

14. Влияние начальных напряжений на поперечную усадку
Когда сварочный источник прогревает всю толщину пластины до высокой температуры, предел текучести металла падает, и сварной шов без сопротивления деформируется под действием приложенных поперечных нагрузок. Поэтому приложенные до начала сварки начальные сжимающие поперечные напряжения σнач<0 неограниченно увеличивают Δпоп, а растягивающие σнач>0 уменьшают (вплоть до Δпоп < 0). Все же очень большие Δпоп под действием начальных напряжений обычно не возникают по 2 причинам:
1) Нагрузку принимают на себя соседние, менее нагретые участки шва, а также зажимные приспособления и прихватки.
2) В качестве σнач, как правило, действуют остаточные напряжения σост от усадки соседних ранее уложенных швов. В этом случае по мере деформации происходит разгрузка, и σнач снижаются.
Поперечные σнач перед сваркой возникают по следующим причинам:
от внешних нагрузок;
поперечные σост от параллельных предыдущих швов;
продольные σост от перпендикулярных предыдущих швов.
Кроме того, поперечные напряжения возникают в процессе сварки шва:
от поперечных закреплений краев пластины;
от продольной усадки (у концов шва, см. рис.27).
При укладке шва на край полосы она искривляется от продольной усадки шва. При сварке встык двух полос они остаются прямыми за счет растягивающих поперечных напряжений в средней части шва и сжимающих – на концах (см. рис.27). При сварке длинного шва поперечные напряжения возникают только у его концов, в средней части шва они невелики.

Рис.27. Схема образования поперечных напряжений от продольной усадки шва
Если перед сваркой короткого шва в пластине действуют σнач, то при укладке шва наибольшее изменение поперечной усадки возникают в начале шва. Затем нагрев от сварки уменьшает σнач, и в конце шва поперечная усадка практически такая же, как при их отсутствии. Если эпюра σнач такая, как показана на рис. 27, то сжимающие σнач<0 приведут к резкому увеличению Δпоп в начале шва. Затем σнач снизятся от нагрева, поэтому снижение Δпоп в середине шва и еще повышение Δпоп в конце шва будет незначительным. Чтобы избежать накопления Δпоп в начале шва, при многопроходной сварке коротких швов рекомендуется чередовать направления проходов.
15. Поперечная усадка при многопроходной сварке
Деформационные процессы при многопроходной сварке, в основном, те же, что при однопроходной сварке с неполным проплавлением. Дополнительно необходимо учитывать влияние остаточных напряжений от предыдущих проходов, которые являются начальными для очередного прохода, а также суммирование деформаций от всех проходов. Как уже отмечено в §11, в отличие от продольной усадки, заметная поперечная усадка происходит при каждом добавляемом проходе. Расчетная схема показана на рис. 28.
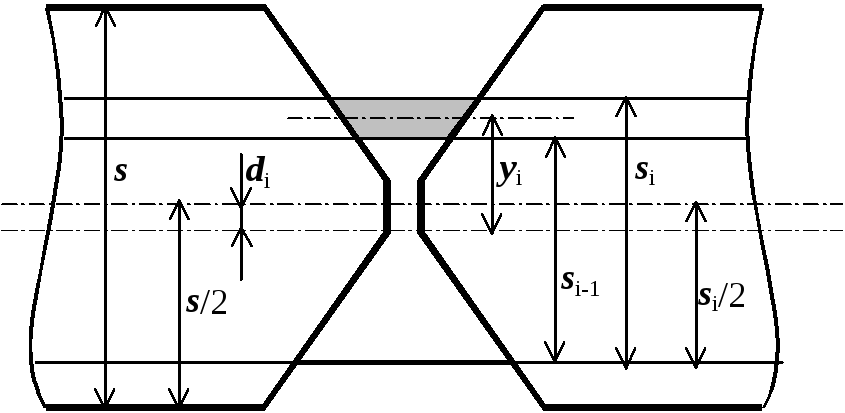
Рис.28. Схема поперечной усадки при многопроходной сварке
Порядок расчета.
