

6.8 Принципы выбора рациональных режимов сварки
Первым условием выбора режимов сварки является получение швов с оптимальными размерами и формой, обеспечивающими как высокую технологическую прочность, так и высокие эксплуатационные характеристики.
Показателями формирования шва являются относительная глубина проплавления h/b или величина, обратная ей, - коэффициент формы проплавления ψnp = b/h (h – глубина проплавления, b – ширина шва). Очертание зоны наплавки характеризуется коэффициентом формы валика ψВ = b/c и коэффициентом полноты валика μB = FH/(bc) (c – высота усиления , FH – площадь поперечного сечения наплавленного металла).
Показателем, характеризующим формирование шва, является также коэффициент формы ванны φ = L/b (L – длина сварочной ванны).
Условия кристаллизации сварочной ванны изменяются с изменением коэффициента формы ванны и коэффициента формы проплавления; с увеличением ψПР и уменьшением φ улучшаются условия кристаллизации (уменьшается склонность к образованию холодных трещин). Однако эти величины не должны выходить за определенные пределы иначе швы получаются слишком широкие с малой глубиной провара.
При действии точечного быстродвижущегося источника тепла максимальная температура на расстоянии r определится выражением
![]()
Из этого выражения найдем квадрат расстояния до изотермы плавления
![]()
Тогда площадь полуокружности, описываемая радиусом r, и будет площадью провара:
![]()
Однако фактическая форма провара в большинстве случаев отличается от полуокружности: при сварке на больших токах и низких напряжениях ψПР < 2 (кривая 2 на рис. 6.16), а при относительно небольших токах и высоких напряжениях ψПР > 2 (кривая 3 на рис. 6.16).
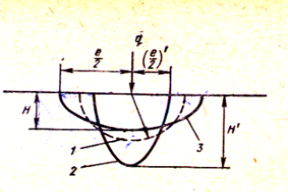
Рис. 6.16. Очертания площади провара.
На величину ψПР влияют практически все параметры режима. Увеличение сварочного тока значительно увеличивают глубину проплавления и мало влияет на ширину шва, вследствие этого ψПР уменьшается. Увеличение скорости сварки мало влияет на глубину проплавления и вызывает значительное уменьшение ширины шва и, следовательно, приводит к уменьшению ψПР. Увеличение напряжения на дуге незначительно изменяет глубину проплавления и увеличивает ширину шва и, как следствие, ведет к увеличению ψПР. Увеличение диаметра электрода приводит к уменьшению глубины проплавления и увеличению ширины шва, а следовательно, - к увеличению коэффициента формы проплавления.
Фактическая форма провара представляет собой полуэллипс, площадь которого равна площади полуокружности, определенной по вышеприведенной формуле. Площадь полуэллипса, одна из полуосей которого равна е/2, а другая Н может быть определена:
![]()
Приравнивая правые части последних уравнений и решая относительно Н, получим
![]()
Для низкоуглеродистых и низколегированных сталей при сварке под флюсом А = 0,0156, а при сварке в углекислом газе А = 0,0165.
Таким образом, для расчета глубины провара необходимо определить погонную энергию и коэффициент формы провара, который зависит от величины сварочного тока, диаметра электрода и напряжения дуги.
Обработка экспериментальных данных позволила вывести следующую зависимость:
![]()
где к – коэффициент, зависящий от рода тока и полярности; dЭ – диаметр электродной проволоки, мм. Величина этого коэффициента при плотности тока j < 120 А/мм2 при сварке постоянным током обратной полярности
k = 0,367/j0,1925;
при сварке постоянным током прямой полярности
k = 2.82/j0,1925.
При j > 120 А/мм2 величина этого коэффициента для обратной полярности к = 0,92, для прямой полярности к = 1,12. При сварке переменным током во всем диапазоне плотностей токов к = 1.
Зная глубину провара и коэффициент формы провара можно определить ширину шва
е = ψПРН.
Для вычисления высоты валика g сначала рассчитывают площадь поперечного сечения FН по формуле:
![]()
где αН – коэффициент наплавки г/(А*час); ρ – плотность наплавленного металла, г/см3.
При наплавке или сварке стыковых соединений без скоса кромок с нулевым зазором наплавленный металл располагается в виде валика над поверхностью листов. Площадь поперечного сечения такого валика
FH = egμB,
где g и е – высота и ширина валика; μВ – коэффициент полноты валика, т.е. отношение площади поперечного сечения валика к площади прямоугольника, основание и высота которого равны ширине и высоте валика. Отсюда
g = FH/(μBe).
Опыты показывают, что практически для всех режимов μВ = 0,73.
Вторым условием выбора рационального режима сварки является обеспечение такого термического цикла, который обеспечит оптимальные свойства зоны термического влияния и металла шва.
При сварке конструкционных сталей, как с невысоким, так и с повышенным содержанием углерода, а также среднелегированных и высоколегированных сталей, склонных к закалке под действием термического цикла сварки, в зависимости от величины погонной энергии может наблюдаться либо резкая подкалка околошовной зоны, сопровождающаяся повышением твердости и снижением пластичности (при малых значениях погонной энергии), либо интенсивный рост зерна, вызывающий снижение пластичности металла (при чрезмерно больших значениях погонной энергии). Как в первом, так и во втором случаях в околошовной зоне могут образовываться трещины.
Если сталь подвержена резкой закалке, то при всех скоростях охлаждения в околошовной зоне образуется мартенситная структура. При этом уменьшение скорости охлаждения ниже некоторого предела, не устраняя образования мартенсита, приводит к значительному росту зерна, вызывающему сильное снижение пластичности. Для таких сталей чрезмерно высокий подогрев может заметно ухудшить механические свойства (прежде всего ударную вязкость) околошовной зоны. В этих случаях допустимый диапазон скоростей должен быть таким, при котором, несмотря на частичную подкалку, гарантируется отсутствие трещин. Для восстановления свойств околошовной зоны в таких случаях необходима последующая термообработка.