

PMDE151900-1
.pdf29 |
На рисунке |
приведена логарифмическая |
1. |
W ( p) |
10(1 p) |
|
; |
|
|
|||
|
амплитудно-частотная |
характеристика |
|
|
p(1 0,1p) |
|
||||||
|
разомкнутой |
системы. |
Какая |
|
|
10(1 p) |
|
|
|
|
||
|
передаточная функция ей соответствует? |
2. W ( p) |
; |
|
|
|||||||
|
p(1 10 p) |
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
3. |
W ( p) |
100(1 p) |
|
; |
|
|
|
|
|
|
|
|
(1 0,1p) |
|
||||||
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
4. |
W ( p) |
100(1 p) |
|
; |
|
|
|
|
|
|
|
|
(1 10 p) |
|
||||||
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
5. |
W ( p) |
10(1 p) |
|
||||
|
|
|
|
|
|
. |
|
|||||
|
|
|
|
|
(1 0,1p)(1 10 p) |
|
||||||
|
|
|
|
|
|
|||||||
30 |
К какому |
виду коррекции |
относятся |
1. |
к последовательным корректирующим |
|||||||
|
жесткие и |
гибкие |
дополнительные |
устройствам; |
|
|
|
|
||||
|
отрицательные обратные связи? |
|
2. |
к параллельным корректирующим |
||||||||
|
|
|
|
|
устройствам; |
|
|
|
|
|||
|
|
|
|
|
3. |
к компенсаторам внешних возмущений; |
||||||
|
|
|
|
|
4. |
к |
устройствам |
развязки, |
||||
|
|
|
|
|
обеспечивающим |
|
|
|
автономность |
|||
|
|
|
|
|
отдельных |
контуров |
многосвязной |
|||||
|
|
|
|
|
системы; |
|
|
|
|
|
|
|
|
|
|
|
|
5. |
ни к какому виду коррекции. |
||||||
Закрытые тесты по дисциплине «ТАУ»
1.Приведите классификацию систем автоматического управления (САУ) по следующим признакам: вид уравнений динамики процессов управления, характер передачи сигналов, характер процесса управления, характер функционирования. Используя данную классификацию, проанализируйте, что характеризует существующие виды САУ.
2.Перечислите задачи решаемые теорией автоматического управления, и укажите назначение результатов решения этих задач.
3.Составление уравнения звена в стандартной символьной записи и его линеаризация.
4.Весовая и переходная функции звена.
5.Частотные характеристики звена и их логарифмическое представление.
6.Классификация позиционных звеньев систем автоматического управления (САУ). Передаточная функция и характеристики идеального усилительного звена. Приведите примеры для идеального усилительного звена.
7.Передаточная функция и характеристики апериодического (инерционного) звена 1-го порядка. Приведите примеры для апериодического (инерционного) звена 1-го порядка.
8.Передаточная функция и характеристики апериодического (инерционного) звена 2-го порядка. Приведите примеры для апериодического (инерционного) звена 2-го порядка.
9.Передаточная функция и характеристики колебательного звена. Приведите примеры для колебательного звена.
10.Передаточная функция и характеристики идеального интегрирующего звена. Приведите примеры для идеального интегрирующего звена.
11.Передаточная функция и характеристики идеального дифференцирующего звена. Приведите примеры для идеального дифференцирующего звена.
12.Определение и амплитудно-частотные характеристики модулированного сигнала.
41
13.Структурные преобразования разомкнутых цепей систем автоматического управления (САУ) (из последовательно соединенных звеньев, параллельно соединенных звеньев и с местной обратной связью) для определеняе их передаточной функции.
14.Правило вычисления передаточной функции между двумя произвольными узлами.
15.Четыре основных вида передаточных функций замкнутых цепей.
16.Частотные характеристики замкнутой системы.
17.Процесс управления и требования к нему. Способы решения дифференциальных уравнений, описывающих системы автоматического управления (САУ).
18.Корневой метод исследования устойчивости.
19.Алгебраические критерии устойчивости. Критерий Гурвица.
20.Частотные критерии устойчивости. Критерий устойчивости Михайлова.
21.Частотные критерии устойчивости. Критерий устойчивости Найквиста.
22.Частотные оценки качества.
23.Понятие точности системы автоматического управления (САУ).
24.Установившаяся ошибка при произвольном внешнем воздействии. Коэффициенты ошибок.
25.Понятие астатизма.
26.Показатели качества переходного процесса.
27.Пути определения показателей качества переходного процесса.
28.Методы улучшения качества переходного процесса с помощью последовательных корректирующих устройств.
29.Виды корректирующих обратных связей.
30.Корректирующие устройства по внешнему воздействию. Инвариантность.
Литература для подготовки
1.Теория автоматического управления / Под ред. Воронова А.А. – М.: Высш.шк., 1986 –
367 с.