Рассматриваем только слой пластины толщиной si (включая очередной проход под номером i и ранее уложенные проходы). Теплота, попавшая за пределы этого слоя, не влияет на поперечную усадку.
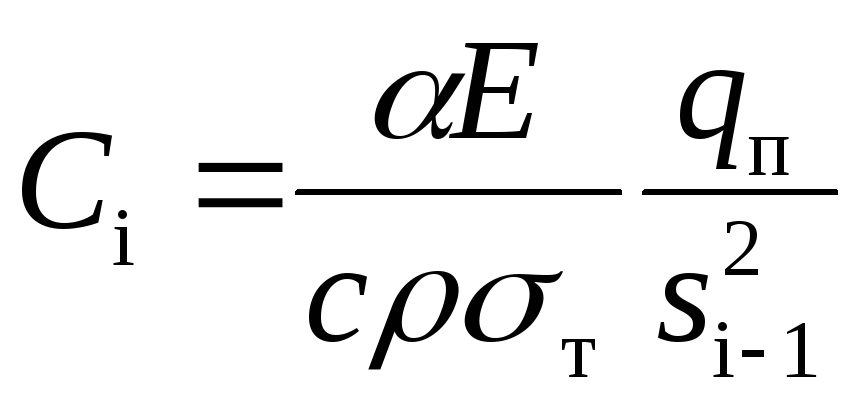
Определяем усадку этого слоя от очередного прохода, как для пластины толщиной si при неполном проплавлении (см. формулу 27):
![]() ,
(35)
,
(35)
где Ai находим по рис. 25 и формуле (32).
Определяем эксцентриситет очередного прохода yi/ si по рис. 26 или формуле (34), где
 .
.Рассчитываем угловую деформацию (знак βi совпадает со знаком yi):
![]() .
(36)
.
(36)
5) Поперечная усадка от всех проходов (с учетом знаков βi):
![]() .
(37)
.
(37)
6) Угловая деформация от всех проходов (с учетом знаков βi):
![]() .
(38)
.
(38)
При
расчетах угловой деформацией от первого
прохода пренебрегают, принимая
![]() .
.
Поперечные остаточные напряжения при многопроходной сварке существенно зависят от условий закрепления свариваемых пластин. Если зажимные приспособления препятствуют повороту пластин, то к концу сварки в корне шва возникает сжатие (рис. 29,б), а после снятия закреплений происходит разгрузка и напряжения снижаются (рис. 29,в). Если закрепления не препятствуют повороту, то при односторонней сварке в корне шва при каждом проходе растут растягивающие напряжения (рис. 29, г).
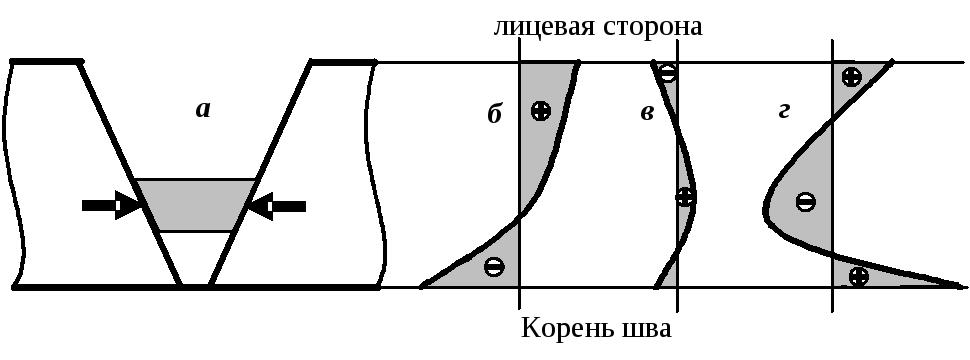
Рис.29. Поперечные напряжения σyy при многопроходной сварке: а - схема сварки; б, в – σyy в конце сварки в зажимном приспособлении и σyy ост после снятия закреплений; г – напряжения σyy ост после сварки незакрепленных пластин
Чтобы избежать накопления Δпоп в начале многопроходного шва (см. §14), при сварке коротких швов рекомендуется чередовать направления проходов.