
Вал-втулочное соединение металлических деталей + доп. УФ
отверждение клея для быстрой фиксации
Склеивание металлических. и пластмассовых деталей + доп. УФ
отверждение клея для быстрой фиксации
Сухой воздух обычно не влияет на прочность склейки. Увеличение процесса полимеризации замедляет темп производства. С помощью систем рециркуляции воздуха может быть создан необходимый уровень влажности на рабочем месте. Кислые поверхности (pH < 7) могут замедлить или даже воспрепятствовать полимеризации, в то время как щелочные поверхности (pH > 7) ускоряют отверждение. После нанесения клея детали необходимо быстро соединить, так как процесс полимеризации начинается уже через несколько секунд. На время свободного перемещения деталей влияют атмосферная влажность, влажность склеиваемых поверхностей, тип клея и окружающая температура.
94
Благодаря очень высокой скорости отверждения, цианоакрилатные клеи наиболее подходят для склейки мелких деталей. Цианоакрилатные клеи очень экономичны в применении. Наилучшая склейка достигается при нанесении клея на одну поверхность в количестве, достаточном для заполнения зазора. Как уже говорилось выше, скорость полимеризации зависит от влажности склеиваемой поверхности. Чтобы ускорить отверждение или не зависеть от атмосферной влажности, можно использовать активаторы. Излишки клеящего вещества или не вступившие в реакцию капли клея (например, при склейке проводов) также могут быть отверждены при помощи активаторов в течение нескольких секунд.
Активаторы для цианоакрилатов:
 Растворитель
Растворитель

 Скорость отвержд
Скорость отвержд

Гептан средняя
|
Ацетон |
|
быстрая |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
Изопропанол |
|
очень быстрая |
|
|
|
|
|
|
|
|
|
|
|
Цианоакрилатные клеи обычно имеют следующие особенности:
очень высокая прочность на сдвиг и на растяжение
очень высокая скорость отверждения (фиксация за секунды)
применимы почти для всех материалов
хорошая устойчивость против старения
Типичные области применения цианоакрилатных клеев:
Общего назначения, пористые материалы и
слабокислые поверхности
Общего назначения, трудные для склеивания
пластмассы, быстрая фиксация
Общего назначения, для лучшего заполнения зазоров -
высоковязкий продукт
Общего назначения, пористые материалы, превосходный заполнитель зазоров, гель
Общего назначения, слабо ореольный, слабо
пахнущий, для склейки оптических деталей
95
Склеивание неоднородных материалов, наиболее пластичный цианоакрилат, часто используется для склеивания металлов с пластмассой
Склеивание металла с металлом или другими материалами
Склеивание различных поверхностей, лучшие показатели теплостойкости и теплового старения
Клеи, отверждаемые при помощи активаторов (модифицированные акрилы)
Эти клеи отверждаются с помощью активаторов при комнатной температуре. В зависимости от типа применяемого клеящего вещества, как клей, так и активатор могут наноситься на поверхность отдельно или предварительно смешиваться. Существуют клеящие вещества, которые используются с активаторами низкой вязкости. Их предварительно смешивать не рекомендуется. Клей и активатор всегда наносятся раздельно на склеиваемые поверхности. Адгезив начинает отверждаться после соединения двух деталей.
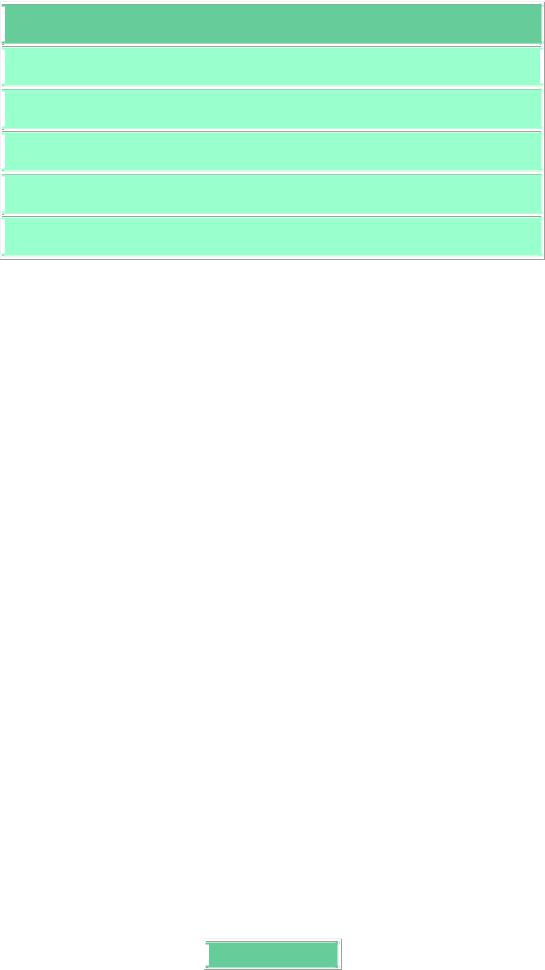
При одинаковой плотности клея и активатора можно устранить стекание компонентов. Это двухкомпонентные системы, когда клей и активатор наносятся отдельно - полоса рядом с полосой или полоса на полосу. При соединении клеевых деталей компоненты смешиваются под действием сдвига деталей относительно друг друга. Если соединенный с активатором клей остается жизнеспособным в течение 5 минут и более, то для смешивания может быть использован статический смеситель. Это дает преимущество, т.к. заранее смешанный клей уже приготовлен, и отпадает необходимость сдвигать уже соединенные детали.( Рис. 2)
Рис. 2: В зависимости от условий применения могут быть выбраны методы а) или б). В любом случае, часть A и часть B клея должны смешиваться в момент соединения.
Модифицированные акриловые клеи имеют следующие особенности:
96
очень высокая прочность на сдвиг и на разрыв
хорошая ударопрочность
широкий диапазон рабочих температур (ота55 oC до +120 oC)
возможность склейки почти всех материалов
хорошая заполняемость зазоров (особенно предварительно смешанные акрилы)
хорошая стойкость к воздействию окружающей среды
Типичные области применения для модифицированных акриловых клеев:
 Типичное применение
Типичное применение
 Склейка громкоговорителей
Склейка громкоговорителей
 приклейка магнитов
приклейка магнитов
 Структурное склеивание
Структурное склеивание
Клеи, отверждаемые под воздействием окружающей влажности
Эти клеи-герметики полимеризуются (в большинстве случаев) под воздействием реакции конденсации, которая является реакцией с окружающей влажностью.
К этой категории относятся два основных химических типа клеев:
Силиконы: Эти материалы вулканизируются при комнатной температуре под воздействием атмосферной влажности (вулканизация при комнатной температуре). В сравнении с анионной реакцией цианоакрилатов, где влажность нейтрализует стабилизатор, силиконы для межмолекулярных связей используют молекулы воды. Это означает, что молекулы воды должны проникать в силикон к месту, где будет происходить вулканизация. Когда молекулы воды вступают в связь с молекулами силикона, получается побочный продукт.
В зависимости от химического состава компонентов полимеризации полученный побочный продукт может быть кислотным (например, уксусная кислота), основным (например, амин) или нейтральным (например, оксид или спирт).
Скорость полимеризации этих клеев, прежде всего, зависит от относительной влажности.
Из-за характера механизма полимеризации силикон вулканизируется от верхнего слоя в глубину склеиваемого шва. Вследствие необходимости поступления влаги к месту межмолекулярных связей, глубина полимеризации ограничена 10-15мм.
Типичные области применения силиконов:
97