2. Макаров И.М., Менский Б.М. Линейные автоматические системы. – М.: Машиностроение, 1982. – 505 с.
3.Ящугин В.А. Теория линейных непрерывных систем автоматического управления в вопросах и ответах. – М.: Высш. шк., 1986. – 224 с.
4.Сборник задач по теории автоматического регулирования и управления / Под ред. Бесекероского В.А. – М.: Наука, 1978. – 510 с.
42
2.5. «ОСНОВЫ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ»
Использование метода разработки технологического процесса изготовления машины при проектировании технологических процессов сборки машины и изготовления деталей любого типа в единичном, серийном и массовом производствах.
Оценка технологичности конструкции изделия. Технология сборки типовых сборочных единиц и их контроль. Особенности монтажа подшипниковых узлов, валов, зубчатых и червячных передач.
Общие положения и подходы к автоматизации процесса сборки машины. Разработка технологических процессов изготовления деталей любого типа в единичном, серийном и массовом производствах. Выбор метода получения заготовок. Технология изготовления корпусных деталей, станин, валов, шпинделей, ходовых винтов, деталей зубчатых и червячных колес, червяков, фланцев, втулок, коленчатых валов, рычагов, вилок и их контроль. Общие подходы к автоматизации технологических процессов изготовления деталей.
Электрофизические и электрохимические методы обработки деталей. Теория процессов, технологические возможности и области эффективного применения.
ТЕСТОВЫЕ ЗАДАНИЯ
1). Какой из нижеуказанных терминов является обобщенным для объекта, изучаемого в курсе "Технология машиностроения" в соответствии с ГОСТ 2.101-68. Определите термин.
1.Заготовка.
2.Деталь.
3.Изделие.
4.Предмет.
2). Организация производства "Изделия" требует
1.Конструкторской подготовки производства.
2.Технологической подготовки производства.
3.Технической подготовки производства.
4.Организацию производства опытного образца "Изделия".
3). Технологический процесс в соответствии с ГОСТ 3.1109-82 это:
1.Это часть производственного процесса, включающая в себя последовательное изменение размеров, формы, внешнего вида или внутренних свойств предмета производства и их контроль.
2.Часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства.
3.Часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда.
4.Это совокупность различных операций, в результате выполнения которых изменяются размеры, форма, свойства предметов труда, осуществляется контроль требований чертежа.
5.Это последовательное изменение формы, размеров, свойства материала или полуфабриката в целях получения детали в соответствии с заданными техническими требованиями.
4). Технологическая операция изготовления "Изделия" включает понятие "Позиция" когда
1.Изделие переустанавливается в ходе выполнения технологической операции.
2.Изделие обрабатывается непрерывно на станке с ЧПУ.
3.Неизменно закрепленное изделие перемещается вместе с оснасткой относительно режущего инструмента в ходе выполнения технологической операции.
43
4. Режущий инструмент однократно перемещается относительно изделия в ходе выполнения технологической операции.
5). Тип производства считается массовым если
1.Предприятие производит 1 мил. однотипных деталей в год.
2.Предприятие производит сотни партий разнотипных деталей в год.
3.Коэффициент закрепления операций равен "1".
4.Коэффициент закрепления операций равен "40".
6). Правило "шести точек" должно соблюдаться
1.При установке изделия.
2.При базировании изделия.
3.При закреплении изделия.
4.При самоцентрировании изделия.
7). Установочная база это поверхность, по которой изделие лишается
1.Одной степени свободы.
2.Трех степеней свободы.
3.Пяти степеней свободы.
4.Четырех степеней свободы.
8). Неопределенность базирования "Изделия" это лишение изделия степеней свободы
1.Шести.
2.Семи.
3. Двух и более по одной из координат. 4.Трех и более по одной из координат.
9). Самоцентрирующие элементы технологической оснастки это элементы при использовании, которых "Изделие"
1.Закрепляется.
2.Базируется.
3.Устанавливается.
4.Одновременно базируется и закрепляется.
10). Технологические базы могут быть
1.Только контактными.
2.Только настроечными.
3.Только контактными и проверочными.
4.Контактными, настроечными и проверочными.
11). Погрешность базирования возникает когда
1.При базировании изделия возникает явление "неопределенности базирования".
2.Не совпадают технологические и конструкторские базы.
3.Совпадают контактные и настроечные технологические базы.
4.Не совпадают технологическая и измерительная базы.
12). При базировании в центрах "Изделие" лишается
1.Трех степеней свободы.
2.Пяти степеней свободы.
3.Шести степеней свободы.
4.Четырех степеней свободы.
Приведите эскиз выбранной схемы базирования и обоснуйте ответ.
13). Если партия деталей обрабатывается Методом автоматического получения размеров на настроенном станке по 8-му классу точности или грубее, то, какому закону подчиняется распределение размеров в пределах поля допуска
1.Закону равной вероятности.
