

121. Расшифруйте марку стали 12х18н9т. Роль титана, как легирующего элемента.
Сталь коррозионно-стойкая (нержавеющая) жаропрочная
Применение: сварная аппаратура, трубы, детали печной арматуры, теплообменники, муфели, детали выхлопных систем, листовые и сортовые детали. Аппараты и сосуды, работающие при температуре от -196 до 600 °С под давлением, а при наличии агрессивных сред до 350 °С; сталь аустенитного класса
12Х18Н9Т С до 0.12, Cr 18%, Ni 9%, Ti 1%.
Введением титана устраняется склонность к межкристаллитной коррозии, т.к. он сильный карбидообразующий элемент. Он в процессе кристаллизации связывает углерод в тугоплавкий карбид TiC, поэтому исключается возможность образования карбидов хрома и уменьшение его концентрации в аустените.
122. Электрошлаковая сварка, сущность процесса, основные технологические параметры.
Электрошлаковая сварка – процесс образования неразъёмного соединения, при котором расплавление основного и присадочного металла осуществляется за счёт тепла, выделяемого при прохождении электрического тока через расплавленный флюс. При этом слой расплавленного флюса служит защитой металла сварочной ванны от взаимодействия с кислородом и азотом воздуха.
Основным преимуществом электрошлаковой сварки является возможность сварки за один проход деталей практически любой толщины. Сварка производится без разделки кромок, поэтому ее экономичность повышается с ростом толщины свариваемого металла. Экономически целесообразно ее применять уже начиная с 40 мм, но чаще всего она используется для сварки толщин 100-500 мм.
Электрошлаковая сварка применяется при изготовлении массивных станин, валов мощных турбин, толстостенных котлов и барабанов. Ее применение вносит коренные изменения в технологию производства крупногабаритных изделий. Появляется возможность замены крупных литых или кованых деталей сварно-литыми или сварно-коваными из более мелких поковок или отливок.
Недостатками ЭШС является повышенная зона термического влияния, вызванная медленным нагревом и охлаждением металла. Это часто приводит к образованию неблагоприятных, крупнозернистых структур и требует термообработки для повышения механических свойств свариваемых соединений.
Шлаковая ванна 1 (рис. 3.56) образуется (наводится) путем расплавления флюса, заполняющего пространство между кромками основного металла 2 и специальными охлаждаемыми водой приспособлениями-ползунами 3, плотно прижатыми к поверхности свариваемых деталей.
С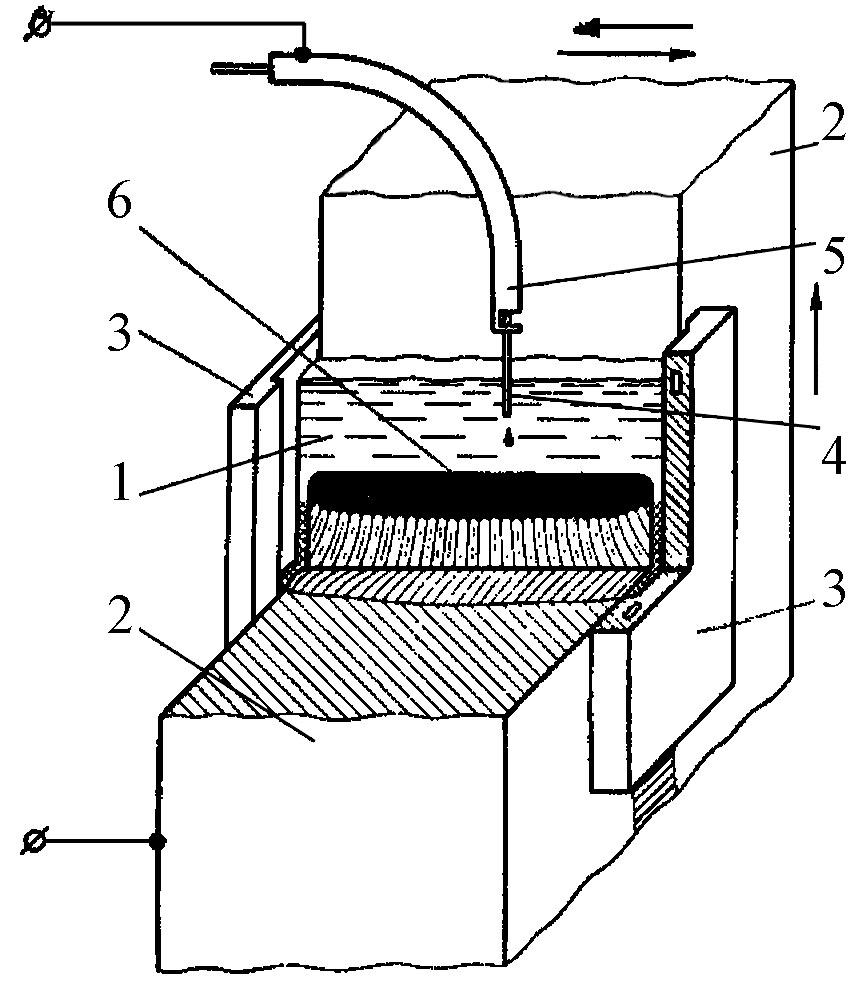 хема
процесса электрошлаковой сварки.
Вертикальной стрелкой показано
направление сварки, горизонтальной –
направление перемещения электрода в
зазоре
хема
процесса электрошлаковой сварки.
Вертикальной стрелкой показано
направление сварки, горизонтальной –
направление перемещения электрода в
зазоре
Основными параметрами режима ЭШС являются сила свариваемого тока, напряжение на шлаковой ванне, скорость подачи проволоки и скорость сварки, помимо этого процесс сварки характеризуется скоростью поперечных перемещений электрода, диаметром и количеством сварочных проволок (электродов), величиной зазора, глубиной шлаковой ванны, уровнем металлической ванны относительно ползунов, переходом электрода до ползуна, сухим вылетом электрода и др.