 Область применения
Область применения

 Формирование прокладок и уплотнителей в автомобильной промышленности
Формирование прокладок и уплотнителей в автомобильной промышленности

 Герметизация для высокотемпературных режимов
Герметизация для высокотемпературных режимов

 Герметизация и склеивание (небольшие детали)
Герметизация и склеивание (небольшие детали)

 Герметизация и заливка (нейтральный)
Герметизация и заливка (нейтральный)

 Защитное покрытие для печатных плат
Защитное покрытие для печатных плат
Полиуретаны:
Полиуретаны (в большинстве случаев) формируются посредством механизма реакции воды с присадками, содержащими изоцианатные группы. Что касается силиконов, то для сшивки молекулы воды должны мигрировать в клей. Такой же характер процесса полимеризации имеют и полиуретаны, за исключением образования побочных продуктов в результате реакции. Скорость полимеризации полиуретанов также зависит от относительной влажности.
Полиуретаны обычно имеют следующие особенности:
превосходная прочность
эластичность, высокая растяжимость
превосходная заполняемость зазоров
возможность окрашивания после отверждения
хорошая химостойкость
Для достижения наилучшей и наибольшей прочности адгезии рекомендуется использовать соответствующие очистители и праймеры (промоторы адгезии). В зависимости от типа поверхности применяются различные праймеры.
Клеи, отверждаемые теплом
Для тепловой полимеризации обычно используются однокомпонентные клеи. Типичные примеры - теплополимеризация эпоксидных смол. Температура полимеризации зависит от типа продукта. Обычно, минимальная температура полимеризации - 100oC.
Время полимеризации связано с температурой полимеризации, а чем выше температура, тем короче время полимеризации. Обычно, для активизации отвердителя и начала процесса полимеризации необходима минимальная температура.
Типичные области применения полиуретанов:

 Область
Область
98