

10. Гидравлическая схема горизонтального хонинговального станка 106
Гидравлическая схема станка типа 106 (см. рис. 30) осуществляет в основном такой же цикл работы, как и описанная выше система станка Barnes Drill.
Однако по принципу действия гидравлическая схема станка 106 отличается от схемы станка Barnes Drill, так как она построена на базе регулируемого поршневого насоса типа ПГ163. Регулируемый поршневой насос ПГ163 может подавать к гидромотору 1 переменное количество жидкости, регулируемое в пределах от 13 до 200 л/мин. Регулирование производится при помощи сервомотора 2, воздействующего на механизм изменения производительности насоса. Взаимодействие сервомотора 2 с механизмом изменения производительности насоса, кроме того, осуществляет реверсирование потока жидкости, подаваемого к гидромотору 1.
Г
39

Рис. 29. Гидромотор фирмы Vickers
В
38
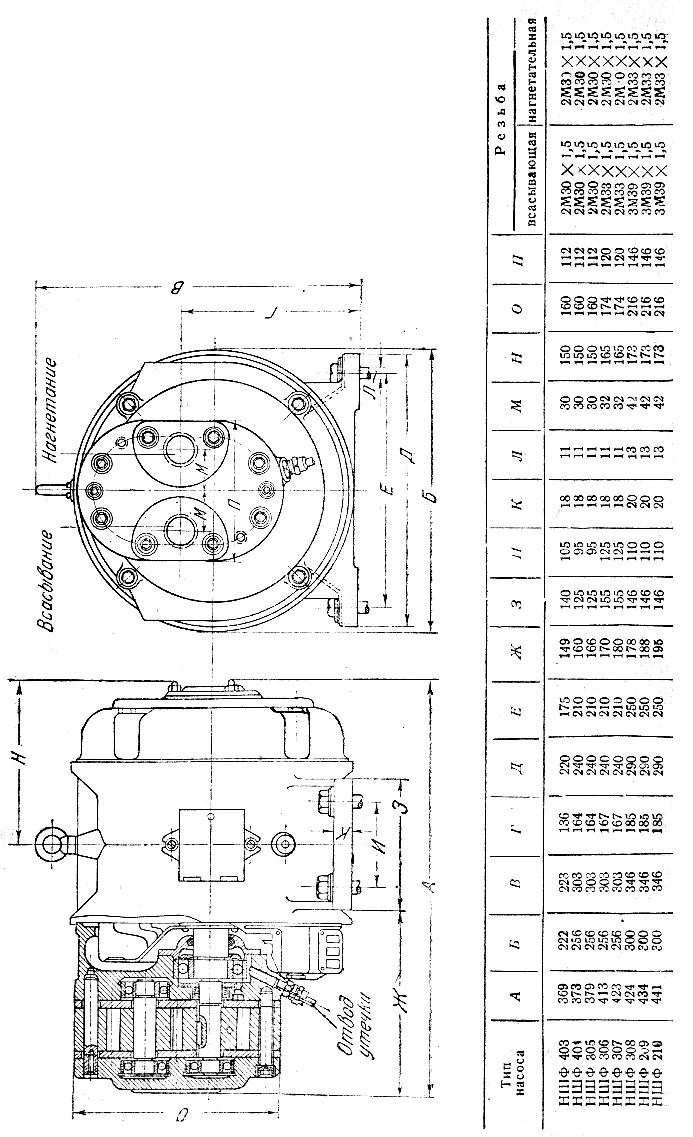
Рис. 8. Габаритные размеры шестеренных фланцевых
н
11
Кроме того, скорость перемещения реверсивного золотника 5 может регулироваться дросселями 12, через которые масло из камеры 18 вытесняется в ванну 73. Заполнение камер 18 производится через обратные клапаны 14, а подвод масла в ванну 13 происходит при помощи тонкой трубки 19, соединенной с линией нагнетания насоса.
Описанное устройство реверсивного механизма обеспечивает как восприятие значительных инерционных сил, развиваемых при торможении, так и плавный реверс, и разгон стола, перемещающегося со скоростью до 30 м/мин. Изменение скорости перемещения стола осуществляется поворотом дросселя 6а при помощи рукоятки 20. При передвижении той же рукоятки 20 в осевом направлении золотник пуска и остановки 6 соединяет обе полости цилиндра с резервуаром, и стол станка останавливается; настройка скорости стола при этом не изменяется.
Одновременно с движением реверсивного золотника 5 поворачивается кран прерывистой подачи 7; при этом масло от насоса по линии 21 поступает к крану характера подачи 9, который имеет три положения.
Первое положение соответствует прерывистой подаче шлифовальной бабки и изображено на рис. 7. В этом положении крана 9 масло поступает в камеру 22 стакана прерывистой подачи 10, который, перемещаясь, выжимает точно отмеренный объем жидкости по линиям 23 и 24 через реверсивный механизм в цилиндр шлифовальной бабки 3.
Поршень цилиндра 3 перемещает шлифовальную бабку, осуществляя прерывистую подачу. При обратном ходе крана 7 жидкость поступает в камеру 25 стакана 10, который, перемещаясь в обратном направлении, выжимает тот же объем масла, что и в первом случае. Величина прерывистой подачи шлифовальной бабки определяется ходом стакана 10 и регулируется винтом 26.
Е
12
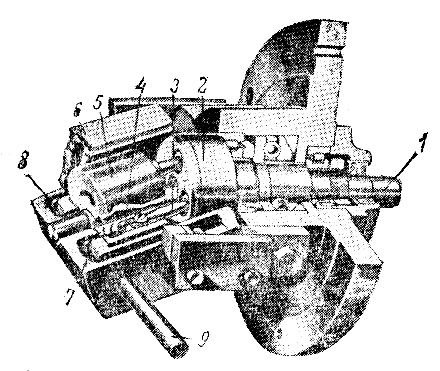
Рис. 28. Поршневой насос фирмы Vickers
камер, что упрощает его конструкцию. Изменение числа оборотов вала гидромотора достигается путем регулирования количества подаваемой жидкости, что выполняется регулятором скорости 9; последний взаимодействует с гидромотором 4 и насосом 8 по принципиальной схеме (рис. 16), обеспечивая независимость скорости перемещения головки от нагрузки.
У
37

Рис. 27. Гидравлическая схема горизонтального
х
36
В третьем положении крана 9 обеспечивается непрерывная подача шлифовальной бабки для правки шлифовального круга. При этом линия 24 непосредственно соединяется с линией нагнетания насоса и масло через реверсивный механизм шлифовальной бабки поступает в цилиндр 3. Поворотом крана 9 в определенных пределах за счет дросселирования достигается возможность изменения величины непрерывной подачи шлифовальной бабки.
Реверсивный механизм шлифовальной бабки включает в себя реверсивный золотник 2, управляемый при помощи пилота 1. Последний может перемещаться от руки или автоматически при помощи рычажной системы, от передвижных кулачков, установленных на шлифовальной бабке.
Описанная гидросистема обеспечивает следующие паспортные данные станка:
а) скорость возвратно-поступательного перемещения стола в пределах от 3 до 30 м/мин;
б) непрерывную подачу шлифовальной бабки в пределах от 0,3 до 4,5 м/мин;
в) прерывистую подачу на ход стола от 3 до 30 мм.