

11. Гидравлическая система для разжима хоны горизонтального хонинговального станка фирмы barnes drill
Эта гидравлическая система (см. рис. 31) составлена из узлов фирмы Vickers, которые смонтированы в хонинговальной головке станка.
Шестеренный насос 1 (см. рис. 32) засасывает масло из отстойника и подает его к осевому пилоту 2 (типа, изображенного на рис. 33), управляемому при помощи соленоида.
В
42
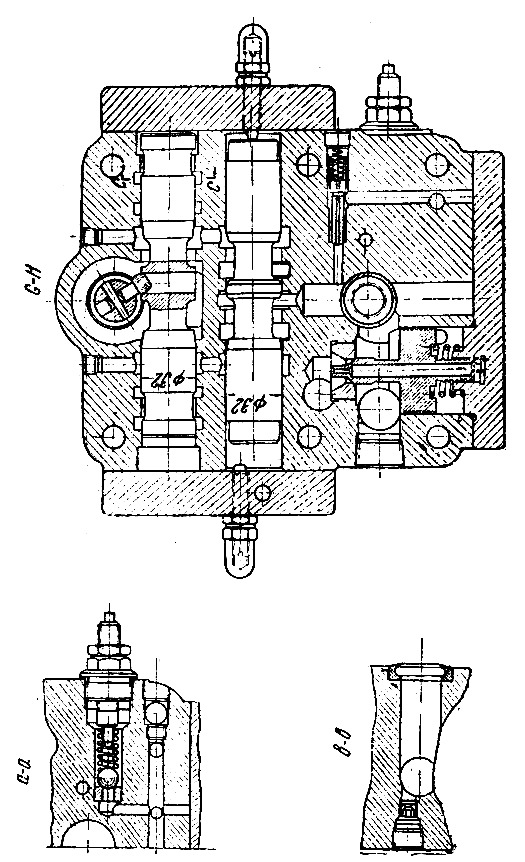
Рис. 4. Панель управления станком С-1286 (разрез)
7

Рис. 5. Гидравлическая схема горизонтального
х
8
Пуск и остановка гидропривода производятся пусковой рукояткой 9, которая через систему передач связана с подвижной конусной линейкой 10. При передвижении последней в крайнее левое положение рычаг 11 ставится в среднее положение; так как другой конец рычага 11 через тягу 12 соединен с сервомотором 2, последний занимает тоже среднее положение, при котором эксцентриситет насоса ПГ163 равен нулю, и подача жидкости в систему не производится.
Одновременно упор 13, закрепленный на конусной линейке 10, ставит поворотный пилот 14 (см. рис. 23) в положение, при котором жидкость от шестеренного вспомогательного насоса 15 подается к золотнику пуска и остановки 20; последний соединяет обе полости насоса друг с другом. Это препятствует подаче жидкости насосом в систему, что возможно при неточности в установке эксцентриситета на нуль.
При пуске системы конусная линейка 10 смещается вправо. Рычаг 11 под действием цилиндра 16 имеет возможность повернуться в пределах, допускаемых положением конусной линейки. Цилиндр 16 находится под давлением жидкости шестеренного насоса 15, причем соединение верхней или нижней полости цилиндра 16 с линией нагнетания насоса выполняется пилотом 17, управляемым соленоидом.
Поворот рычага 11 через тягу 12 передается сервомотору 2, который воздействует на механизм изменения производительности насоса ПГ163, и последний подает жидкость к гидромотору 1. Одновременно упор 13 переводит поворотный пилот 14 во второе положение и золотник пуска и остановки разъединяет полости насоса ПГ163 друг от друга.
Чем больше конусная линейка 10 смещается вправо, тем больше эксцентриситет насоса ПГ163 и число оборотов вала гидромотора 1.
В
41

Рис. 30. Гидравлическая схема горизонтального
х
40

Рис. 6. Гидравлическая схема вертикального хонинговального станка фирмы Barnes Drill
В линии нагнетания насоса клапаном 11 поддерживается постоянное давление ~ 10 атм. Таким образом, гидросистема станка работает по принципиальной схеме рис. 5, а [1]. Так как в гидросистеме применен цилиндр минимального диаметра с односторонним штоком, то скорости стола в обоих направлениях отличаются друг от друга в незначительной степени.
Р
9

Рис. 7. Гидравлическая схема плоскошлифовального
с
10
реверсируется. Головка движется в обратном направлении; в конце хода при включении второго соленоида пилота 11 реверс повторяется.
Выдержка времени (пауза) при реверсе в конце хода осуществляется дросселем 12.
Для натяжения троса предназначен цилиндр, 13.
При максимальном числе оборотов вала гидромотора (1000 об/мин) скорость возвратно-поступательного перемещения головки для станка № 0-20 составляет 28,3 м/мин.