

3. Гидравлическая схема плоско-шлифовального станка модели с фирмы thompson
Г
13
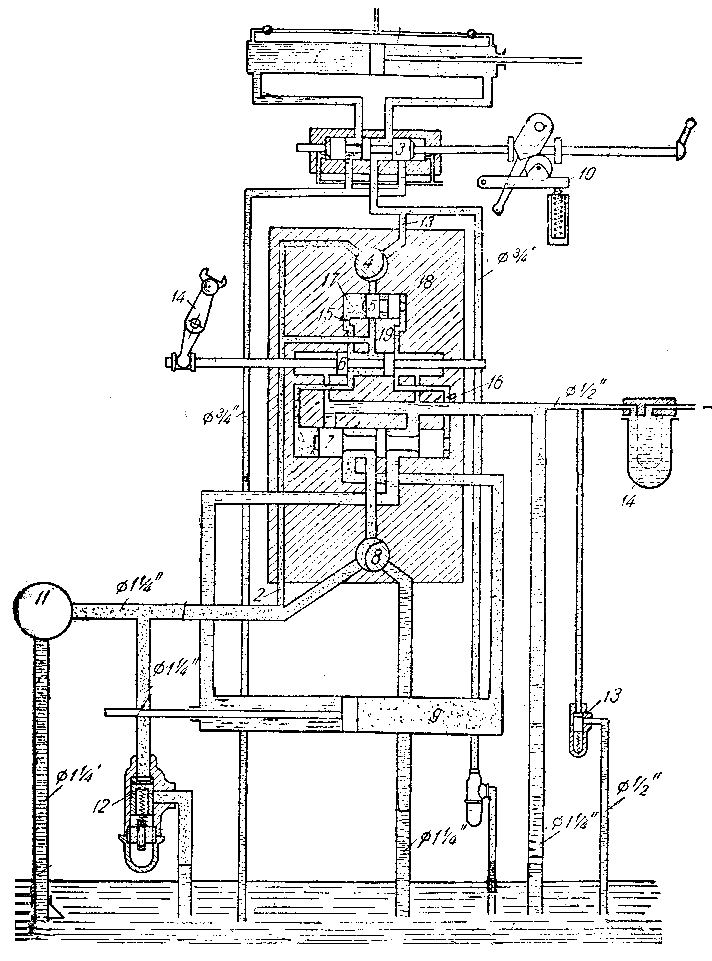
Рис. 9. Гидравлическая схема плоскошлифовального
станка модели с фирмы Thompson
14
9. Гидравлическая схема горизонтального хонинговального станка № 0-20 фирмы barnes drill
Гидравлические горизонтальные хонинговальные станки фирмы Barnes Drill (см. рис. 27), применяемые в орудийном производстве для хонингования труб, отличаются большой длиной хода, доходящей до 20 - 30 м.
В этом случае осуществление возвратно-поступательного цикла работы хонинговальной головки при помощи цилиндра нецелесообразно, так как изготовление цилиндров с такой длиной хода представляет большие затруднения. Поэтому для станков, у которых длина хода превышает 1,5-2 м, рациональным решением является применение гидропривода вращательного движения.
В станках фирмы Barnes Drill хонинговальная головка 1 перемещается по направляющим при помощи троса, соединенного с барабаном 2 и перекинутым через натяжной ролик 3. Барабан 2 получает вращение от гидромотора 4 через червячную передачу 5 и шестерни 6 и 7. Гидравлическая схема привода, разработанная фирмой Vickers, включает следующие гидроузлы:
а) лопастной насос двойного действия 8;
б) регулятор скорости 9 (рис. 16);
в) реверсивный золотник 10 (рис. 22);
г) поворотный пилот 11 (рис. 23), управляемый двумя соленоидами;
д) дроссель регулировки паузы 12;
е) цилиндр для натяжения троса 13;
ж) поршневой гидромотор 4.
Гидромотор вращательного движения 4 по своей конструкции аналогичен поршневому насосу фирмы Vickers с торцевым распределением (см. рис. 28), на базе которого он изготовляется. Конструкцию гидромотора поясняет рис. 29.
В
35
Так как в рассматриваемой системе применен рабочий цилиндр, нижняя полость которого постоянно соединена с линией нагнетания насоса, то реверсивный золотник 4 выполняет попеременное соединение верхней полости цилиндра 5 с насосом (ход поршня вниз) или с баком (ход поршня вверх). Неиспользуемые каналы реверсивного золотника заглушены пробками 7. Скорости перемещения поршня вверх и вниз одинаковы. Регулирование скорости осуществляется регулятором скорости 8 (см. рис. 20), включенным по принципиальной схеме, приведенной на рис. 26.
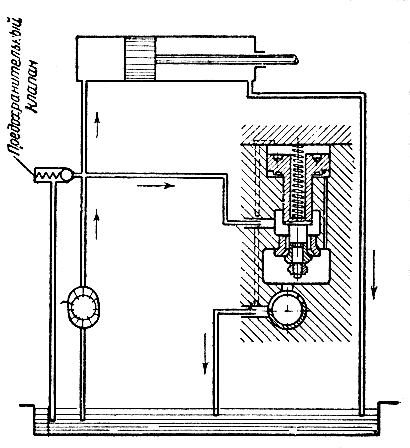
Рис. 26. Схема включения регулятора скорости в
гидравлические системы станков
Д
34
действия упоров стола на рукоятку 14, которая связана с пилотом 6, управляющим переключением реверсивного золотника 7.
Скорость перемещения золотника 7 регулируется дросселем 16, за счет чего достигается плавный реверс стола. Следует иметь в виду, что такая система управления реверсивным золотником при помощи пилота приводит к более значительным перебегам стола при реверсе, чем описанная ранее система реверсирования станка 372АМ.
Регулирование скорости перемещения стола в пределах 30 м/мин производится поворотом дросселя 8. Для остановки стола дроссель 8 должен быть повернут в крайнее положение, при котором подача масла насосом в систему прекращается, и поток жидкости направляется в бак.
О
15