

11. Сопоставление явлений продольной и поперечной усадки пластин
Общие черты этих явлений состоят в том, что оба они
- возникают при сварке в результате пластической деформации металла на стадии нагрева;
- при отсутствии структурных превращений приводят к сокращению размеров в плоскости пластины и увеличению ее толщины.
Можно представить себе зону шва (активную зону) в свариваемой пластине как прямоугольную область, сокращающуюся в результате сварки в длину и в ширину и увеличивающуюся в толщину. Отличия продольной и поперечной усадки связаны с соотношением размеров этой области и пластины.
В продольном направлении шов проходит через всю пластину, но при этом существенно уже, чем она. Суммарное укорочение длины шва могло бы быть значительным, но края пластины препятствуют этому укорочению, в результате возникают продольные напряжения, а укорочение всей пластины невелико.
Поперечное сокращение ширины шва небольшое, но происходит почти беспрепятственно, поскольку шов проходит через всю пластину. При этом напряжения в поперечном направлении малы.
Можно назвать 4 важных отличия продольной и поперечной усадки.
Напряжения при продольной усадке имеют в активной и пассивной зонах разные знаки, а при поперечной напряжения одинаковые по всей ширине закрепленной пластины.
Наблюдаемые продольные деформации при продольной усадке одинаковые по всей ширине пластины (в случае симметричного расположения шва), а при поперечной усадке высокотемпературная зона испытывает поперечное сокращение в результате расширения остальной части закрепленной пластины.
При повторном нагреве той же зоны дополнительная продольная усадка не происходит. Это связано с тем, что в активной зоне уже после первого нагрева возникают напряжения, близкие к пределу текучести, которые в результате повторных нагревов не изменяются. Поперечная усадка происходит при каждом нагреве, если остаточные поперечные напряжения не достигают предела текучести.
В качестве фактора, заменяющего действие сварки при расчете конструкций, для продольной усадки используют Pус, а при поперечной - Δпоп.
12. Деформации балок от поперечной усадки швов
Если на один из элементов сечения балки наложить поперечный шов (например, при приварке к балке ребер жесткости и других вспомогательных элементов), то это приведет к укорочению и изгибу балки, как и при наложении продольного шва (см. рис. 12). Примером является двутавровая балка, в которой производится сварка поперечным швом верхнего пояса (рис. 22). Трудность расчета состоит в том, что необходимо решать статически неопределимую задачу. Для упрощения ее решения применим такой прием.
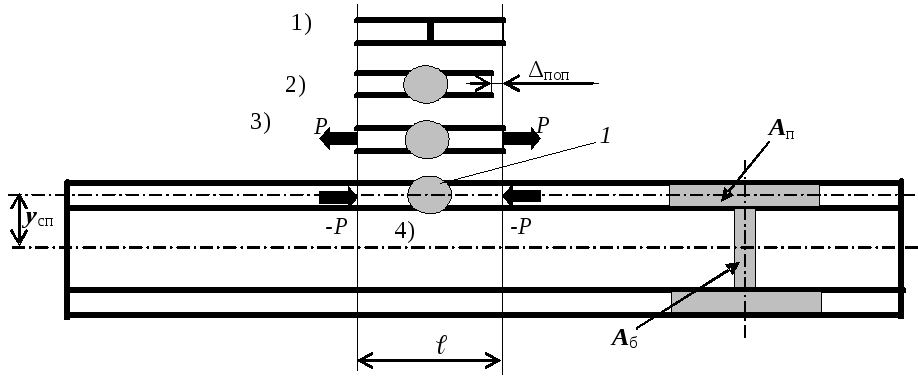
Рис.22. Схема расчета укорочения и изгиба балки от сварки поперечного шва 1
Мысленно вырежем из балки перед сваркой фрагмент верхнего пояса длиной ℓ.
При его сварке в незакрепленном состоянии произойдет поперечная усадка
 .
.Приложим фиктивные силы P и растянем сваренный фрагмент до прежней длины ℓ. Необходимые силы можно вычислить по закону Гука:
 ,
гдеAп
– площадь вырезанной части сечения,
испытавшей поперечное укорочение.
,
гдеAп
– площадь вырезанной части сечения,
испытавшей поперечное укорочение.Вклеим фрагмент на прежнее место, не убирая силы P. Теперь, чтобы снять фиктивные силы, приложим ко всему участку балки длиной ℓ такие же силы противоположного знака (-P). От этого произойдут укорочение и изгиб балки, которые можно вычислить по формулам сопромата:
![]() ,
(29)
,
(29)
![]() ,
(30)
,
(30)
где Aб и Iб – площадь и момент инерции всего сечения балки; yсп - плечо силы P (расстояние от центра тяжести сечения балки до центра тяжести сечения пояса).
Ось балки, проходящая через центр тяжести сечения, на этом участке укорачивается на Δпрод, а концы этого участка поворачиваются относительно друг друга на угол φ (рис. 23, а).
Важно, что малый размер ℓ, выбранный нами произвольно, не влияет на Δпрод и φ. При сварке встык всего сечения, когда Aп = Aб, а yсп =0, получаем Δпрод = Δпоп; φ = 0. В отличие от продольных швов, вызывающих искривление оси балки по всей длине (см. рис. 12), ось балки образует ломаную линию с изломом на угол φ у каждого поперечного шва (рис. 23, б). Прогиб балки f может быть вычислен из геометрических соображений. Поскольку угол φ мал, его синус и тангенс равны значению угла, выраженному в радианах.
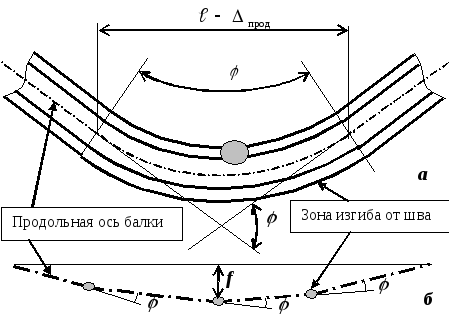
Рис.23. Схема определения прогиба балки f от сварки трех поперечных швов: а – излом оси балки в зоне поперечного шва, б – схема оси балки с тремя изломами для определения максимального прогиба