

5. Гидравлическая схема внутришлифовального станка 3250
В
20
селя 3 подается в камеру 9 реверсивного золотника 2; последний занимает новое положение, соединяя обе полости цилиндра, друг с другом, и поршень перемещается вниз. В конце хода поршня вниз упор 8, воздействуя на упор 6, поворачивает штангу с рукояткой 5, что при помощи зубчатого сектора и рейки приводит к перемещению пилота 1 в левое положение. Реверсивный золотник 2 при этом занимает правое положение, соединяя рабочий цилиндр согласно принципиальной схемы, и поршень перемещается вверх до тех пор, пока взаимодействие упоров 7 и 8 не переключит его опять на ход вниз. Скорости перемещения поршня вверх и вниз одинаковы.
Для медленного ввода хоны в обрабатываемое изделие рукоятка 5 устанавливается в положение «медленно вниз»; пилот 1 при этом занимает положение, изображенное условным пунктиром (см. положение золотников и направление движения масла при ходе поршня вниз на схеме рис. 17). При таком положении пилота 1 масло, поступающее после дросселя 3 в систему, дополнительно дросселируется и скорость перемещения поршня снижается.
Для остановки системы пилот 1 рукояткой 5 переводится в крайнее правое положение, при котором насос отсоединяется от рабочего цилиндра и разгружается на бак через дроссель 3.
Для предотвращения непроизвольного опускания хонинговальной головки под действием ее собственного веса служит предохранительный клапан 4.
8. Гидравлическая схема вертикального хонинговального станка фирмы barnes drill
Гидравлическая схема этого станка (см. рис. 19) разработана фирмой Vickers из следующих нормальных узлов, соединенных друг с другом трубами:
а) лопастного насоса двойного действия;
б) регулятора скорости (см. рис. 20);
в
29

Рис. 18. Габаритные размеры лопастных насосов
д
28
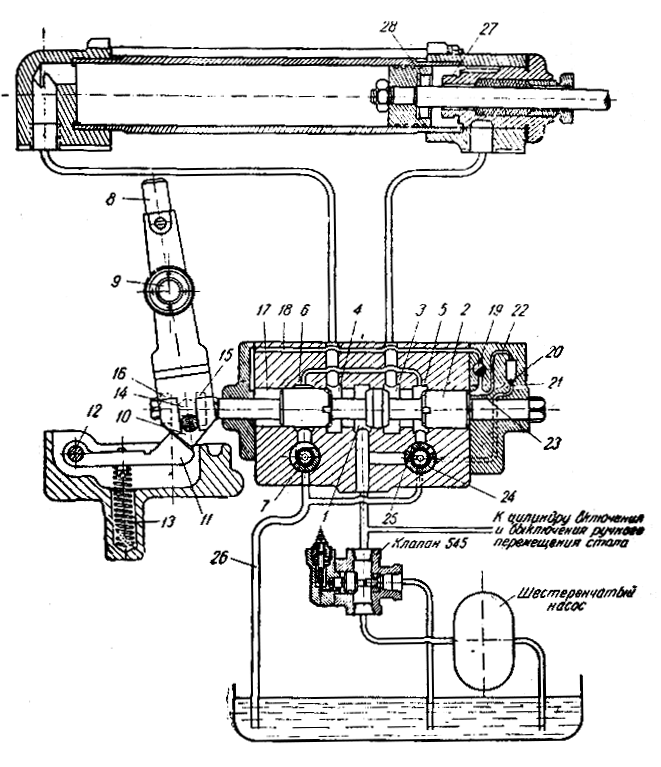
Рис. 13. Гидравлическая схема внутришлифовального
станка 3250
Пуск и остановка системы производятся поворотом крана 24, последний при положении «стоп» соединяет линию нагнетания насоса через отверстие 25 со сливной линией 26.
Д
21
кояткой. Тогда поршень рабочего цилиндра отходит в крайнее положение, в котором и тормозится за счет того, что выступ рабочего цилиндра 27 заходит в камеру 28, образованную в поршне с малым зазором; масло, выжимаемое через этот зазор из камеры 28, осуществляет тормозящее действие. Для ввода камня в изделие золотник 3 реверсируется рычагом 8, поворачиваемым вручную специальной рукояткой. На схеме рис. 13 механизм включения и выключения ручного перемещения стола не показан.

Р
22

Р
27
Для защиты системы от перегрузки предусмотрен предохранительный шариковый клапан 5, взаимодействующий с дозирующим клапаном 1. Для демпфирования колебаний дозирующего клапана 1 предназначен клапан 7.
Для подвода жидкости к механизму подачи или другим вспомогательным устройствам станка могут быть использованы проточки 17, в которых предусмотрены соответствующие отверстия.
Конструктивное оформление панели обеспечивает быстрый демонтаж и повторный монтаж ее без необходимости отсоединения и присоединения трубопроводов системы. Рассматриваемая конструкция крепится при помощи шести винтов к плоскости станины станка, к которой подведены трубопроводы, соединяющие панель с насосом, баком и рабочим цилиндром.
Гидропанель описанной конструкции выпускается фирмой Vickers на давление до 68 атм при пропускной способности до 72 л/мин и применяется в шлифовальных станках фирмы Fitchburg и в хонинговальных станках фирмы Barnes Dull.