2.Закону Релея.
44
3.Закону нормального распределения (Закон Гаусса).
4.Закону равнобедренного треугольника.
Изобразите вид выбранного закона и обоснуйте ответ.
14). Метод точечных диаграмм и малых выборок является методом, который позволяет управлять точностью размеров в партии обрабатываемых деталей
1.По входным параметрам.
2.По выходным параметрам.
3.При обработке внутренних цилиндрических поверхностей.
4.При обработке наружных цилиндрических поверхностей.
Воспроизведите диаграмму.
15). При обработке изделия на станке с ЧПУ возможно повышение точности получаемого размера за счет уменьшения упругих отжатий системы СПИД путем изменения в процессе обработки
1.Глубины резания.
2.Скорости резания.
3.Рабочей подачи.
4.Геометрических неточностей станка.
16). Определение "зона с резко выраженными искажениями кристаллической решетки металла, дроблением зерен и высокой микротвердостью" характеризует состояние поверхностного слоя изделия
1.Как состояние исходного материала.
2.Как разупрочненный.
3.Как наклепанный.
4.Как перенаклепанный.
17). Понятие "Технологическая наследственность" характеризует динамику изменения состояния поверхностного слоя заготовки в ходе реализации технологического процесса как
1.Сохранение параметров заготовки на параметрах готовой детали.
2.Отсутствие культуры при формировании последовательности технологических операций обработки поверхностей заготовки.
3.Перенос на готовое изделие в процессе его обработки погрешностей механических и физико-химических свойств исходной заготовки и погрешностей, сформировавшихся у заготовки на отдельных операциях ее обработки.
4.Использование предельных режимов резания при выполнении каждой технологической операции.
18). Напуск это 1. Слой материала, удаляемый с поверхности заготовки для достижения
требований к поверхности готовой детали, заданных на чертеже, 2. Слой материала, удаляемый с поверхности заготовки на черновых и получистовых технологических операциях,
3.Слой материала, удаляемый с поверхности заготовки для приближения формы заготовки к форме готовой детали,
4.Слой материала, образуемый при поверхностной термической обработке заготовки.
Ответ обоснуйте.
19). В размерном анализе технологического процесса при решении обратной (проверочной) задачи известно
1. Абсолютные значения технологических размеров (составляющие звенья), допуски на технологические размеры, верхние и нижние отклонения технологических размеров.
45
2.Абсолютное значение замыкающего звена, допуск на замыкающее звено, верхнее и нижнее предельные отклонения размера замыкающего звена, абсолютные значения технологических размеров (составляющие звенья).
3.Абсолютные значения технологических размеров (составляющие звенья), абсолютное значение замыкающего звена, допуск на замыкающее звено, верхние и нижние отклонения припусков.
20). В размерном анализе технологического процесса при решении прямой (проектной) задачи известно
1.Абсолютные значения технологических размеров (составляющие звенья), допуски на технологические размеры, верхние и нижние отклонения технологических размеров.
2.Абсолютное значение замыкающего звена, допуск на замыкающее звено, верхнее и нижнее предельные отклонения размера замыкающего звена, абсолютные значения технологических размеров (составляющие звенья).
3.Абсолютные значения технологических размеров (составляющие звенья), абсолютное значение замыкающего звена, допуск на замыкающее звено, верхние и нижние отклонения припусков.
21). Когда при решении прямой (проектной) задачи принимается, что допуски на все технологические размеры одинаковые, это означает, что задача решается
1.Методом экономически обоснованных допусков,
2.Методом допусков одного квалитета,
3.Методом равных допусков,
4.Методом средних допусков,
5.Методом пропорционального влияния
22). Величина минимального значения припуска на чистовую обработку плоской поверхности на конкретной технологической операции обязательно включает
1.Значение шероховатости и глубины поверхностного слоя на выполняемой технологической операции.
2.Значения шероховатости и глубины поверхностного слоя, полученные на предыдущей технологической операции.
3.Значения величины пространственных отклонений формы заготовки от формы готовой детали.
23). Использование центровочных отверстий в качестве технологических баз, начиная со второй технологической операции, позволяет реализовать
1.Принцип использования искусственных баз.
2.Принцип совмещения баз.
3.Принцип постоянства баз.
4.Принцип самоцентрирования заготовки.
24). Технологичность конструкции изделия в соответствии с ГОСТ 14.201–83 это
1.Развитие понятия" Технологическая наследственность".
2.Совокупность свойств изделия, определяющих приспособленность его конструкции к достижению оптимальных затрат ресурсов при производстве и эксплуатации для заданных показателей качества, объема выпуска и условий выполнения работ.
3.Параметр, оценивающий машину (деталь) в отношении возможности оптимального использования материалов, средств и времени при ее изготовлении и ремонте.
