

177. Контактная точечная сварка как объект автоматического управления.
Управляющие и возмущающие воздействия, определяющие формирование сварного соединения, прикладываются к сварочной машине и непосредственно к зоне сварки. Основные параметры точечной (шовной) сварки: сварочный ток Iсв; время сваркиtсв(а для шовной сварки время импульсаtии время паузыtпмежду импульсами сварочного тока); усилие сжатияFсжэлектродов; размеры рабочей поверхности электродов (роликов); для шовной сварки режим характеризуется скоростью перемещенияVсвсвариваемых деталей.
Обеспечение необходимого уровня показателей качества сварных соединений и прежде всего их прочности требует задания и поддержания установленных значений большинства параметров сварочного режима с точностью не менее ±5 %. Так, снижение Iсвна 10 % может привести к уменьшению диаметра ядра и, соответственно, прочности соединений при сварке сталей на 20 – 25 % от номинального значения. Такие же параметры, как сварочное и ковочное усилия сжатия электродов, допускают изменение в пределах 10 – 15 % от номинальных значений без существенного ухудшения качества сварных соединений.
Сварочный токIсв– один из основных параметров, определяющих режим сварки и качество сварного шва. Способ амплитудного задания и регулированияIсвзаключается в изменении его действующего значения при переключении ступеней сварочного трансформатора или изменении напряжения зарядкиUзарбатареи конденсаторов – при конденсаторной сварке
Время сварки tсвв сварочных машинах переменного тока задают при включении вентильного (тиристорного или игнитронного) контактора на требуемое время, кратное числу периодов питающей сети.
Усилие сжатия Fсжэлектродов при механическом приводе задается грузами или пружинами и системами рычагов, а при пневматическом или пневмогидравлическом приводах регулируется редукторами давления. Если сварочная машина имеет электромагнитный привод сжатия, тоFсжопределяется током в обмотке электромагнита. С позиции автоматизации наиболее удобным является электромагнитный привод, применяемый только для машин малой мощности
Быстродействие – важнейшее требование к регуляторам процессов контактной сварки, поскольку в течение короткого промежутка времени (порядка 10-2с) должны быть осуществлены операции измерения регулируемой величины, сравнения ее с заданным значением и выработки управляющего воздействия. Требуемое быстродействие и точность могут быть обеспечены только на основе использования достижений современной электронной и микропроцессорной техники.
178. Системы автоматического регулирования электрических параметров режима контактной точечной сварки.
Д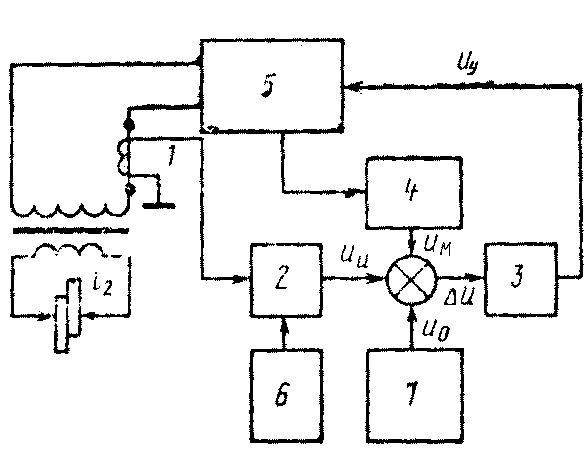 ля
стабилизации тока сварки на заданном
уровне применяют регуляторы тока сварки
(РТС). Функциональная схема РТС,
обеспечивающего стабилизацию действующего
значения сварочного тока, приведена на
рисунке.
ля
стабилизации тока сварки на заданном
уровне применяют регуляторы тока сварки
(РТС). Функциональная схема РТС,
обеспечивающего стабилизацию действующего
значения сварочного тока, приведена на
рисунке.
Напряжение, пропорциональное сварочному току, снимается с трансформатора тока 1и подается на измерительное устройство2. С помощью блока настройки6это напряжение при любом заданном сварочном токе устанавливается постоянным (Uи); при этом выходной сигнал регулятораUуна выходе усилителя3не изменяет установленный сварочный ток.
В момент протекания сварочного тока длительностью tсвнапряжениеUисравнивается с напряжением установки по токуU0задающего устройства7, а во время паузы – с напряжением корректирующего устройства4, которое получает команду от узла программирования времени сварки – прерывателя5. При отсутствии возмущения по току сварки в момент протекания токаU0 – Uи = 0; в момент паузыU0 – Uк = 0.