

2.3.1. Параллакс
Параллакс (от греческого слова parallaxis – отклонение) – это видимое изменение относительного положения предметов вследствие перемещения глаза наблюдателя.
Это изменение положения предметов имеет место при отсчете, когда основная шкала и шкала нониуса расположены не в одной плоскости.
Рис.
6. Явление
параллакса при отсчете показаний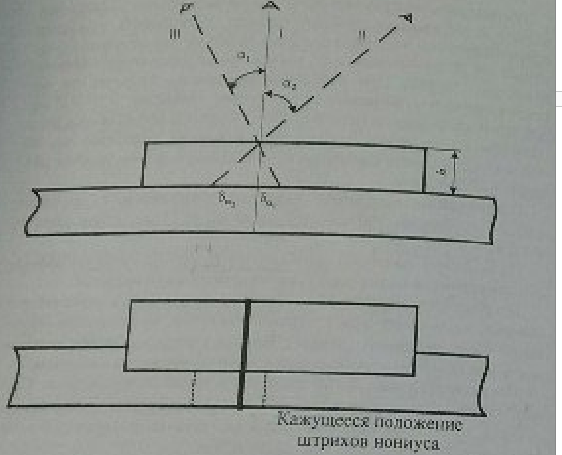
На рис. 6 условно показан только один штрих на основной шкале и один штрих на нониусе. Эти штрихи совпадают, если смотреть на них строго перпендикулярно плоскости шкалы (положение 1 глаза наблюдателя). Если же смотреть на штрих под кглом к плоскости основной шкалы, то будет казаться, что штрихи не совпадают, и чем больше угол зрения будет отличаться от прямого, тем больше будет погрешность отсчитывания из-за параллакса. Величина этой погрешности (на рисунке ба1 и ба2) зависит от положения по высоте штриха нониуса относительно штриха шкалы (т.е. от толщины пластинки, на которой нанесен нониус, и зазора между плоскостью шкалы и этой пластинкой) и от угла, под которым смотрит наблюдатель.
Известны конструкции штангенциркулей, в которых нониус и основная шкала располагаются в одной плоскости, но такая конструкция требует особо тщательной обработки и рамки, и штанги (что бы не возникало большого зазора).
Погрешность от параллакса наиболее ощутима при использовании штангенинструмента, но она имеет место и в так называемях стрелочных приборах, где шкала и индекс (стрелка) расположены не всегда в одной плоскости.
2.3.2. Принцип Аббе
Принцип Аббе заключается в том, что при измерении размера методом сравнения с мерой погрешность измерения будет меньше, если меру и измеряемый размер располагать на одной прямой (последовательно, а не параллельно).
В штангенциркуле на соблюдается принцип Аббе, поскольку шкала и нониус располагаются на линии, параллельной линии измерения на детали (в штангенглубиномере принцип Аббе соблюдается). Погрешность возникает из-за того, что при параллельном расположении трудно обеспечить перпендикулярность измерительных поверхностей штангенциркуля к линии шкалы как при изготовлении, так и при использовании из-за непрямолинейности направляющих ( при перемещении рамки по штанге). При измерении цилиндрических или сферических деталей, когда контакт происходит у концов измерительных губок штангенциркуля, усилие поджима создает момент сил, который выбирает зазор между рамкой и штангой. Этим нарушается перпендикулярность измерительных поверхностей, которая вносит погрешность в результат измерения.
Рис.
7. Принцип
Аббе при измерении штангенинструментом между штангой и рамкой, из-за
непрямолинейности бозовой поверхности.
С некоторым приближением (если принять
подобные равнобедренные треугольники
как прямоугольные) погрешность от такого
перекоса можно выразить как b=
между штангой и рамкой, из-за
непрямолинейности бозовой поверхности.
С некоторым приближением (если принять
подобные равнобедренные треугольники
как прямоугольные) погрешность от такого
перекоса можно выразить как b= L/l.
L/l.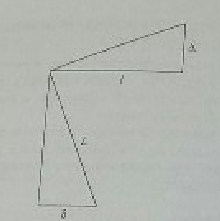
Полученное выражение показывает, что для уменьшения влияния перекоса надо стремиться делать как можно меньше соотношение L/l, т.е. по возможности короче измерительные губки и длиннее рамку.
Погрешности, связанные с нарушением принципа Аббе, имеют место во всех случаях, когда в приборе перемещается измерительный узел, а отсчет производится по линии, параллельной линии перемещения.
Необходимо отметить, что на погрешность измерения штангенинструментом оказывает влияние то, что измерительное увилие обеспечивается при измерении рукой без всякого приспособления. Это, в свою очередь, приводит как к деформации деталей, так и к деформации измерительного средства.