4.Совокупность придаваемых конструктором машины и ее элементам свойств, которые позволяют достигать оптимальных затрат ресурсов при изготовлении машины в соответствии с заданными показателями ее качества, объема выпуска и условий производства.
46
25). Основное время при выполнении технологической операции в массовом производстве определяется
1.На основании данных справочной литературы по нормированию.
2.На основании статистических данных, накопленных на предприятии для аналогичных технологических операций.
3.По расчетной схеме.
4.Исходя из производственного плана (объем партии деталей) на рабочую смену.
26). Технологический процесс, при разработке которого используется комплексная деталь является
1.Типовым технологическим процессом,
2.Единичным технологическим процессом,
3.Массовым технологическим процессом,
4.Групповым технологическим процессом.
27). Теория графов при размерном анализе технологического процесса применяется. Найдите два правильных варианта.
1.Для обоснования выбора технологических баз для всего технологического процесса.
2.Для проверки правильности простановки технологических размеров на технологических операциях.
3.Для упрощения поиска размерных цепей для конкретных замыкающих звеньев.
4.Для решения размерных цепей вероятностным методом.
5.Для определения координаты середины поля допуска замыкающего звена.
47
ЗАДАЧИ
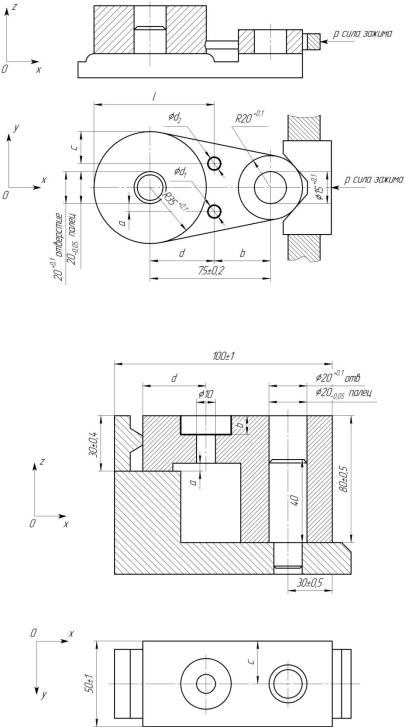
1. Определите погрешность базирования на размеры a, b, c, d, l, которая может возникнуть при данной схеме установки детали.
2. Определите погрешность базирования на размеры b, c, d, которая может возникнуть при данной схеме установки детали.
48
3. Проанализируйте предложенную схему базирования детали для обработки ее соответствующих поверхностей. В случае обнаружения нарушения правила «шести точек», предложите свой вариант схемы базирования.
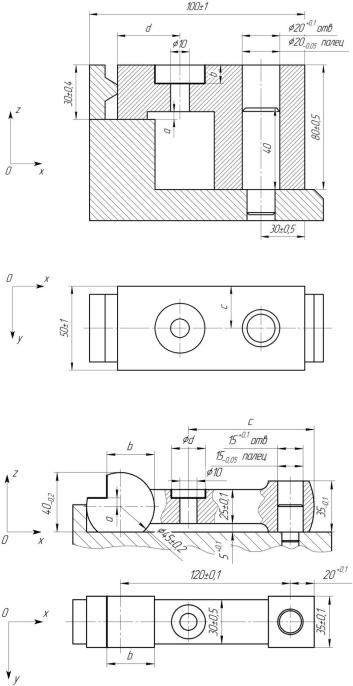
4. Определите погрешность базирования на размеры a, b, c, d, которая может возникнуть при данной схеме установки детали.
49
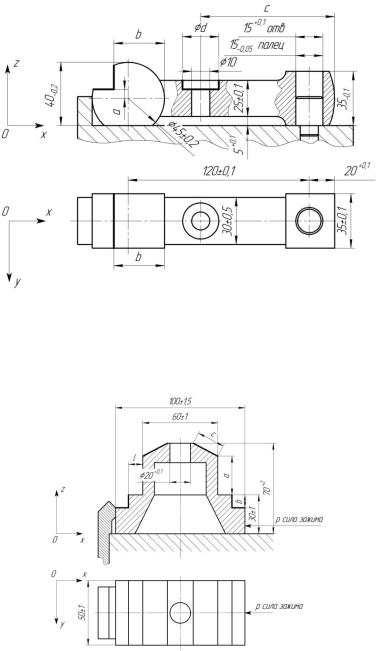
5. Проанализируйте правильность выбора схемы базирования детали при зенкеровании отверстия d=10 мм и фрезеровании уступа в размер b. В случае нерациональности данной схемы базирования, предложите свой вариант схемы базирования для получения вышеуказанных размеров.
6. Определите погрешность базирования на размеры a, b, l, которая может возникнуть при данной схеме установки детали.
50