

156. Характеристика процесса эшс как объекта регулирования.
Качество сварного соединения при электрошлаковой сварке (ЭШС) так же, как и при других способах сварки, определяется соответствием комплекса механических свойств шва и околошовной зоны свойствам основного металла.
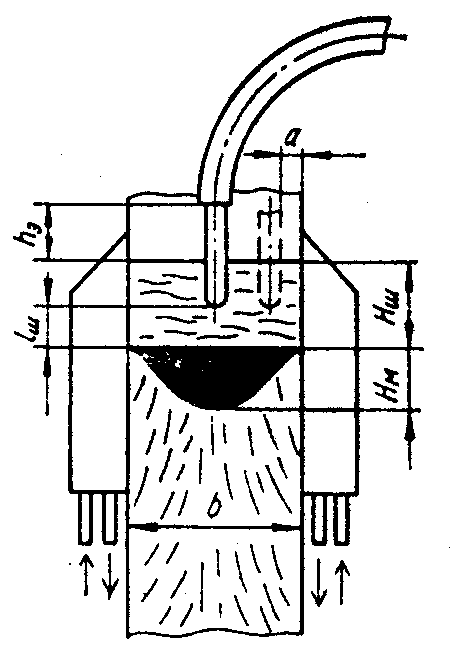 Режим
ЭШС в сравнении с режимом дуговой сварки
определяется значительно большим
количеством параметров: током и падением
напряжения на ваннеIш
иUш,
поперечным сечением электродаFэ,
глубиной шлаковойНши
металлическойНмванн,
«сухим» вылетом электродаhэ,
положением конца электрода относительно
зеркала металлической ванныlш,
скоростью сваркиVсв,
скоростью поперечных перемещений
электродовVп,
приближениемаи выдержкой электродов
у ползунов τ, родом тока и полярностью.
Режим
ЭШС в сравнении с режимом дуговой сварки
определяется значительно большим
количеством параметров: током и падением
напряжения на ваннеIш
иUш,
поперечным сечением электродаFэ,
глубиной шлаковойНши
металлическойНмванн,
«сухим» вылетом электродаhэ,
положением конца электрода относительно
зеркала металлической ванныlш,
скоростью сваркиVсв,
скоростью поперечных перемещений
электродовVп,
приближениемаи выдержкой электродов
у ползунов τ, родом тока и полярностью.
Особенность процесса ЭШС – возможность его устойчивого протекания при жестких и пологопадающих внешних характеристиках источников питания. При низком напряжении холостого хода уменьшается вероятность случайного возбуждения дуги между электродом и металлической ванной, упрощается настройка режима.
Другой важной особенностью процесса ЭШС является большая, чем при дуговой сварке, взаимосвязанность параметров режима. Так, сварочный ток Iшзависит не только отUш,Vп, вылета электродаlв, но и от зазора δ между кромками свариваемых деталей и скорости сварки. Однако все эти факторы оказывают слабое влияние наIши главным регулирующим воздействием на сварочный ток считают скорость подачи электродаVп.
Падение напряжения Uшзависит от глубины погружения электрода в шлак, равной разности (lв–hэ), удельного сопротивления шлака (ρш), сопротивления вылета электрода. УвеличениеUшсопровождается увеличением расстоянияlши уменьшением проводимости ванны. Избыток мощности идет на дополнительное расплавление основного металла. При снижении напряженияUш величинаlшуменьшается и проводимость ванны возрастает. Снижается средняя температура шлаковой ванны, что может привести к непроварам. При малыхUшвозможен местный перегрев шлака и его вскипание, которое обычно сопровождается образованием дуги и нарушением процесса ЭШС.
Глубина ванны Ншопределяется уровнем зеркала металлической ванны относительно ползунов. Воздействием на скоростьVпили на скорость перемещения ползуновVсвможно регулировать уровень металлической ванны относительно ползунов и ее глубинуНм.
Анализ влияния различных возмущений на процесс ЭШС показывает, что практически невозможно компенсировать отклонение одного параметра без нарушения геометрических размеров шва, доли основного металла в шве, термического цикла и т.п. Поэтому для получения качественных сварных соединений необходимо поддерживать с требуемой точностью все параметры режима сварки или изменять их по определенному закону, если это нужно по технологическим соображениям.
157. Классификация источников питания по основным признакам.
1. По количеству фаз питания источники могут быть:
однофазные (напряжение питающей сети 220 Вольт);
двухфазные (напряжение питающей сети 380 Вольт);
трехфазные (напряжение питающей сети 380 Вольт).
2. По роду тока все источники питания делятся на:
источники питания переменного тока (трансформаторы);
источники питания постоянного тока (выпрямители, генераторы).
3. По способу получения энергии источники питания могут быть:
зависимые–источники, получающие энергию от стационарной электрической сети;
независимые –источники, получающие энергию от двигателя внутреннего сгорания.
4. По назначению источники питания могут быть предназначены:
для ручной дуговой сварки;
для полуавтоматической механизированной сварки;
для автоматической механизированной сварки;
для электрошлаковой сварки.
5. По применению бывают:
специализированные источники питания;
общепромышленные источники.
6. По количеству обслуживаемых постов существуют источники питания:
однопостовые – рассчитаны на обслуживание одного сварочного поста;
многопостовые – могут обслуживать от одного до двенадцати постов.
7. По магнитным полям рассеяния могут быть:
источники питания с нормальными магнитными полями рассеяния;
источники питания с искусственно увеличенными магнитными полями рассеяния.