

115. Оборудование, применяемое для вращения изделия при сварке. Параметры, определяющие выбор оборудования.
Кантователи - стационарные приспособления, позволяющие закреплять свариваемое изделие, поворачивать его и устанавливать в удобное для сварки положение. Служат для ручной и полуавтоматической сварки.
Применяемые в промышленности кантователи можно разделить на четыре типа: с приводными роликами, с торцовыми шайбами, цапковые, роликовые с жесткой кинематической связью.
Вращатели - устройства, предназначенные для вращения свариваемых изделий с заданной рабочей скоростью; в отличие от манипуляторов имеют неподвижную или перемещающуюся параллельно самой себе ось вращения.
Манипуляторы - устройства, обеспечивающие вращение изделия с заданной рабочей скоростью при различных углах наклона оси вращения изделия.
 Структурные
схемы вращателей: а - горизонтальный
двухстоечный с передвижной стойкой и
выдвижным шпинделем; б - горизонтальный
двухстоечный с выдвижным шпинделем; в
- горизонтальный двухстоечный с поворотной
платформой; г - горизонтальный двухстоечный
с подъемными центрами; д - горизонтальный
одностоечный; е - вертикальный; ж -
наклонный
Структурные
схемы вращателей: а - горизонтальный
двухстоечный с передвижной стойкой и
выдвижным шпинделем; б - горизонтальный
двухстоечный с выдвижным шпинделем; в
- горизонтальный двухстоечный с поворотной
платформой; г - горизонтальный двухстоечный
с подъемными центрами; д - горизонтальный
одностоечный; е - вертикальный; ж -
наклонный
Кинематические схемы оборудования, применяемого для механизации сварочных производственных процессов, выбирают в зависимости от характера манипуляций, проводимых со свариваемым изделием.
К основным конструктивным элементам сварочных манипуляторов относятся стойки, опоры привода, токоподводящее устройство, поворотная платформа (планшайба), механизм вращения, наклона и подъема планшайбы, рама и силовой орган к зажимным элементам.
116. Для случая наплавки массивного тела на режиме: I = 700 A, U = 35 В, = 20 м/ч рассчитать температуру предварительного подогрева (То), позволяющую избежать появления закалочных структур, если известно, что допускаемая критическая скорость охлаждения при Т = 500 °С составляет 5 °С/с (принять = 45 Вт/(м град)).
Мощность источника теплоты (принимаем КПД η=0,8)
q = U·I·η = 700· 35 · 0,8 = 19600 Вт.
Скорость источника υ = 20 м/ч = 0,00556 м/с.
Используем формулу для определения скорости охлаждения при наплавке на массивное тело, откуда
![]()
Т - Т0 = 250
Т0 = Т – 250 = 250 0С.
117. Грубая настройка источника питания.
Изменяя напряжения холостого хода
![]() можно получить семейство внешних
характеристик, соответствующих различным
значениям тока.
можно получить семейство внешних
характеристик, соответствующих различным
значениям тока.
Секционирование обмоток позволяет
регулировать ток только ступенчато,
грубо. Такой способ настройки не пригоден
в сварочных трансформаторах для ручной
дуговой сварки, так как при низком
напряжении холостого хода
![]() и малых токах
и малых токах![]() дуга будет гореть неустойчиво. В сварочных
трансформаторах для автоматической
сварки такой способ настройки допустим,
так как при сварке под слоем флюса с
увеличением сварочного тока увеличивается
и рабочее напряжение дуги. Поэтому
желательно, чтобы напряжение холостого
хода
дуга будет гореть неустойчиво. В сварочных
трансформаторах для автоматической
сварки такой способ настройки допустим,
так как при сварке под слоем флюса с
увеличением сварочного тока увеличивается
и рабочее напряжение дуги. Поэтому
желательно, чтобы напряжение холостого
хода![]() также несколько возрастало.
также несколько возрастало.
Соединение обмоток трансформатора последовательно или параллельно
Изменяя способы соединения обмоток,
можно ступенчато (грубо) регулировать
режим сварки. Чаще всего трансформатор
имеет две первичные
![]() и две вторичные
и две вторичные![]() обмотки. При использовании только одной
первичной
обмотки. При использовании только одной
первичной![]() и одной вторичной обмотки
и одной вторичной обмотки![]() сопротивление трансформатора
сопротивление трансформатора![]() ,
так при последовательном соединении
двух первичных
,
так при последовательном соединении
двух первичных![]() и двух вторичных
и двух вторичных![]() обмоток его индуктивное сопротивление
увеличится в 2 раза, а при параллельном
соединении общее сопротивление
уменьшиться.
обмоток его индуктивное сопротивление
увеличится в 2 раза, а при параллельном
соединении общее сопротивление
уменьшиться.
|
|
|
|
|
|
|
а |
б |
в |
г |
д |
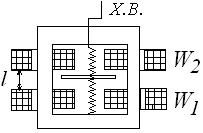
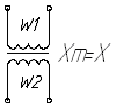
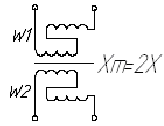

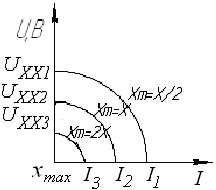
Схема трансформатора с грубой настройкой: а- схема трансформатора;б- включение одной первичной и одной вторичной обмотки;в- последовательнее включение обмоток;г- параллельное включение обмоток;д- ВАХ трансформатора
В данном случае при изменении соединения обмоток у рассматриваемого трансформатора, можно получить три ступени грубого регулирования сварочного тока.